Das könnte Ihnen auch gefallen
- Petrobras FPSO Carioca MV30: Inspection and Test Plan (Pump & Package) For PBA-1135 A/BDokument11 SeitenPetrobras FPSO Carioca MV30: Inspection and Test Plan (Pump & Package) For PBA-1135 A/BAliasgar100% (1)
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDokument5 SeitenWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNoch keine Bewertungen
- EP 2 Grease PDFDokument2 SeitenEP 2 Grease PDFTayyab IftikharNoch keine Bewertungen
- SMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFDokument24 SeitenSMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFRosyidi danangNoch keine Bewertungen
- EQUIPMENT: Tube Bundle For Shell &tube HX Titile: Inspection Test Plan Item: 6112-E-02Dokument6 SeitenEQUIPMENT: Tube Bundle For Shell &tube HX Titile: Inspection Test Plan Item: 6112-E-02Khalilahmad KhatriNoch keine Bewertungen
- PQR - WPQ Witness ReportDokument1 SeitePQR - WPQ Witness Reportsdkeskar40Noch keine Bewertungen
- Aramco Balance Material Site IssuesDokument12 SeitenAramco Balance Material Site IssuesVinay Yadav100% (1)
- ITP Fuel Fillter (J-1001) Rev10+Dokument9 SeitenITP Fuel Fillter (J-1001) Rev10+DjokoNoch keine Bewertungen
- Visual Check List For Control Valve: Rock Payvand Sanat ArvandDokument1 SeiteVisual Check List For Control Valve: Rock Payvand Sanat Arvandarmin heidariNoch keine Bewertungen
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechDokument2 SeitenSaudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechnadeemNoch keine Bewertungen
- QAP For Conical StrainerDokument2 SeitenQAP For Conical StrainersatishchidrewarNoch keine Bewertungen
- MGT (Manifold Group Trunkline) System For The Gcs 29, 30 and 31 in North Kuwait Company Contract No.: 15051614 Petrofac Job No.: JI-2031Dokument9 SeitenMGT (Manifold Group Trunkline) System For The Gcs 29, 30 and 31 in North Kuwait Company Contract No.: 15051614 Petrofac Job No.: JI-2031velmurug_balaNoch keine Bewertungen
- RFI RecordDokument16 SeitenRFI RecordmyraNoch keine Bewertungen
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Dokument6 SeitenRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNoch keine Bewertungen
- Project Department Kuwait National Petroleum Company: Daily Welding Inspection ReportDokument1 SeiteProject Department Kuwait National Petroleum Company: Daily Welding Inspection ReportMuthazhagan SaravananNoch keine Bewertungen
- Inspection and Testing RequirementsDokument10 SeitenInspection and Testing Requirementsnaoufel1706Noch keine Bewertungen
- ITT - Sample of ITPDokument3 SeitenITT - Sample of ITPajiNoch keine Bewertungen
- Cummins L8.9 Oil Pressure InformationDokument1 SeiteCummins L8.9 Oil Pressure InformationThomasRudyNoch keine Bewertungen
- WI-INSP-04 R0 Work Instruction-Agitator InspDokument2 SeitenWI-INSP-04 R0 Work Instruction-Agitator InspRakesh MishraNoch keine Bewertungen
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDokument3 SeitenIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNoch keine Bewertungen
- Preparación de WPS SDokument10 SeitenPreparación de WPS SPercyFloresNoch keine Bewertungen
- API 610 ChecklistDokument6 SeitenAPI 610 ChecklistPrabha KaranNoch keine Bewertungen
- 4.1 - ANX-1 Definition of Mechanical Completion PDFDokument18 Seiten4.1 - ANX-1 Definition of Mechanical Completion PDFLegend AnbuNoch keine Bewertungen
