Das könnte Ihnen auch gefallen
- Energy at the Surface of the Earth: An Introduction to the Energetics of EcosystemsVon EverandEnergy at the Surface of the Earth: An Introduction to the Energetics of EcosystemsNoch keine Bewertungen
- Free Energi 1 PDFDokument7 SeitenFree Energi 1 PDFFatekhunFarisNoch keine Bewertungen
- Nuclear Alternative: Redesigning Our Model of the Structure of MatterVon EverandNuclear Alternative: Redesigning Our Model of the Structure of MatterNoch keine Bewertungen
- PWMcircuit 08Dokument10 SeitenPWMcircuit 08kcarringNoch keine Bewertungen
- Stanley Meyer WFC Cell Dublin Institute of Technology Test ReportDokument27 SeitenStanley Meyer WFC Cell Dublin Institute of Technology Test Reportstanleyameyerhhoh2hydrogenNoch keine Bewertungen
- Advances in Mass Spectrometry: Proceedings of a Joint Conference Organised by the Hydrocarbon Research Group, Institute of Petroleum, and A.S.T.M. Committee E.14 and Held in the University of London, 24th–26th September, 1958Von EverandAdvances in Mass Spectrometry: Proceedings of a Joint Conference Organised by the Hydrocarbon Research Group, Institute of Petroleum, and A.S.T.M. Committee E.14 and Held in the University of London, 24th–26th September, 1958J. D. WaldronNoch keine Bewertungen
- English StudieDokument30 SeitenEnglish StudieFred LamertNoch keine Bewertungen
- Water and Thermal Management of Proton Exchange Membrane Fuel CellsVon EverandWater and Thermal Management of Proton Exchange Membrane Fuel CellsNoch keine Bewertungen
- Hybrid Tech Eat On Fuel CellDokument13 SeitenHybrid Tech Eat On Fuel CellhhojonNoch keine Bewertungen
- Geet Reactor RodDokument11 SeitenGeet Reactor RodthenjhomebuyerNoch keine Bewertungen
- Free Energy of Formation of Al (OH) 3Dokument27 SeitenFree Energy of Formation of Al (OH) 3snakovaNoch keine Bewertungen
- Motionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreDokument6 SeitenMotionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreRolling76Noch keine Bewertungen
- Comparative Experimental Investigation of Oxyhydrogen (HHO) Production Rate Using Dry and Wet CellsDokument8 SeitenComparative Experimental Investigation of Oxyhydrogen (HHO) Production Rate Using Dry and Wet CellsNam stareNoch keine Bewertungen
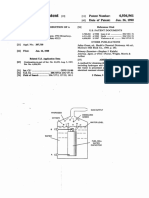
- Us 4936961Dokument8 SeitenUs 4936961PratikNoch keine Bewertungen
- 2016 04 22 17 09 16Dokument8 Seiten2016 04 22 17 09 16shubhamNoch keine Bewertungen
- Free Energy Generation Using FlywheelDokument12 SeitenFree Energy Generation Using FlywheelOshan IndrajithNoch keine Bewertungen
- Furnace Boosting DesignDokument8 SeitenFurnace Boosting Designasitchawla100% (1)
- Necklace Hho 4Dokument55 SeitenNecklace Hho 4RuddyMartiniNoch keine Bewertungen
- HPT (Ieee, 2005)Dokument7 SeitenHPT (Ieee, 2005)Muhammad Hadi MustajabNoch keine Bewertungen
- WWW Youtube Com Watch V HyTplvO4i9UDokument2 SeitenWWW Youtube Com Watch V HyTplvO4i9UJohnnyLarsonNoch keine Bewertungen
- Cold Fusion Mechanism of Bond CompressionDokument9 SeitenCold Fusion Mechanism of Bond CompressionInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- HydroPlus Information Website PDFDokument1 SeiteHydroPlus Information Website PDFTere CastellanosNoch keine Bewertungen
- Switz Russian SEG ReportDokument32 SeitenSwitz Russian SEG ReportBoris MitovNoch keine Bewertungen
- CommaxDokument24 SeitenCommaxEduard PopescuNoch keine Bewertungen
- Covid Economics: Vetted and Real-Time PapersDokument82 SeitenCovid Economics: Vetted and Real-Time PapersbehnazNoch keine Bewertungen
- Bill Williams Gas Splitter Dry CellDokument4 SeitenBill Williams Gas Splitter Dry CellCiprian ALNoch keine Bewertungen
- As Works (Devays) of (Tarielya) To (Kapanadze) .: Moral AspectDokument64 SeitenAs Works (Devays) of (Tarielya) To (Kapanadze) .: Moral AspectchigoNoch keine Bewertungen
- Switching A Normal' Load. Energizing A Load Begins With A Switching Device in The OpenDokument5 SeitenSwitching A Normal' Load. Energizing A Load Begins With A Switching Device in The OpendenramrNoch keine Bewertungen
- Sources of Radiant EnergyDokument1 SeiteSources of Radiant EnergyRjvm Net Ca Fe100% (1)
