Beruflich Dokumente
Kultur Dokumente
TF
Hochgeladen von
Mati BeltraminoOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
TF
Hochgeladen von
Mati BeltraminoCopyright:
Verfügbare Formate
UNIVERSIDAD NACIONAL DE RIO
CUARTO
FACULTAD DE INGENIERA
TECNOLOGIA MECANICA
TRABAJO FINAL INTEGRADOR
Docentes a cargo:
Ing. Monge, Juan
Ing. Vaca, Mariano
Ing. Kunusch, Martin
Alumno responsable:
Beltramino, Matias
~2011~
UNIVERSIDAD NACIONAL DE RIO CUARTO
TRABAJO FINAL INTEGRADOR
Objetivo:
Desarrollar de forma completa el proceso de mecanizado de una pieza de uso
en ingenieria, detallando pieza en bruto, maquinas utilizadas, operaciones de
mecanizado, herramientas, porta-herramientas, fluidos de corte, potencia de
mecanizado, tiempo de mecanizado.
Potencia de mecanizado:
Las ecuaciones basicas para el calculo de potencia de mecanizado requerida
en las operaciones de torneado son las siguientes.
Seccion de viruta sin cortar:
p c
a f A
Donde f es el avance por vuelta
p
a es la profundidad de corte.
Cantidad de metal removido por unidad de tiempo:
c c w
V A Z
Donde
c
V es la velocidad de corte de la pieza
Potencia de mecanizado:
w s m
Z p P
Donde
s
p es la energia especifica de corte que se obtiene por medio de
grficos teniendo en cuenta el material de la pieza a mecanizar y el espesor de
viruta no deformada que se calcula de la siguiente manera.
) (
r c
sen f a
donde
r
es el angulo de situacin de la herramienta.
Entonces determinamos estos valores para cada una de las operaciones de
mecanizado utilizadas en el proceso:
Refrentado
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
2 , 0
1 2 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
850
min
60
1
1
1000
min
255 2 , 0
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
2 , 0 1992 , 0
) 95 ( 2 , 0 ) (
1
]
1
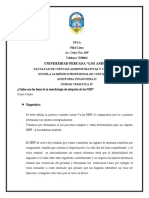
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 3
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
850 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
5 , 3187
Por ser 2 pasadas y 1 con la mitad de la profundidad tenemos
[ ] w P
m
75 , 7968
Desbaste
Para las pasadas de 5mm de profundidad
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
2
5 4 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
66 , 9666
min
60
1
1
1000
min
290 2
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
398 , 0
) 95 ( 4 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 2
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
66 , 9666 10 75 , 2
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
315 , 26583
Por ser 11 pasadas (considerando los 2 chaflanados y el desbaste conico como
desbastes rectos) obtengo
[ ] w P
m
465 , 292416
Siguiendo el mismo metodo para las pasadas de 3,8 4 7 - 4,8 - 6mm de
profundidad obtengo respectivamente
[ ] w P
m
33 , 20203
[ ] ) 4 ( 66 , 85066 pasadas son w P
m
[ ] w P
m
66 , 37216
[ ] w P
m
25520
Acabado
Los valores son los mismos que los obtenido para el refrentado, lo que cambia
es la profundidad de corte.
Para las 8 pasadas de 0,5mm de profundidad tenemos
[ ] w P
m
5 , 12750
Para las 4 pasadas de 0,4mm de profundidad tenemos
[ ] w P
m
5100
Ranurado
UNIVERSIDAD NACIONAL DE RIO CUARTO
Para la ranura de 5mm obtengo
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
5 , 0
5 1 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
1000
min
60
1
1
1000
min
120 5 , 0
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
1 , 0
) 90 ( 1 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
5 , 4
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
1000 10 5 , 4
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
4500
Para las pasadas de 0,5 y 2 con la herramienta de ranurar de 2mm de ancho
obtengo.