- Inspection and Test Plan For Pressure Vessel - Important PointsDokument21 SeitenInspection and Test Plan For Pressure Vessel - Important PointsNorman MoralesNoch keine Bewertungen
- STS QAC SOP 006 Repair Procedure For Stainless SteelDokument5 SeitenSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNoch keine Bewertungen
- SB 762 IndentDokument200 SeitenSB 762 Indentanon_687665429Noch keine Bewertungen
- Inspection and Testing of Piping Systems ES-14-602-02Dokument44 SeitenInspection and Testing of Piping Systems ES-14-602-02Edmund MoraldeNoch keine Bewertungen
- RSP - ALL - WI0573 - CC Permit To Work Management - Appendix 01Dokument1 SeiteRSP - ALL - WI0573 - CC Permit To Work Management - Appendix 01sani priadi100% (1)
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dokument12 Seiten2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarNoch keine Bewertungen
- Schedule of Test Welder Qualification:: 041/VIII/STWQ/2014Dokument2 SeitenSchedule of Test Welder Qualification:: 041/VIII/STWQ/2014Muhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Service Receipt No: Brand: Model: Reported Complaint:: Model: Walk-In RetailerDokument1 SeiteService Receipt No: Brand: Model: Reported Complaint:: Model: Walk-In RetailerRAFEEQNoch keine Bewertungen
- Saudi Sadara Inspection Checklist CoverDokument1 SeiteSaudi Sadara Inspection Checklist CoverArshad MahmoodNoch keine Bewertungen
- 32 Samss 008Dokument26 Seiten32 Samss 008naruto256100% (1)
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- Inspection and Test Plan: Page 1+0 of 7Dokument7 SeitenInspection and Test Plan: Page 1+0 of 7Jamal Mohamed Rahamathullah100% (1)
- West Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)Dokument8 SeitenWest Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)jacksonbello34Noch keine Bewertungen
- INS T 004, Tol - OvalityDokument4 SeitenINS T 004, Tol - OvalityDeepakNoch keine Bewertungen
- API SealDokument13 SeitenAPI SealjasminneeNoch keine Bewertungen
- Visual Inspection ReportDokument5 SeitenVisual Inspection ReportOmar WardehNoch keine Bewertungen
- Hydrostatic Test Procedure For Ug Non-Metallic Piping SystemDokument16 SeitenHydrostatic Test Procedure For Ug Non-Metallic Piping SystemabrayalamNoch keine Bewertungen
- QC Dossier 1Dokument1 SeiteQC Dossier 1VishnuGKNoch keine Bewertungen
- Process Industry Practices Machinery: Pip Resp73V Application of ASME B73.2 - 2003Dokument31 SeitenProcess Industry Practices Machinery: Pip Resp73V Application of ASME B73.2 - 2003m4metzNoch keine Bewertungen
- WPQTDokument18 SeitenWPQTMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PWHTDokument103 SeitenPWHTChetan B KapadiaNoch keine Bewertungen
- PMS-V32-Ball Valves - FlangedDokument2 SeitenPMS-V32-Ball Valves - FlangedMB Azharudeen100% (1)
- Inspection and Test Plan: Fabrication / In-Process InspectionDokument17 SeitenInspection and Test Plan: Fabrication / In-Process InspectionGLEDSON100% (1)
- CV UpdateDokument8 SeitenCV UpdateAlya Chyank San-sanNoch keine Bewertungen
- Rubber Gasket TypesDokument92 SeitenRubber Gasket Typessushant_moreyNoch keine Bewertungen
- Circularity Inspection Report: Shell Course (LW) CW CWDokument14 SeitenCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNoch keine Bewertungen
