White Hydraulics, Inc. P.O.
Box 1127 Hopkinsville, KY 42241 Phone- (270) 885-1110 Fax- (270) 886-8462
PI333752 1/01
Service Instrucitons For The 310 Series
For Use With Seal Kit 300333752
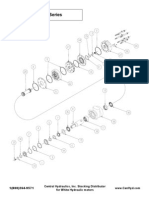
***USE EXPLODED VIEW ON BACK FOR REFERENCE***
A) Remove all shaft related components from shaft (34) (i.e. keys, nuts). To aid in reassembly of the motor, make a "V" shaped set of lines from the endcover (31) to the housing (14) using either paint or a marker. With shaft (34) facing down, secure motor in vise by clamping on to housing (14). Loosen and remove four bolts (33) holding motor assembly together. Remove endcover (31) from motor making sure not to drop endcover piston (29). Using needle nose pliers or two small screwdrivers, lift endcover piston (29) out of endcover (31). Remove white Teflon seal (11) and O-ring seal (12) from endcover piston (29) and discard. Remove the piston spring (30) from endcover (31) and lay aside. Lift commutator container and commutator (28) from motor and lay aside. Place commutator on a flat, clean surface with the seal (10) facing up. Place the tip of a small screwdriver on the seal (10) and gently tap until opposite side of seal lifts from groove. Remove seal (10) and discard.
B)
C) Remove manifold (27) and rotor assembly (26) from motor. Remove all seals (9) from components and discard. (Caution - Do not allow rolls to drop from rotor assembly when removing rotor assembly from motor.) Remove drive link (25) from motor and lay aside. D) Put the housing assembly into an arbor press with the shaft facing down. Lower the press to apply downward pressue on the rear housing (23) and lock the press in place. Loosen and remove the eight capscrews (24) holding the rear housing (23) to the front housing (14). Slowly release the press to allow spring pressure to push the rear housing (23) from the front housing (14). Remove the rear housing (23) and lay aside. (NOTE: Bearing (21) and spacer shim(s) (22) may fall out of rear housing (23).) E) Remolve springs (20) from front housing (14) and lay aside. Remove housing (14) from arbor press and place on a clean, flat surface with output end of shaft (34) facing up. To remove piston (19), friction disks (17) and disk stampings (18), firmly grasp output end of shaft with a rag. Raise housing assembly a few inches above work surface and firmly strike housing assembly on work surface until piston and disks drop fromhousing assembly. Lay piston (19) and disks (17 & 18) aside. Remove shaft (34) from housing (14) and lay aside. Remove two thrust washers (15) and thrust bearing (16) from front housing (14) and lay aside. Pry shaft seal (3) and Teflon backup seal (2) from front housing (14) and discard. Remove metal backup ring (1) from front housing (14) and lay aside. Unless the front shaft bearing (13) is damaged, removing it from the front housing (14) is not necessary.
F)
G) At this point, all parts should be cleaned in an oil-based solvent and dried using compressed air (for safety, observe all OSHA safety guidelines). All new seals should be lightly coated in clean oil prior to installation. H) Place shaft (34) on clean work surface with output end of shaft facing up. Place one thrust washer (15) down onto shaft followed by thrust bearing (16) and remaining thrust washer (15). Place shaft seal (3) down onto shaft (34) making sure that lip on seal faces thrust washer (15) (See Figure 1). Place Teflon backup seal (2) onto shaft making sure that lip on seal faces down and fits into recess in shaft seal (3). Place metal backup ring (1) onto shaft making sure that large O.D. side faces Teflon backup seal (2). I) With pilot of front housing (14) facing up, lower front housing (14) over shaft and allow front housing (14) to rest on work surface. Grasping output end of shaft (34), place housing/shaft assembly in vise with output end of shaft (34) facing down. Insert a punch down into the center of the shaft and use a hammer to gently tap downwards on the shaft (34) to seat the shaft seal (3) into the front housing (14). Remove punch. Place one disk stamping (18) over shaft O.D. splines and down into front housing (14) followed by one friction disk (17). Repeat process, alternating disks until all disks are installed into housing. Install small O-ring seal (4) and large O-ring seal (6) into corresponding grooves in piston (19). Install small Teflon seal (5) and large Teflon seal (7) in corresponding grooves over O-ring seals. Thoroughly coat seals and sealing surfaces of housing (14) with clean oil. With large O.D. side of piston (19) facing up, install piston (19) into housing (14) and evenly press piston down making sure not to pinch Teflon seals. (If friction disks and disk stampings are going to be replaced, the stack up on the new disks must be between .600 and .610. Use FIGURE 3 for measuring reference.)