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
08 , 0
) 90 ( 08 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
5 , 5
m
GJ
p
s
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
04 , 0
5 , 0 08 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
80
min
60
1
1
1000
min
120 04 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
80 10 5 , 5
mm
m
x seg
mm
m
J
x P Z p P
m w s m
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] ) 5 , 0 ( 440 mm para w P
m
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
16 , 0
2 08 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
320
min
60
1
1
1000
min
120 16 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
320 10 5 , 5
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] ) 2 ( 1760 mm para w P
m
Para las pasadas de 0,5 y 2,5 con la herramienta de perfilar de 2,5mm de radio
obtengo.
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
15 , 0
) 90 ( 15 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 3
m
GJ
p
s
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
075 , 0
5 , 0 15 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
150
min
60
1
1
1000
min
120 075 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
150 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] ) 5 , 0 ( 5 , 562 mm para w P
m
Al ser 2 pasadas
[ ] ) 5 , 0 ( 1125 mm para w P
m
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
375 , 0
5 , 2 15 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
750
min
60
1
1
1000
min
120 375 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
750 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] ) 5 , 2 ( 5 , 2812 mm para w P
m
Al ser 2 pasadas
[ ] ) 5 , 2 ( 5625 mm para w P
m
Para las pasadas de 0,5 y 3 con la herramienta de ranurar de 3mm de ancho
obtengo.
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
09 , 0
) 90 ( 09 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 4
m
GJ
p
s
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
045 , 0
5 , 0 09 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
90
min
60
1
1
1000
min
120 045 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
90 10 75 , 4
mm
m
x seg
mm
m
J
x P Z p P
m w s m
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] ) 5 , 0 ( 5 , 427 mm para w P
m
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
27 , 0
3 09 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
540
min
60
1
1
1000
min
120 27 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
540 10 75 , 4
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] ) 2 ( 2565 mm para w P
m
Al ser 2 pasadas
[ ] ) 2 ( 5130 mm para w P
m
Mecanizado medio interior
Para las pasadas de 2mm obtengo
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
4 , 0
2 2 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
33 , 3033
min
60
1
1
1000
min
455 4 , 0
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
2 , 0 1992 , 0
) 95 ( 2 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
1
]
1
3
75 , 3
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
33 , 3033 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
11375
Al ser 7 pasadas
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] w P
m
79625
Para la pasada de 3mm obtengo
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
6 , 0
3 2 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
4550
min
60
1
1
1000
min
455 6 , 0
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
4550 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
5 , 17062
Acabado interior
Para las pasadas de 0,5 mm obtengo
[ ]
1
]
1
1
]
1
rev
mm
A
mm
rev
mm
A a f A
c
c p c
2
075 , 0
5 , 0 15 , 0
1
]
1
1
]
1
1
]
1
1
]
1
1
]
1
seg
mm
Z
seg m
mm m
rev
mm
Z V A Z
w
w c c w
3
2
350
min
60
1
1
1000
min
280 075 , 0
[ ] mm a
sen
rev
mm
a sen f a
c
c r c
149 , 0
) 95 ( 15 , 0 ) (
1
]
1