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDokument2 SeitenBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNoch keine Bewertungen
- Belzona 1111ps EnglDokument2 SeitenBelzona 1111ps EnglNikolay GuerreroNoch keine Bewertungen
- Made in Italy - EuropeDokument8 SeitenMade in Italy - EuropeenenickNoch keine Bewertungen
- Welding Repair ProcedureDokument4 SeitenWelding Repair ProcedureRiky SumantriNoch keine Bewertungen
- Technical Specifications For Reduction Retort Bottom SectionDokument5 SeitenTechnical Specifications For Reduction Retort Bottom SectionSharat ChandraNoch keine Bewertungen
- R05323 P 001a X009 0042 PDFDokument464 SeitenR05323 P 001a X009 0042 PDFcquibajoNoch keine Bewertungen
- Mil STD 870cDokument13 SeitenMil STD 870cKrishnan DandapaniNoch keine Bewertungen
- EGE00B20Dokument17 SeitenEGE00B20Jhonny Rafael Blanco Caura100% (1)
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Dokument4 SeitenApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNoch keine Bewertungen
- Procedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDDokument12 SeitenProcedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDSushanta NaikNoch keine Bewertungen
- 42crmo4 Raw Material Specification Document: Doc Ref CSMEP/RMSPC/0001 Date 24.08.2013 Issue Rev 1.0 Page No 1 of 4Dokument4 Seiten42crmo4 Raw Material Specification Document: Doc Ref CSMEP/RMSPC/0001 Date 24.08.2013 Issue Rev 1.0 Page No 1 of 4mass3444Noch keine Bewertungen
- TH 4 5 3 PDFDokument9 SeitenTH 4 5 3 PDFJayeshNoch keine Bewertungen
- Table 5 - Wire Type IQI SelectionDokument3 SeitenTable 5 - Wire Type IQI SelectionMehmet SoysalNoch keine Bewertungen
- MSRP A1Dokument110 SeitenMSRP A1JayeshNoch keine Bewertungen
- BSi Jacking PipeDokument56 SeitenBSi Jacking PipeJayesh100% (1)
- BS 7371-6 Ad.1 2011 Hot Dip Galv. of Metal FastenersDokument10 SeitenBS 7371-6 Ad.1 2011 Hot Dip Galv. of Metal FastenersJayesh0% (1)
- MCA13a Ventilating Attic FiresDokument5 SeitenMCA13a Ventilating Attic FiresJayeshNoch keine Bewertungen
- Safelight For Darkroom Illumination - ANSI PH2.22 PDFDokument6 SeitenSafelight For Darkroom Illumination - ANSI PH2.22 PDFJayesh100% (1)
- Paut Vs RTDokument4 SeitenPaut Vs RTinvilink87Noch keine Bewertungen
- 160Q Torsional Test Machine 87Dokument2 Seiten160Q Torsional Test Machine 87JayeshNoch keine Bewertungen
- Classic Metallic Brochure 2010Dokument24 SeitenClassic Metallic Brochure 2010JayeshNoch keine Bewertungen
- 2-8 Kodak Digital Imaging PlatesDokument6 Seiten2-8 Kodak Digital Imaging PlatesJayeshNoch keine Bewertungen
- Storage Tanks Selection and Sizing: Richardhaw@sympatico - CaDokument50 SeitenStorage Tanks Selection and Sizing: Richardhaw@sympatico - CaJayeshNoch keine Bewertungen
- 316 Family Test Machine 79Dokument1 Seite316 Family Test Machine 79JayeshNoch keine Bewertungen
- API 510 Certification Exam Study Plan PDFDokument3 SeitenAPI 510 Certification Exam Study Plan PDFJayeshNoch keine Bewertungen
- Practical Ultrasonic Testing-Weld CaseDokument6 SeitenPractical Ultrasonic Testing-Weld CaseJayeshNoch keine Bewertungen
- Aluminium WindowDokument1 SeiteAluminium WindowArshad MahmoodNoch keine Bewertungen
- Tutorial 4 Solution (Updated)Dokument7 SeitenTutorial 4 Solution (Updated)Jayden Chan33% (3)
