Das könnte Ihnen auch gefallen
- Hitungan PPDokument30 SeitenHitungan PPHamdan ShdNoch keine Bewertungen
- Flans Chen Prospekt EngDokument2 SeitenFlans Chen Prospekt Englorenzinho290Noch keine Bewertungen
- EN TankHeating DG H56887 - tcm432 26444 PDFDokument30 SeitenEN TankHeating DG H56887 - tcm432 26444 PDFyassine633Noch keine Bewertungen
- Heat Conduction Pipe InsulationDokument1 SeiteHeat Conduction Pipe InsulationJogender DhayalNoch keine Bewertungen
- Recover Heat From Waste Inciniration PDFDokument4 SeitenRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- Gas Detector Bump Test Record Log Sheet: Bump Test Result Test Date Time Pass Fail Retest Pass Retest Fail Tester NameDokument2 SeitenGas Detector Bump Test Record Log Sheet: Bump Test Result Test Date Time Pass Fail Retest Pass Retest Fail Tester NameAndry Kurnia100% (2)
- Rockwool 3Dokument28 SeitenRockwool 3deerajksNoch keine Bewertungen
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDokument7 SeitenUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazNoch keine Bewertungen
- Heat Exchanger Specification Sheet: MM M? M? Performance of One UnitDokument9 SeitenHeat Exchanger Specification Sheet: MM M? M? Performance of One UnitGladys ZiSing LeeNoch keine Bewertungen
- Calculation of Orifice DiameterDokument4 SeitenCalculation of Orifice DiameterNaseer HydenNoch keine Bewertungen
- P&ID AbbreviationDokument4 SeitenP&ID AbbreviationDjil Rezoug100% (5)
- Recirculation Model of Kettle ReboilerDokument11 SeitenRecirculation Model of Kettle ReboilerGreat AmpongNoch keine Bewertungen
- Isbt Co2 - 2010Dokument202 SeitenIsbt Co2 - 2010Shofi100% (1)
- SOP OperationDokument68 SeitenSOP OperationPamela Bradley100% (1)
- Boiler Combustion Theory and EfficiencyDokument84 SeitenBoiler Combustion Theory and EfficiencyAhmed Hassan100% (1)
- Diagrama Hidraulico 330DLDokument9 SeitenDiagrama Hidraulico 330DLCRIXUS3Noch keine Bewertungen
- Jet Mixing CalculationDokument3 SeitenJet Mixing CalculationRachel FloresNoch keine Bewertungen
- Stirred Tank Heat ExchangerDokument4 SeitenStirred Tank Heat ExchangerMiguel OjedaNoch keine Bewertungen
- Heat Requirement CalculationsDokument5 SeitenHeat Requirement CalculationsTrishul Nath PallayNoch keine Bewertungen
- Reciprocating Compressor Calculation Sheet: Gas Properties, Flowrate and ConditionsDokument9 SeitenReciprocating Compressor Calculation Sheet: Gas Properties, Flowrate and ConditionsSlim Toumi0% (1)
- Controlling Heat ExchangersDokument11 SeitenControlling Heat ExchangersgermanaponteNoch keine Bewertungen
- API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedDokument5 SeitenAPI Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedNicolas CardonaNoch keine Bewertungen
- Glaxo Vol IDokument164 SeitenGlaxo Vol IPrakash WarrierNoch keine Bewertungen
- Process Calculation: Flare Diameter (D)Dokument2 SeitenProcess Calculation: Flare Diameter (D)kristian08100% (1)
- Compressor Calculations: Polytropic CalculationDokument1 SeiteCompressor Calculations: Polytropic CalculationChirag DarjiNoch keine Bewertungen
- Kettle Reboilers Chemical Engineering Design Ray SinnoyDokument6 SeitenKettle Reboilers Chemical Engineering Design Ray SinnoyFederico BogettiNoch keine Bewertungen
- Fine Tune Relief Calculations For Supercritical FluidsDokument10 SeitenFine Tune Relief Calculations For Supercritical FluidsPeter PerezNoch keine Bewertungen
- Steam-Water Two-Phase Flow in Large Diameter Vertical PipingDokument11 SeitenSteam-Water Two-Phase Flow in Large Diameter Vertical Pipingfujiman35Noch keine Bewertungen
- Heat Exchanger Sizing AC-6050 #1Dokument2 SeitenHeat Exchanger Sizing AC-6050 #1Luis Enrique Leyva OvalleNoch keine Bewertungen
- Brick Masonry Walls Book PDFDokument117 SeitenBrick Masonry Walls Book PDFPremalatha Jeyaram100% (1)
- JR Heat Exchanger DesignDokument14 SeitenJR Heat Exchanger Designjanelle ramdahinNoch keine Bewertungen
- Water Bath Heater Writeup PDFDokument2 SeitenWater Bath Heater Writeup PDFJayesh SanganiNoch keine Bewertungen
- Flue Gas 360 PDFDokument2 SeitenFlue Gas 360 PDFwatson123Noch keine Bewertungen
- Improve The Efficiency of Heat Exchanger in Oil CoolerDokument29 SeitenImprove The Efficiency of Heat Exchanger in Oil CoolerMuhammad RustamNoch keine Bewertungen
- Condenser & EvaporatorDokument21 SeitenCondenser & EvaporatorfitratulqadriNoch keine Bewertungen
- Major Risks in Ammonia PlantsDokument17 SeitenMajor Risks in Ammonia PlantsrobertionNoch keine Bewertungen
- 12 FVenting Guide FinalDokument8 Seiten12 FVenting Guide FinaldgswaltonNoch keine Bewertungen