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 3
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
350 10 75 , 3
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
5 , 1312
Al ser 6 pasadas
[ ] w P
m
7875
Taladrado
Las ecuaciones para el taladrado son las siguientes
El espesor de viruta no deformada sera
UNIVERSIDAD NACIONAL DE RIO CUARTO
) (
2
r c
sen
f
a
El metal removido por unidad de tiempo
4
2
t m
w
n d f
Z
Potencia de mecanizado:
w s m
Z p P
Donde
s
p es la energia especifica de corte
Entonces para el taladrado lateral de 20mm obtengo
[ ] mm a
sen a sen
f
a
c
c r c
0939 , 0
) 70 (
2
2 , 0
) (
2
[ ] . . . 45 , 4058
20
255 1000 1000
m p r n
n
d
V
n
t
t
t
c
t
1
]
1
1
]
1
seg
mm
Z
seg
Z
n d f
Z
w
w
t m
w
3
2
2
4250
min
60
1
4
45 , 4058 20 2 , 0
4
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
75 , 4
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
4250 10 75 , 4
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
5 , 20187
para el taladrado sobre la superficie de revolucion de 2mm obtengo
[ ] mm a
sen a sen
f
a
c
c r c
0235 , 0
) 70 (
2
05 , 0
) (
2
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] . . . 48 , 9326
2
6 , 58 1000 1000
m p r n
n
d
V
n
t
t
t
c
t
1
]
1
1
]
1
seg
mm
Z
seg
Z
n d f
Z
w
w
t m
w
3
2
2
416 , 24
min
60
1
4
48 , 9326 2 05 , 0
4
A la energia especifica de corte la obtenemos del siguiente grafico
1
]
1
3
8
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
416 , 24 10 8
mm
m
x seg
mm
m
J
x P Z p P
m w s m
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] w P
m
33 , 195
Al ser 3 agujeros
[ ] w P
m
586
para el taladrado sobre la superficie de revolucion de 3mm obtengo
[ ] mm a
sen a sen
f
a
c
c r c
047 , 0
) 70 (
2
1 , 0
) (
2
[ ] . . . 26 , 8488
3
80 1000 1000
m p r n
n
d
V
n
t
t
t
c
t
1
]
1
1
]
1
seg
mm
Z
seg
Z
n d f
Z
w
w
t m
w
3
2
2
100
min
60
1
4
26 , 8488 3 1 , 0
4
A la energia especifica de corte la obtenemos del siguiente grafico
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
100 10 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
600
Fresado
Las ecuaciones para el fresado son las siguientes
Espesor de viruta no deformada
UNIVERSIDAD NACIONAL DE RIO CUARTO
,
_
t
e
t
e
t
f
c
d
a
d
a
n N
v
a 1
2
Donde
f
v
es la velocidad de avance de la pieza, N es el numero de dientes,
e
a es el encaje de trabajo y
t
d es el dimetro de la fresa
1
]
1
min
3870
4300 6 15 , 0
mm
v
v n N f v
f
f t z f
[ ] mm a
a
d
a
d
a
n N
v
a
c
c
t
e
t
e
t
f
c
077 , 0
42
3
1
42
3
4300 6
3870 2
1
2
,
_
,
_
Cantidad de metal removido por unidad de tiempo
1
]
1
1
]
1
seg
mm
Z
seg
Z v a a Z
w
w f p e w
3
5 , 580
min
60
1
3870 3 3
Donde
p
a
es el ancho de la ranura
Potencia de mecanizado
w s m
Z p P
Donde
s
p es la energia especifica de corte
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Al ser 10 ranuras tenemos
[ ] w P
m
34830
Rectificado
Las ecuaciones para el rectificado cilindrico son las siguientes
Espesor de viruta no deformada
) ( d profundida en avance f f a
c
UNIVERSIDAD NACIONAL DE RIO CUARTO
Cantidad de metal removido por unidad de tiempo
transv w w
v d f Z
Donde
w
d es el dimetro de la superficie de trabajo,
transv
v es la velocidad
transversal, f avance por carrera de la mesa
Potencia de mecanizado
w s m
Z p P
Donde
s
p es la energia especifica de corte
Para el rectificado cilindrico del lado A quedaron 0.2mm de sobrematerial
El rectificado de esa superficie se dividira en 0.15 mm de desbaste (dividido a
su vez en tres pasadas de 0.05 mm) y en 0.05 de acabado(dividido a su vez
en dos pasadas de 0.02 mm y una de 0.01 mm)
Desbaste
Para la 1er pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 38 , 109
2 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 2 , 58 05 , 0
] [ 05 , 0 mm f a
c
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
5 , 6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 2da pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 47 , 109