J)
1(800)264-9571
Central Hydraulics, Inc. Stocking Distributor for White Hydraulic motors
www.CenHyd.com
K)
Install 25 springs (20) on top of piston. Install O-ring seal (8) in groove in rear surface of housing (14). If rear shaft bearing (21) and spacer shim(s) (22) came out of rear housing (23), reinstall at this time by placing spacer shim(s) (22) into rear housing (23) first followed by rear shaft bearing (21). Place rear housing (23) onto front housing (14) lining up bolt holes. While holding motor assembly together, remove motor assembly from vice and place in arbor press. Press down on rear housing (23) until it contacts front housing (14) and lock press. Install eight capscrews (24) and torque to 45 ft. lbs. Insert the drive link (25) into the shaft with the tapered end facing up. Place a body seal (9) into the groove in the face oth the rotor assembly (26). With the seal side of the rotor assembly (26) facing the rear housing (23), line up the splines of the drive link (25) and the rotor assembly (26) and lower the rotor assembly onto the rear housing (23). Place a body seal (9) into the groove in each face of the manifold (27). Lift the drive link (25) approximately .100 and place the tip on a small screwdriver under the disk-shaped portion of the drive llink to hold it up. Making sure that the notch in the manifold is aligned with the tab on the rotor and that the side with the largest holes faces down, lower the manifold (27) onto the motor and engage the disk shaped protion of the drive link (25) into the groove in the manifold (27) (See Figure 2). Remove the screwdriver and lower the manifold (27). If the disk is engaged in the groove, the end of the drive link will protrude above the surface of the manifold. If it doesn't, remove manifold and repeat this step. Install the commutator seal (10) into the commutator (28) with the metal side facing out. Use finger pressure to press the seal down flush with the surface of thecommutator. Place the commutator container (28) onto the manifold (27) and then place the commutator onto the protruding end of the drive link (25) making sure that the seal side faces up. Install the remaining body seal (9) in the groove in the face of the endcover (31). Install the poston spring (30) into the endcover (31), then the white Teflon seal (12), followed by the O-rign seal (11). Lining up the alignment pin, press the piston (29) into the endcover (31). While holding the endcover piston (29) into the endcover (31), lower the endcover assembly onto the motor. Install the four assembly bolts (33) and pre-torque to 10 ft. lbs. Final torque all bolts to 50 ft. lbs.
