Das könnte Ihnen auch gefallen
- Ingrid Olderock La Mujer de Los Perros by Nancy GuzmnDokument14 SeitenIngrid Olderock La Mujer de Los Perros by Nancy GuzmnYuki Hotaru0% (3)
- Evaporator Design CalculationDokument58 SeitenEvaporator Design CalculationManoj BNoch keine Bewertungen
- VanderplaatsDokument31 SeitenVanderplaatsRuben ParedesNoch keine Bewertungen
- Finite Elements in Analysis and Des:gn 6 (1989) 97-112Dokument16 SeitenFinite Elements in Analysis and Des:gn 6 (1989) 97-112Savina LaísNoch keine Bewertungen
- VA TECH Transformer DesignDokument7 SeitenVA TECH Transformer DesignVardaShahidNoch keine Bewertungen
- Dev 2012 Chapter 1Dokument42 SeitenDev 2012 Chapter 1antaraNoch keine Bewertungen
- Recent Advances in Engineering Design and Optimization Challenges and Future TrendsDokument26 SeitenRecent Advances in Engineering Design and Optimization Challenges and Future TrendsRakesh PanigrahiNoch keine Bewertungen
- Optimization MethodsDokument62 SeitenOptimization MethodsDiego Isla-LópezNoch keine Bewertungen
- Structural Optimization For Statics, Dynamics and BeyondDokument10 SeitenStructural Optimization For Statics, Dynamics and BeyondbrucemlsNoch keine Bewertungen
- Optimization Model FormulationDokument10 SeitenOptimization Model FormulationKhuram MaqsoodNoch keine Bewertungen
- Recent Advances in Engineering Design Optimisation Challenges and Future TrendsDokument19 SeitenRecent Advances in Engineering Design Optimisation Challenges and Future Trendsjoojoo987654321Noch keine Bewertungen
- W7 Robust Design TaguchiDokument21 SeitenW7 Robust Design TaguchiFaisal SevenfoldNoch keine Bewertungen
- Computational Dynamics in Design Optimization: Vanderplaats Research & Development, Inc., Colorado Springs, CO 80906Dokument9 SeitenComputational Dynamics in Design Optimization: Vanderplaats Research & Development, Inc., Colorado Springs, CO 80906booshscrbdNoch keine Bewertungen
- Optimization BookDokument208 SeitenOptimization BookAmbalam Nandhu100% (1)
- Performance CH 4Dokument76 SeitenPerformance CH 4Yasichalew sefineh100% (2)
- Practical Optimization Using Evolutionary MethodsDokument20 SeitenPractical Optimization Using Evolutionary MethodsGerhard HerresNoch keine Bewertungen
- Robust Optimization With Simulated AnnealingDokument13 SeitenRobust Optimization With Simulated Annealingjihanemanar72Noch keine Bewertungen
- 1.1 What Is Linear ProgrammingDokument5 Seiten1.1 What Is Linear ProgrammingharshitNoch keine Bewertungen
- Program Elective:: EC-MDPE12Dokument94 SeitenProgram Elective:: EC-MDPE12X Nerkiun Hexamethyl TetramineNoch keine Bewertungen
- Ijsetr Vol 2 Issue 3 676 683Dokument8 SeitenIjsetr Vol 2 Issue 3 676 683kinfegetaNoch keine Bewertungen
- Composite Stock CuttingDokument18 SeitenComposite Stock CuttingJefferson SantanaNoch keine Bewertungen
- Structural Optimization For Statics, Dynamics and Beyond: Garret N. VanderplaatsDokument1 SeiteStructural Optimization For Statics, Dynamics and Beyond: Garret N. VanderplaatsJohn RobinsonNoch keine Bewertungen
- EEE 6413 Engineering OptimizationDokument34 SeitenEEE 6413 Engineering OptimizationAshraful Islam MridhaNoch keine Bewertungen
- Cascade Structural Sizing Optimization With Large Numbers of Design VariablesDokument17 SeitenCascade Structural Sizing Optimization With Large Numbers of Design Variablespraveen kumarNoch keine Bewertungen
- 90e PDFDokument27 Seiten90e PDFShin MarshNoch keine Bewertungen
- Research Paper PythonDokument16 SeitenResearch Paper Pythonyt.shhorts.03Noch keine Bewertungen
- A Linear Programming Approach To Solving Stochastic Dynamic ProgramsDokument39 SeitenA Linear Programming Approach To Solving Stochastic Dynamic ProgramskcvaraNoch keine Bewertungen