- Optimization of Four Wave Mixing Effect in Radio-Over-Fiber For A 32-Channel 40-GBPS DWDM SystemDokument6 SeitenOptimization of Four Wave Mixing Effect in Radio-Over-Fiber For A 32-Channel 40-GBPS DWDM SystemLương Xuân Dẫn100% (1)
- 3 Ijeeerfeb20173Dokument10 Seiten3 Ijeeerfeb20173TJPRC PublicationsNoch keine Bewertungen
- Tesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megDokument9 SeitenTesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megNISHANT KumarNoch keine Bewertungen
- Applied Superconductivity - 04Dokument16 SeitenApplied Superconductivity - 04Maria Reggie GualbertoNoch keine Bewertungen
- Power Generation by Foot Step Method - Rack and PinionDokument13 SeitenPower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- Effect of HHO Gas Enrichment On Performance and Emissions of A Diesel Engine Fueled by Biodiesel Blend With Kerosene AdditiveDokument7 SeitenEffect of HHO Gas Enrichment On Performance and Emissions of A Diesel Engine Fueled by Biodiesel Blend With Kerosene AdditiveNam stareNoch keine Bewertungen
- Torch ManualDokument3 SeitenTorch ManualterapeutasordoNoch keine Bewertungen
- Dry Fuel Cell ManualDokument27 SeitenDry Fuel Cell ManualMaiman LatoNoch keine Bewertungen
- Hho 2Dokument5 SeitenHho 2Prittam Kumar JenaNoch keine Bewertungen
- CHEMALLOY - A New Alloy For The Science StudentDokument2 SeitenCHEMALLOY - A New Alloy For The Science StudentPeter Benedikt WeberNoch keine Bewertungen
- Veljko Milkovic, Pendulum PhysicsDokument3 SeitenVeljko Milkovic, Pendulum PhysicsColleen SextonNoch keine Bewertungen
- Starlite PDFDokument35 SeitenStarlite PDFPuturrú De FuáNoch keine Bewertungen
- Urea Electrolysis - Direct Hydrogen Production From Urine PDFDokument3 SeitenUrea Electrolysis - Direct Hydrogen Production From Urine PDFRosendo Parra MilianNoch keine Bewertungen
- Replicating The Earth Captor of Barbosa and LealDokument13 SeitenReplicating The Earth Captor of Barbosa and LealfolitasNoch keine Bewertungen
- Zero Point EnergyDokument55 SeitenZero Point EnergyFernando Martinez LeyvaNoch keine Bewertungen
- Fluid Flywheel: Auto MechDokument6 SeitenFluid Flywheel: Auto MechsalmapratyushNoch keine Bewertungen
- Howto Cold FusionDokument52 SeitenHowto Cold FusionDimitris BarbadimosNoch keine Bewertungen
- Hyenergy: Cleaner, Greener, Cheaper FuelDokument11 SeitenHyenergy: Cleaner, Greener, Cheaper FuelHHO MartNoch keine Bewertungen
- Urea ElectrolysisDokument3 SeitenUrea ElectrolysisRichard BrunoNoch keine Bewertungen
- Geyser ReactorDokument31 SeitenGeyser Reactoradamdwaldrop100% (2)
- KeelyNet 2009 - The Clem Engine Reborn - 11-08-09Dokument11 SeitenKeelyNet 2009 - The Clem Engine Reborn - 11-08-09overyounityNoch keine Bewertungen
- US4143639 Friction Heat Space Heater, Eugene FrenetteDokument6 SeitenUS4143639 Friction Heat Space Heater, Eugene FrenetteBastien Gall de SilléNoch keine Bewertungen
- D14 Updated 24 Dec 2007 PDFDokument14 SeitenD14 Updated 24 Dec 2007 PDFVinayak SanghaniNoch keine Bewertungen
- Ambient Background EnergyDokument1 SeiteAmbient Background EnergyBruce A. PerreaultNoch keine Bewertungen
- Inductive Charging - Mortar Pump EZJ Manufacturer - Sump Pump EVM ManufacturerDokument9 SeitenInductive Charging - Mortar Pump EZJ Manufacturer - Sump Pump EVM ManufacturerBetson Joseph GeorgeNoch keine Bewertungen
- Site Map Site Search: Neutral Plates - QuestionsDokument2 SeitenSite Map Site Search: Neutral Plates - QuestionsChandra NurikoNoch keine Bewertungen
- Edge-Triggered Driver Circuit For Ultra-WidebandDokument4 SeitenEdge-Triggered Driver Circuit For Ultra-WidebandTeeNoch keine Bewertungen
- Geet EngDokument10 SeitenGeet EngNideYuanfenNoch keine Bewertungen
- Hydroxy BoostersDokument269 SeitenHydroxy Boostersapi-3725726100% (4)
- Car That Runs On Tap Water - Plasma Spark - Oct 2005 - Hydrogen Fuel - Free Energy - Stanley MeyerDokument139 SeitenCar That Runs On Tap Water - Plasma Spark - Oct 2005 - Hydrogen Fuel - Free Energy - Stanley MeyerGheorghe SilviuNoch keine Bewertungen
- Resin Infusion MoldingDokument111 SeitenResin Infusion MoldingAnkitChoudhary100% (2)
- Mercury 02l STDDokument2 SeitenMercury 02l STDNoursine NoursineNoch keine Bewertungen