15 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
UNIVERSIDAD NACIONAL DE RIO CUARTO
transv w transv w w
v Z v d f Z 15 , 58 05 , 0
1
]
1
3
5 , 6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 3er pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 57 , 109
10 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 10 , 58 05 , 0
1
]
1
3
5 , 6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Acabado
Para la 1er pasada de 0.02mm
4
b
n s n v
w w transv
.] . . [ 667 , 109
05 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
UNIVERSIDAD NACIONAL DE RIO CUARTO
transv w transv w w
v Z v d f Z 05 , 58 02 , 0
] [ 02 , 0 mm f a
c
1
]
1
3
10
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 10
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 1er pasada de 0.02mm
4
b
n s n v
w w transv
UNIVERSIDAD NACIONAL DE RIO CUARTO
.] . . [ 7 , 109
03 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 03 , 58 02 , 0
] [ 02 , 0 mm f a
c
1
]
1
3
10
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 10
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la pasada de 0.01mm
4
b
n s n v
w w transv
.] . . [ 74 , 109
01 , 58
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 01 , 58 01 , 0
] [ 01 , 0 mm f a
c
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
15
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 15
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para el rectificado conico del lado B quedaron 0.2mm de sobrematerial
El rectificado de esa superficie se dividira en 0.15 mm de desbaste (dividido a
su vez en tres pasadas de 0.05 mm) y en 0.05 de acabado(dividido a su vez
en dos pasadas de 0.02 mm y una de 0.01 mm)
Desbaste
UNIVERSIDAD NACIONAL DE RIO CUARTO
Para la 1er pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 79 , 139
2 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 2 , 46 05 , 0
] [ 05 , 0 mm f a
c
1
]
1
3
5 , 6
m
GJ
p
s
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 2da pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 94 , 137
15 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 15 , 46 05 , 0
1
]
1
3
5 , 6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 3er pasada de 0.05mm
4
b
n s n v
w w transv
.] . . [ 095 , 138
10 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 10 , 46 05 , 0
1
]
1
3
5 , 6
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 5 , 6
mm
m
x seg
mm
m
J
x P Z p P
m w s m
UNIVERSIDAD NACIONAL DE RIO CUARTO
[ ] w P
m
3483
Acabado
Para la 1er pasada de 0.02mm
4
b
n s n v
w w transv
.] . . [ 245 , 138
05 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 05 , 46 02 , 0
] [ 02 , 0 mm f a
c
UNIVERSIDAD NACIONAL DE RIO CUARTO
1
]
1
3
10
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 10
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la 2da pasada de 0.02mm
4
b
n s n v
w w transv
.] . . [ 305 , 138
03 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 03 , 46 02 , 0
] [ 02 , 0 mm f a
c
1
]
1
3
10
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 10
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
Para la pasada de 0.01mm
4
b
n s n v
w w transv
.] . . [ 365 , 138
01 , 46
1000 20 1000
1000
m p r
d
v
n
d n
v
w
w
w
w w
w
transv w transv w w
v Z v d f Z 01 , 46 01 , 0
UNIVERSIDAD NACIONAL DE RIO CUARTO
] [ 01 , 0 mm f a
c
1
]
1
3
15
m
GJ
p
s
1
]
1
1
]
1
1
]
1
3
3
9
3
3
9
10 1
1
5 , 580 10 15
mm
m
x seg
mm
m
J
x P Z p P
m w s m
[ ] w P
m
3483
La potencia mecanica total para realizar el mecanizado total de la pieza es
igual a la suma de todas las potencias
[ ] w P
TOTAL
m
Tiempo de mecanizado
UNIVERSIDAD NACIONAL DE RIO CUARTO
El tiempo de mecanizado de torneado es igual a la suma del tiempo requerido
para las operaciones de lado A y lado B, estos datos son los obtenidos de
software Winunisoft.