- Lec 9 OT Problem FormulationDokument50 SeitenLec 9 OT Problem FormulationMuhammad Bilal Junaid100% (1)
- Hapter Ntroduction To Ptimization Based Design 1. What Is Optimization?Dokument16 SeitenHapter Ntroduction To Ptimization Based Design 1. What Is Optimization?aarulmurugu5005Noch keine Bewertungen
- Optimisation Introduction (Part 1)Dokument11 SeitenOptimisation Introduction (Part 1)SaswataNoch keine Bewertungen
- Decision ModellingDokument280 SeitenDecision ModellingMohamed JamalNoch keine Bewertungen
- Shortcourseof Optimization TechniqueDokument52 SeitenShortcourseof Optimization TechniqueAddisu TsehayNoch keine Bewertungen
- Understanding Response Surfaces: Central Composite Designs Box-Behnken DesignsDokument3 SeitenUnderstanding Response Surfaces: Central Composite Designs Box-Behnken DesignsMonir SamirNoch keine Bewertungen
- A) Mathematical Programming Techniques: I NtroductionDokument4 SeitenA) Mathematical Programming Techniques: I NtroductionMUSIC SAININoch keine Bewertungen
- Numerical Optimization TechniquesDokument43 SeitenNumerical Optimization TechniquesKevin KimNoch keine Bewertungen
- 1 s2.0 S0007850608001923 Main PDFDokument19 Seiten1 s2.0 S0007850608001923 Main PDFRohit GhadgeNoch keine Bewertungen
- Design Parameter Selection in The Presence of Noise: Kevin N. Otto and Erik K. AntonssonDokument34 SeitenDesign Parameter Selection in The Presence of Noise: Kevin N. Otto and Erik K. AntonssonaaparumugamNoch keine Bewertungen
- Articulo SeleccionDokument15 SeitenArticulo Seleccionandresp1000Noch keine Bewertungen
- Plant Design Term ReportDokument13 SeitenPlant Design Term ReportSheraz AliNoch keine Bewertungen
- Diabatix - P3-Battery Cold Plate DesignDokument10 SeitenDiabatix - P3-Battery Cold Plate DesignNagarjuna MummidiNoch keine Bewertungen
- Module - 1 Lecture Notes - 2 Optimization Problem and Model FormulationDokument5 SeitenModule - 1 Lecture Notes - 2 Optimization Problem and Model Formulationraj ranjanNoch keine Bewertungen
- Trade Off Strategies in Engineering DesignDokument33 SeitenTrade Off Strategies in Engineering DesignNioro FuriscalNoch keine Bewertungen
- (16 17) OptimizationDokument29 Seiten(16 17) OptimizationSSNoch keine Bewertungen
- Mini Projet en AnglaisDokument17 SeitenMini Projet en AnglaisHammoutene MohamedNoch keine Bewertungen
- Chapter 4Dokument56 SeitenChapter 4Amanu WorkuNoch keine Bewertungen
- Surogate ModelingDokument11 SeitenSurogate ModelingGamini SureshNoch keine Bewertungen
- Genetic Algorithm ClassNotes (All in ONE)Dokument104 SeitenGenetic Algorithm ClassNotes (All in ONE)Kishore ChandNoch keine Bewertungen
- Design Process For Reliable and Cost Effective TransformersDokument7 SeitenDesign Process For Reliable and Cost Effective TransformersV S B Chaitanya DuvvuryNoch keine Bewertungen
- Mo-Hinh-Hoa - Hoang-Ngoc-Ha - Bai - Giang - Toiuuhoa - (Cuuduongthancong - Com)Dokument23 SeitenMo-Hinh-Hoa - Hoang-Ngoc-Ha - Bai - Giang - Toiuuhoa - (Cuuduongthancong - Com)anh thoNoch keine Bewertungen
- AA222 Old 1 IntroDokument28 SeitenAA222 Old 1 IntroJan PeetersNoch keine Bewertungen
- Tolerancias ArticuloDokument18 SeitenTolerancias ArticuloCctAsesoriaNoch keine Bewertungen
- 13 NicoaraDokument8 Seiten13 Nicoaraمحمد بندرNoch keine Bewertungen
- Linear Programming PWDokument21 SeitenLinear Programming PWSameer SahNoch keine Bewertungen
- St. Xavier's University KolkataDokument40 SeitenSt. Xavier's University KolkataME 26 PRADEEP KUMARNoch keine Bewertungen
- Or 2.1 RMDokument19 SeitenOr 2.1 RMchinnavenkateswarluNoch keine Bewertungen
- FEA Optimization GuideDokument4 SeitenFEA Optimization Guidea3576159Noch keine Bewertungen
- Design Optimization MSD Final PDFDokument16 SeitenDesign Optimization MSD Final PDFChinmay LearningNoch keine Bewertungen