- ME09 801 Refrigeration & Air ConditioningDokument79 SeitenME09 801 Refrigeration & Air ConditioningVenkiteshNoch keine Bewertungen
- Fulltext PDFDokument8 SeitenFulltext PDFVictor Hugo Azevedo CarneiroNoch keine Bewertungen
- 1 Theory2Dokument16 Seiten1 Theory2Tushar RajNoch keine Bewertungen
- 100 Quesions With AnswerDokument15 Seiten100 Quesions With Answernabil heddadNoch keine Bewertungen
- Res Guide Electromagnetic WavesDokument8 SeitenRes Guide Electromagnetic WavesbrsreddyNoch keine Bewertungen
- CATALOG Blind and Solid RivetsDokument58 SeitenCATALOG Blind and Solid Rivetsjhos douglasNoch keine Bewertungen
- Salt Analysis - Aluminium SulphateDokument2 SeitenSalt Analysis - Aluminium SulphatePriyanshee SongaraNoch keine Bewertungen
- RHCMDokument3 SeitenRHCMTran Quoc VinhNoch keine Bewertungen
- Simultaneous Estimation of Paracetamol and NimesulideDokument4 SeitenSimultaneous Estimation of Paracetamol and NimesulideBolgam PradeepNoch keine Bewertungen
- Ensival MoretDokument6 SeitenEnsival MoretPatricia J ÁngelesNoch keine Bewertungen
- Norma AP 6DDokument105 SeitenNorma AP 6Dsabes26Noch keine Bewertungen
- Unit 2.22 - Tannoids Determination by Turbidity MeterDokument7 SeitenUnit 2.22 - Tannoids Determination by Turbidity MeterRiyanNoch keine Bewertungen
- Scope of Work - API 653 Inspections of Aboveground Storage TanksDokument14 SeitenScope of Work - API 653 Inspections of Aboveground Storage Tanksgilbertjerry100% (1)
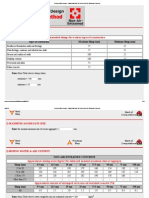
- Concrete Mix Design - Weight Method, SI Units, Non-Air-Entrained Concrete PDFDokument10 SeitenConcrete Mix Design - Weight Method, SI Units, Non-Air-Entrained Concrete PDFThomas CroweNoch keine Bewertungen
- 2012-3 National Chemistry OlympiadDokument14 Seiten2012-3 National Chemistry OlympiadRSLNoch keine Bewertungen
- Primal™ SF-016 ErDokument8 SeitenPrimal™ SF-016 ErAPEX SONNoch keine Bewertungen
- Anti TermiteDokument5 SeitenAnti TermiteDamitha Anjana WeerakoonNoch keine Bewertungen
- Princípio de Babinet 1Dokument3 SeitenPrincípio de Babinet 1josh16kalebNoch keine Bewertungen
- Topic No. 1 - Introduction To Atomic Structure-1-1Dokument92 SeitenTopic No. 1 - Introduction To Atomic Structure-1-1Chand HiraniNoch keine Bewertungen
- Catalogo Beuchat Caca 2008Dokument36 SeitenCatalogo Beuchat Caca 2008alexpt2000Noch keine Bewertungen
- MSDS HCL EN NewDokument5 SeitenMSDS HCL EN NewlvhaquyenNoch keine Bewertungen
- European Steel and Alloy Grades: HDT950C (1.0958)Dokument2 SeitenEuropean Steel and Alloy Grades: HDT950C (1.0958)farshid KarpasandNoch keine Bewertungen
- Research FormatDokument82 SeitenResearch FormatDyuli JimenezNoch keine Bewertungen
- Nagendra G M: Teaching ExperienceDokument3 SeitenNagendra G M: Teaching Experiencenagendra_gmNoch keine Bewertungen
- cUSTOMS tARIFF OF mYANMARDokument729 SeitencUSTOMS tARIFF OF mYANMARsoewinaung100% (1)
- Design TrainingDokument20 SeitenDesign Trainingbenjito7Noch keine Bewertungen
- Polymers Chemistry and Physics of Modern Materials 3rd Edition by J M G Cowie and V ArrighiDokument2 SeitenPolymers Chemistry and Physics of Modern Materials 3rd Edition by J M G Cowie and V Arrighiwahab0% (1)
- Solution Poly-Round Bearings in Polymer OR Stainless HousingsDokument3 SeitenSolution Poly-Round Bearings in Polymer OR Stainless HousingsLeroy AraoNoch keine Bewertungen