min 55 39 hs t
A LADO
min 8 27 hs t
B LADO
Taladrado
Para el taladrado de 2mm en la superficie de revolucion de la pieza
seg t
t
fn
l
t
mm TALAD
mm TALAD
t
w
mm TALAD
8 , 1 min 03 , 0
48 , 9326 05 , 0
14
2
2 2
Al ser 3 agujeros mas el tiempo aproximado para acomodar las posiciones
seg seg t
mm TALAD
4 , 5 min 6 min 6 4 , 5
2
+
Para el taladrado de 3mm en la superficie de revolucion de la pieza
seg t
t
fn
l
t
mm TALAD
mm TALAD
t
w
mm TALAD
44 , 1 min 024 , 0
26 , 8848 1 , 0
21 , 21
3
3 3
Sumado el tiempo aproximado para acomodar la posicin y trasladarse de
maquina
seg seg t
mm TALAD
44 , 1 min 10 min 10 4 , 5
3
+
Fresado
Para el fresado cilindrico
UNIVERSIDAD NACIONAL DE RIO CUARTO
seg t
t
v
a d a l
t
FRESADO
FRESADO
f
e t e w
FRESADO
6 , 14 min 24 , 0
3870
) 3 42 ( 3 87 ) (
+
+
Para las 10 ranuras el tiempo total sera de
seg t
FRESADO
86 , 25 min 2 min 431 , 2
Rectificado
El tiempo de rectificado se aproxima igual en todas las pasadas de desbaste e
igual en todas las pasadas de acabado ya que la velocidad de giro no cambia
considerablemente.
Para el rectificado cilindrico del lado A quedaron 0.2mm de sobrematerial
El rectificado de esa superficie se dividira en 0.15 mm de desbaste (dividido a
su vez en tres pasadas de 0.05 mm) y en 0.05 de acabado(dividido a su vez
en dos pasadas de 0.02 mm y una de 0.01 mm)
Desbaste
D CIL RECT
D CIL RECT
w
w
D CIL RECT
t
t
n s
l
t
38 , 109
24 2 2
Acabado
A CIL RECT
A CIL RECT
w
w
A CIL RECT
t
t
n s
l
t
667 , 109
24 2 2
El tiempo total de mecanizado que incluye el tiempo de extinsion de
chisporroteo
A CIL RECT
s
t t 2
+ +
+ +
2 3 3
3 3
A CIL RECT D CIL RECT TOTAL CIL RECT
S
A CIL RECT D CIL RECT TOTAL CIL RECT
t t t
t t t t
TOTAL CIL RECT
t
Para el rectificado conico del lado B quedaron 0.2mm de sobrematerial
UNIVERSIDAD NACIONAL DE RIO CUARTO
El rectificado de esa superficie se dividira en 0.15 mm de desbaste (dividido a
su vez en tres pasadas de 0.05 mm) y en 0.05 de acabado(dividido a su vez
en dos pasadas de 0.02 mm y una de 0.01 mm)
Desbaste
D CONICO RECT
D CONICO RECT
w
w
D CONICO RECT
t
t
n s
l
t
79 , 139
238 , 13 2 2
Acabado
A CONICO RECT
A CONICO RECT
w
w
A CONICO RECT
t
t
n s
l
t
305 , 138
238 , 13 2 2
El tiempo total de mecanizado que incluye el tiempo de extinsion de
chisporroteo
A CIL RECT
s
t t 2
+ +
+ +
2 3 3
3 3
A CONICO RECT D CONICO RECT TOTAL CONICO RECT
S
A CONICO RECT D CONICO RECT TOTAL CONICO RECT
t t t
t t t t
TOTAL CONICO RECT
t
Das könnte Ihnen auch gefallen
- Cuadro ComparativoDokument3 SeitenCuadro ComparativoAinara Lies67% (3)
- Antecedentes y Concepto de ContabilidadDokument3 SeitenAntecedentes y Concepto de ContabilidadParis BacaNoch keine Bewertungen
- 01 - Fallos ObjetoDokument6 Seiten01 - Fallos ObjetotanoNoch keine Bewertungen
- Arqueo de CajaDokument9 SeitenArqueo de CajaAlexander H. AguilarNoch keine Bewertungen
- Evidencia 14Dokument5 SeitenEvidencia 14Erica FlorianNoch keine Bewertungen