L)
M)
N)
O)
P)
1(800)264-9571
Central Hydraulics, Inc. Stocking Distributor for White Hydraulic motors
www.CenHyd.com
AUXILIARY VIEWS
Teflon backup seal
Thrust washer
Thrust washer
Metal backup ring
Shaft seal
Thrust bearing
FIGURE 1
Piston
Rear Housing Mounting Surface
Manifold
.600 .615
Groove
Front Housing
Drive link
FIGURE 2
1(800)264-9571
FIGURE 3
Central Hydraulics, Inc. Stocking Distributor for White Hydraulic motors www.CenHyd.com
HB Brake Motor Components
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Metal Backup Ring Teflon Backup Seal Shaft Seal Small O-Ring Seal Small Teflon Seal Large O-Ring Seal Large Teflon Seal O-Ring Seal Body Seals (4) Commutator Seal Piston O-Ring Seal Piston Teflon Seal 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. Front Shaft Bearing Front Housing Thrust Washers (2) Thrust Bearing Friction Disks (4) Disk Stampings (4) Piston Springs (25) Rear Shaft Bearing Spacer Shim(s) Rear Housing Capscrews (8) 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. Drive Link Rotor Assembly Manifold Commutator Assembly Piston Piston Spring Endcover I.D. Tag Assembly Assembly Bolts (4) Shaft Shaft Key Shaft Nut
1(800)264-9571
Central Hydraulics, Inc. Stocking Distributor for White Hydraulic motors
www.CenHyd.com
Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- APM200 System DescriptionDokument16 SeitenAPM200 System DescriptionOliber ContrerasNoch keine Bewertungen
- Mechanism Assy 300M3 RougherDokument5 SeitenMechanism Assy 300M3 RougherandresNoch keine Bewertungen
- Central Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideDokument21 SeitenCentral Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideCentral HydraulicsNoch keine Bewertungen
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokument16 SeitenWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsNoch keine Bewertungen
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokument8 SeitenWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsNoch keine Bewertungen
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokument20 SeitenWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsNoch keine Bewertungen
- WP Cross ReferenceDokument12 SeitenWP Cross ReferenceCentral HydraulicsNoch keine Bewertungen
- Rs Service PartsDokument2 SeitenRs Service PartsCentral HydraulicsNoch keine Bewertungen
- Rs Service InstructionsDokument2 SeitenRs Service InstructionsCentral HydraulicsNoch keine Bewertungen
- WD Cross ReferenceDokument12 SeitenWD Cross ReferenceCentral HydraulicsNoch keine Bewertungen
- WD Service InstructionsDokument2 SeitenWD Service InstructionsCentral HydraulicsNoch keine Bewertungen
- Re CatalogDokument28 SeitenRe CatalogCentral HydraulicsNoch keine Bewertungen
- HB Service PartsDokument2 SeitenHB Service PartsCentral HydraulicsNoch keine Bewertungen
- Ce Service PartsDokument6 SeitenCe Service PartsCentral HydraulicsNoch keine Bewertungen
- HB Service PartsDokument2 SeitenHB Service PartsCentral HydraulicsNoch keine Bewertungen
- DT Service PartsDokument4 SeitenDT Service PartsCentral HydraulicsNoch keine Bewertungen
- FD CatalogDokument20 SeitenFD CatalogCentral HydraulicsNoch keine Bewertungen
- DR 600 Service PartsDokument8 SeitenDR 600 Service PartsCentral HydraulicsNoch keine Bewertungen
- d9 800 Service PartsDokument2 Seitend9 800 Service PartsCentral HydraulicsNoch keine Bewertungen
- SB CatalogDokument20 SeitenSB CatalogCentral HydraulicsNoch keine Bewertungen
- Ce Service PartsDokument3 SeitenCe Service PartsCentral HydraulicsNoch keine Bewertungen
- DT Service PartsDokument2 SeitenDT Service PartsCentral HydraulicsNoch keine Bewertungen