- Operation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDDokument9 SeitenOperation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDNego1975Noch keine Bewertungen
- Exam Style Answers 20 Asal Physics CBDokument2 SeitenExam Style Answers 20 Asal Physics CBAnshul ShahNoch keine Bewertungen
- Volvo Engine BrakeDokument7 SeitenVolvo Engine BrakeIzz Bahar100% (1)
- PC200-8 KomatsuDokument636 SeitenPC200-8 Komatsujoao maria100% (1)
- Capacitors, Inductors, AC Circuits: Engineering TechnologyDokument29 SeitenCapacitors, Inductors, AC Circuits: Engineering Technologyfr09nNoch keine Bewertungen
- Fundamentals of CuttingDokument56 SeitenFundamentals of CuttingTrevor WarnerNoch keine Bewertungen
- The Bistro Group: 9727 Kamagong St. San Antonio Village, Makati CityDokument2 SeitenThe Bistro Group: 9727 Kamagong St. San Antonio Village, Makati CityMICHAEL BALANENoch keine Bewertungen
- Brochure Ret 670Dokument4 SeitenBrochure Ret 670Vishwanath TodurkarNoch keine Bewertungen
- Earthing RequirementDokument7 SeitenEarthing RequirementSandy ChoudhariNoch keine Bewertungen
- Handbook For Radiological MonitorsDokument44 SeitenHandbook For Radiological MonitorsChó MèoNoch keine Bewertungen
- AN PRC 104A - Serv - User - TM11 5820 919 12 - 1986Dokument106 SeitenAN PRC 104A - Serv - User - TM11 5820 919 12 - 1986changiz2220Noch keine Bewertungen
- The Misadventures of Gale The Birthday ClownDokument7 SeitenThe Misadventures of Gale The Birthday ClownChris33% (3)
- NIT Patna Department of Mechanical Engineering Subject-Turbo MachinesDokument26 SeitenNIT Patna Department of Mechanical Engineering Subject-Turbo MachinesAjitKumarPandeyNoch keine Bewertungen
- Building Information Modelling For Offshore Wind Projects: Improving Working Methods and Reducing CostsDokument11 SeitenBuilding Information Modelling For Offshore Wind Projects: Improving Working Methods and Reducing Costsfle92Noch keine Bewertungen
- Orbital WeldingDokument20 SeitenOrbital WeldingAshishBohra0% (2)
- Molarity and Polarity Report ChemistryDokument23 SeitenMolarity and Polarity Report ChemistryLydia Mae S. Ela100% (1)
- SS 1.4122Dokument2 SeitenSS 1.4122Bipin Sadasivan100% (2)
- 2016-04-01716 PT 1 ReportDokument30 Seiten2016-04-01716 PT 1 ReportdaudiNoch keine Bewertungen
- Hyperloop: A Seminar ReportDokument32 SeitenHyperloop: A Seminar ReportBharat Chaudhary36% (11)
- Sizing and Cost Estimation Methodology For Stand Alone Residential PV Power SystemDokument20 SeitenSizing and Cost Estimation Methodology For Stand Alone Residential PV Power SystemvenvettyNoch keine Bewertungen
- Tim HortonsDokument194 SeitenTim HortonsShashank Vatsavai100% (2)
- Generator Set AlignmentDokument9 SeitenGenerator Set AlignmentZamani Mahdi100% (1)
- Pressure - Enthalpy Diagram For The Refrigerant R-22: Li Q U IdDokument1 SeitePressure - Enthalpy Diagram For The Refrigerant R-22: Li Q U IdRifki AuliaNoch keine Bewertungen
- Electric Brochure A4 PDFDokument3 SeitenElectric Brochure A4 PDFsafnaNoch keine Bewertungen
- Bono Thermal Oil HeatersDokument10 SeitenBono Thermal Oil HeatershendraNoch keine Bewertungen
- Photovoltaics in The Built Environment A Critical Review2Dokument16 SeitenPhotovoltaics in The Built Environment A Critical Review2Samahir ElzakiNoch keine Bewertungen
- Rivulis F3240 English Metric 20191223 WebDokument10 SeitenRivulis F3240 English Metric 20191223 WebMehdi BassouNoch keine Bewertungen
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- The Certified Oil and Gas Project ManagerVon EverandThe Certified Oil and Gas Project ManagerBewertung: 4 von 5 Sternen4/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeVon EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNoch keine Bewertungen
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsVon EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsBewertung: 4.5 von 5 Sternen4.5/5 (4)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen
- Ship and Mobile Offshore Unit Automation: A Practical GuideVon EverandShip and Mobile Offshore Unit Automation: A Practical GuideNoch keine Bewertungen
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)