- DGD MexicoDokument1 SeiteDGD Mexicodiana julyana andrango baqueNoch keine Bewertungen
- Tema 1 Parte III Polimerización Por Pasos.2Dokument24 SeitenTema 1 Parte III Polimerización Por Pasos.2Francisco Gonzalez GilNoch keine Bewertungen
- Escalas hedónicas faciales evaluación sensorialDokument5 SeitenEscalas hedónicas faciales evaluación sensorialJaja JaaNoch keine Bewertungen
- Formato Solicitud de Apoyos Economicos 12052020Dokument2 SeitenFormato Solicitud de Apoyos Economicos 12052020JohanAlfonso100% (1)
- Indirecto, Financiamiento, Utilidad y Cargos Adicionales Concurso de ObraDokument8 SeitenIndirecto, Financiamiento, Utilidad y Cargos Adicionales Concurso de ObraMichael OrtizNoch keine Bewertungen
- Taller #3 - Actividad Aplicativa - ContabilidadDokument11 SeitenTaller #3 - Actividad Aplicativa - ContabilidadDianaRivera0% (1)
- INMOTICADokument20 SeitenINMOTICALeonardo ParedesNoch keine Bewertungen
- Realizacion de Un Balance - Ana CabarcasDokument1 SeiteRealizacion de Un Balance - Ana CabarcasCabarcas RamirezNoch keine Bewertungen
- Dir EmprDokument136 SeitenDir EmprDiego Fernado AvendañoNoch keine Bewertungen
- Que Es El Espíritu EmprendedorDokument8 SeitenQue Es El Espíritu EmprendedorRonald Alan MonteroNoch keine Bewertungen
- Caso QuesoDokument6 SeitenCaso QuesoAngela QuequesanaNoch keine Bewertungen
- Motivar para GanarDokument7 SeitenMotivar para GanarDany LoaizaNoch keine Bewertungen
- Reseta en Ingles y en EspanolDokument5 SeitenReseta en Ingles y en EspanolVivieca ViviecaNoch keine Bewertungen
- Funciones Financieras de ExcelDokument7 SeitenFunciones Financieras de Excel7720268Noch keine Bewertungen
- Reseña Historica de La Municipalidad de LambayequeDokument3 SeitenReseña Historica de La Municipalidad de LambayequeJhonatan CornejoNoch keine Bewertungen
- Evaluaciones 1finanzasDokument8 SeitenEvaluaciones 1finanzasalbeiro palacios100% (1)
- 5.6 Selección Mercado MetaDokument3 Seiten5.6 Selección Mercado MetaRuben Lopez LopezNoch keine Bewertungen
- Oferta y demanda agregada en MinilandiaDokument3 SeitenOferta y demanda agregada en MinilandiaJose Manuel Pacheco GarriazoNoch keine Bewertungen
- Empresa BackusDokument17 SeitenEmpresa BackusJheampol Dominik Mandujano OreNoch keine Bewertungen
- Taller Estadistica Probabilidad Normal-Distribuciones de Muestreo T Student...Dokument23 SeitenTaller Estadistica Probabilidad Normal-Distribuciones de Muestreo T Student...Daniel MejíaNoch keine Bewertungen
- Adopcion de Las NIFFDokument2 SeitenAdopcion de Las NIFFKatherineLizethNoch keine Bewertungen
- Estudio Mercado Japón 2016 ICEX 1 PDFDokument44 SeitenEstudio Mercado Japón 2016 ICEX 1 PDFDiego GarciaNoch keine Bewertungen
- Diseño de Plantas PpaDokument15 SeitenDiseño de Plantas PpaAlex Mendoza MirandaNoch keine Bewertungen
- 0016 Mantenimiento Predictivo Aplicado A Aerogenerador NM 52 PDFDokument28 Seiten0016 Mantenimiento Predictivo Aplicado A Aerogenerador NM 52 PDFDenisse GarciaNoch keine Bewertungen