- Ce CatalogDokument20 SeitenCe CatalogCentral HydraulicsNoch keine Bewertungen
- DR Service InstructionsDokument4 SeitenDR Service InstructionsCentral HydraulicsNoch keine Bewertungen
- DUCT Type. INVERTER SPLIT TYPE AIR CONDITIONER (50Hz) ARHA24LATN AOHA24LACL. Models Indoor Unit Outdoor UnitDokument44 SeitenDUCT Type. INVERTER SPLIT TYPE AIR CONDITIONER (50Hz) ARHA24LATN AOHA24LACL. Models Indoor Unit Outdoor UnitEnekoNoch keine Bewertungen
- SN 74 Ls 148Dokument26 SeitenSN 74 Ls 148Felipe vergaraNoch keine Bewertungen
- Gree Cassette Brochure 4pp 2016 Web PDFDokument4 SeitenGree Cassette Brochure 4pp 2016 Web PDFFiroz AlamNoch keine Bewertungen
- To The Digital Storage Oscilloscope (Dso) : A Consulab PresentationDokument28 SeitenTo The Digital Storage Oscilloscope (Dso) : A Consulab Presentationala100% (3)
- Arduino Based Transformer ProtectionDokument8 SeitenArduino Based Transformer ProtectionAbdullah MdNoch keine Bewertungen
- 2i 15011 14 Atlas Manual Hydraulic Pres PDFDokument36 Seiten2i 15011 14 Atlas Manual Hydraulic Pres PDFzsmithNoch keine Bewertungen
- Man L Buc 6700 6900 PDFDokument131 SeitenMan L Buc 6700 6900 PDFosadeamos8684Noch keine Bewertungen
- 64 Triumph 650 CC Parts ManualDokument77 Seiten64 Triumph 650 CC Parts ManualScooterNutNoch keine Bewertungen
- SimplAir EPL BrochureDokument12 SeitenSimplAir EPL BrochureHfksosnaaoNoch keine Bewertungen
- Concealed Duct Spec Sheet A4 - Print CompressedDokument2 SeitenConcealed Duct Spec Sheet A4 - Print CompressedJames HillNoch keine Bewertungen
- ProfiBus Questions and AnswersDokument7 SeitenProfiBus Questions and AnswersJêmš NavikNoch keine Bewertungen
- +030221491 GBDokument64 Seiten+030221491 GBDee RajaNoch keine Bewertungen
- ARGUS - Movement Detectors - MTN565219Dokument2 SeitenARGUS - Movement Detectors - MTN565219fahmi1987Noch keine Bewertungen
- WD Kerax DXi Eu4Dokument238 SeitenWD Kerax DXi Eu4Aris Nurrochman100% (6)
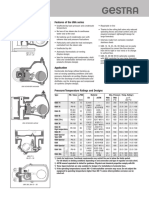
- Una45 GestraDokument6 SeitenUna45 Gestra123456jodaNoch keine Bewertungen
- Lab Manual: Nada R Saraswathi Co Llege of Engineering and Tech NologyDokument108 SeitenLab Manual: Nada R Saraswathi Co Llege of Engineering and Tech Nologynar11Noch keine Bewertungen
- Datasheet TM238LFDC24DTDokument9 SeitenDatasheet TM238LFDC24DTGuilherme MauriNoch keine Bewertungen
- S1.2S S1.5S S1.2S IL S1.5S IL S1.2S SL S1.5S Il S1.2S S1.5S (C442)Dokument192 SeitenS1.2S S1.5S S1.2S IL S1.5S IL S1.2S SL S1.5S Il S1.2S S1.5S (C442)Emerson RibeiroNoch keine Bewertungen
- Condensate Drain Calculation Lab AHU PDFDokument1 SeiteCondensate Drain Calculation Lab AHU PDFAri RizaldiNoch keine Bewertungen
- Western Electric No. 2 Sewing Machine Instruction ManualDokument44 SeitenWestern Electric No. 2 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- IDT CH: Check VersionDokument66 SeitenIDT CH: Check VersionaxxtionNoch keine Bewertungen
- Speed Control of BLDC Motor Using IPM and Micro 2812 Ver.2.0Dokument41 SeitenSpeed Control of BLDC Motor Using IPM and Micro 2812 Ver.2.0subbanna100% (1)
- LA4930 LV4970 Datasheet R 0 4Dokument26 SeitenLA4930 LV4970 Datasheet R 0 4danielradu27Noch keine Bewertungen
- Maintenance of Flow CellDokument10 SeitenMaintenance of Flow CellMubarak PatelNoch keine Bewertungen
- Owners ManualDokument10 SeitenOwners ManualknockcontrolNoch keine Bewertungen
- 1234Dokument58 Seiten1234shani557350% (2)
- What Is A Control Panel and Its TypesDokument1 SeiteWhat Is A Control Panel and Its TypesVraja KisoriNoch keine Bewertungen
- STMicroelectronics - L4931 Regulador de Voltaje Lineal 5V 250maDokument38 SeitenSTMicroelectronics - L4931 Regulador de Voltaje Lineal 5V 250masxmxxlNoch keine Bewertungen