- Trade-Off Strategies in Engineering DesignDokument27 SeitenTrade-Off Strategies in Engineering DesignDan SantosNoch keine Bewertungen
- Linear Programming Technique As A Decision Making Tool in CompaniesDokument23 SeitenLinear Programming Technique As A Decision Making Tool in CompaniesSwing SeniorNoch keine Bewertungen
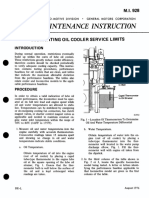
- Emd-Mi928 Sistema de LubricacionDokument6 SeitenEmd-Mi928 Sistema de LubricacionVictor Raul Tobosque Muñoz100% (1)
- Section: Engine MechanicalDokument76 SeitenSection: Engine MechanicalcesarNoch keine Bewertungen
- Manual ArchicadDokument67 SeitenManual ArchicadkhajaimadNoch keine Bewertungen
- Jobs Movie ReviewDokument2 SeitenJobs Movie ReviewSaleh RehmanNoch keine Bewertungen
- Detailed Lesson Log in MathematicsDokument7 SeitenDetailed Lesson Log in MathematicsChan Chan100% (1)
- Ebara Pump Brochure DML-DMLFDokument15 SeitenEbara Pump Brochure DML-DMLFkutecoolNoch keine Bewertungen
- 4 10 59 08 Juni 2023Dokument5 Seiten4 10 59 08 Juni 2023ihor.vezhninNoch keine Bewertungen
- Pre Joining Formalities Campus Medical FormDokument18 SeitenPre Joining Formalities Campus Medical Formrafii_babu1988Noch keine Bewertungen
- 816D Specalog (Small)Dokument2 Seiten816D Specalog (Small)Arvind HarryNoch keine Bewertungen
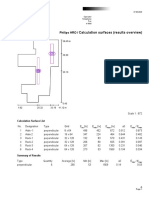
- Calculation Surfaces (Results Overview) : Philips HRODokument4 SeitenCalculation Surfaces (Results Overview) : Philips HROsanaNoch keine Bewertungen
- Power GenerationDokument34 SeitenPower GenerationTaufiq AkbarNoch keine Bewertungen
- Hydraulic Vehicle Lift ST List of Parts and Appendices Stertil B.V BDokument24 SeitenHydraulic Vehicle Lift ST List of Parts and Appendices Stertil B.V BOvidiu PopaNoch keine Bewertungen
- CVDokument21 SeitenCVAngelica chea NatividadNoch keine Bewertungen
- Cscope Maps - VimDokument3 SeitenCscope Maps - VimGaurav SharmaNoch keine Bewertungen
- Notes On Foam From SFPE HandbookDokument10 SeitenNotes On Foam From SFPE HandbookkdsessionsNoch keine Bewertungen
- 90 61 085 Transportation ValvesDokument18 Seiten90 61 085 Transportation ValvesarrikanNoch keine Bewertungen
- PanavisionSVI ELIS 1024A Datasheet PDS0004RevJDokument13 SeitenPanavisionSVI ELIS 1024A Datasheet PDS0004RevJAmarnath M DamodaranNoch keine Bewertungen
- Qs Iar MB PT Mega Pratama UnggulDokument7 SeitenQs Iar MB PT Mega Pratama UnggulNaufal MuljonoNoch keine Bewertungen
- Pumps: Vane Type Single PumpsDokument2 SeitenPumps: Vane Type Single PumpsFernando SabinoNoch keine Bewertungen
- Anern Integrated Solar Garden Light-201604Dokument1 SeiteAnern Integrated Solar Garden Light-201604Godofredo VillenaNoch keine Bewertungen
- HILTI Typical Plumbing ApplicationsDokument140 SeitenHILTI Typical Plumbing ApplicationskuraimundNoch keine Bewertungen
- 3M Scotchkote - Custom Coating GuideDokument16 Seiten3M Scotchkote - Custom Coating GuideUgoRibeiroNoch keine Bewertungen
- Cabezas de Rotulas-RotulasDokument64 SeitenCabezas de Rotulas-RotulasFRANCISCO100% (1)
- ConnectorsDokument3 SeitenConnectorsmatrixworld20Noch keine Bewertungen
- TM - A5ck, CC, CM - y PDFDokument102 SeitenTM - A5ck, CC, CM - y PDFslipargolokNoch keine Bewertungen
- Iare WCN Tutorial Question BankDokument7 SeitenIare WCN Tutorial Question BankVigneshNoch keine Bewertungen
- Unit-I Introduction To Erp Enterprise Resource Planning (ERP) Is An Integrated Computer-Based SystemDokument51 SeitenUnit-I Introduction To Erp Enterprise Resource Planning (ERP) Is An Integrated Computer-Based Systemchandru5g100% (4)
- Managerial Communication - (MC) - SEM I-GTUDokument93 SeitenManagerial Communication - (MC) - SEM I-GTUkeyurNoch keine Bewertungen