- Lecture 04c - Shortcut Exchanger Design ProcedureDokument47 SeitenLecture 04c - Shortcut Exchanger Design Proceduresds0% (1)
- Heat Exchanger Lectures CompleteDokument72 SeitenHeat Exchanger Lectures CompletehananNoch keine Bewertungen
- Measurement of Condensation Heat Transfer Coefficient Inside A Vertical Tube in The Presence of Noncondensable Gas PDFDokument11 SeitenMeasurement of Condensation Heat Transfer Coefficient Inside A Vertical Tube in The Presence of Noncondensable Gas PDFmintuNoch keine Bewertungen
- 880 Series Inverted Bucket Steam TrapsDokument2 Seiten880 Series Inverted Bucket Steam TrapsCherbee FerrerNoch keine Bewertungen
- Common Causes of Over Pressure in Pressure VesselDokument5 SeitenCommon Causes of Over Pressure in Pressure VesselToniNoch keine Bewertungen
- Orifice and Jet FlowDokument8 SeitenOrifice and Jet FlowEngr Arafat Qubati75% (4)
- 521 TiDokument4 Seiten521 Tisa.somaNoch keine Bewertungen
- h-101 TwiceDokument20 Seitenh-101 TwiceAdela ShofiaNoch keine Bewertungen
- Refrigerated Gas PlantDokument12 SeitenRefrigerated Gas PlantHiba GhandourNoch keine Bewertungen
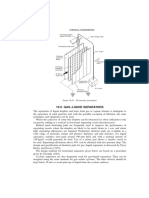
- 10.9. Gas Liquid Separators: Chemical EngineeringDokument6 Seiten10.9. Gas Liquid Separators: Chemical EngineeringsterlingNoch keine Bewertungen
- 503 Systems - Indirect Fired Heaters - Eng - Apr2010 PDFDokument8 Seiten503 Systems - Indirect Fired Heaters - Eng - Apr2010 PDFsvnaik14Noch keine Bewertungen
- Agitated VesselDokument8 SeitenAgitated VesselBharatShethNoch keine Bewertungen
- Heat Exhanger Individual ReportDokument16 SeitenHeat Exhanger Individual ReportMusa OtoNoch keine Bewertungen
- 750-326 Blowdown Separator 11 2015Dokument10 Seiten750-326 Blowdown Separator 11 2015osamaNoch keine Bewertungen
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pDokument67 SeitenPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pJhon Coello100% (1)
- Norsok Electric Process Heater EDS-013 E-001 Data Sheet: Page 1 of 3Dokument3 SeitenNorsok Electric Process Heater EDS-013 E-001 Data Sheet: Page 1 of 3Anonymous v4akjrQxKNoch keine Bewertungen
- Optimizing A Large Vessel Separator DesignDokument9 SeitenOptimizing A Large Vessel Separator DesignmctimlimNoch keine Bewertungen
- Ejector Dry Air Equi CalcsDokument5 SeitenEjector Dry Air Equi Calcsgagewang100% (1)
- Glycol Dehydration Unit English LetterDokument4 SeitenGlycol Dehydration Unit English LetterRaulCamachoNoch keine Bewertungen
- Liquid Valve CV CalcDokument4 SeitenLiquid Valve CV Calcamit_kt1973Noch keine Bewertungen
- Review Paper On Investigation of Perfomance For Shell and Tube Heat Exchanger - 45688Dokument5 SeitenReview Paper On Investigation of Perfomance For Shell and Tube Heat Exchanger - 45688lvmengke1994Noch keine Bewertungen
- Forced Draft Fan Sizing For Fired HeatersDokument5 SeitenForced Draft Fan Sizing For Fired Heatersdlalameen4471Noch keine Bewertungen
- Boiler Combustion & EmissionDokument15 SeitenBoiler Combustion & EmissionMustafa HusainNoch keine Bewertungen
- Delivering Excellence in Combustion and Process HeatingDokument11 SeitenDelivering Excellence in Combustion and Process HeatingsajjadyasinNoch keine Bewertungen
- GPA Kuwait Final Paper 2016aDokument10 SeitenGPA Kuwait Final Paper 2016aSdadNoch keine Bewertungen
- 1a.calibration of OrificemeterDokument7 Seiten1a.calibration of OrificemeterArjun P PNoch keine Bewertungen
- IR HL Heatless DryerDokument1 SeiteIR HL Heatless DryerYing Kei ChanNoch keine Bewertungen
- Process Heating Nov 2013Dokument4 SeitenProcess Heating Nov 2013Franklin Santiago Suclla PodestaNoch keine Bewertungen
- Api 54Dokument1 SeiteApi 54keyur1109Noch keine Bewertungen
- 00000-JDS-015 (ERV Manhole) Rev 0Dokument10 Seiten00000-JDS-015 (ERV Manhole) Rev 0sithulibraNoch keine Bewertungen
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolDokument8 SeitenVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasNoch keine Bewertungen
- BoiloffDokument8 SeitenBoiloffJetul PatelNoch keine Bewertungen
- 521taaai 2Dokument7 Seiten521taaai 2Erwin FerdianNoch keine Bewertungen
- Super HeaterDokument5 SeitenSuper HeaterSurya VankayalaNoch keine Bewertungen
- Understand Boiler Performance HydrocarbonDokument5 SeitenUnderstand Boiler Performance HydrocarbonSteve WanNoch keine Bewertungen
- Statistics For AllDokument7 SeitenStatistics For AllAnup SaravanNoch keine Bewertungen
- Drawing A HistogramDokument6 SeitenDrawing A HistogramdeerajksNoch keine Bewertungen
- 24X7 Power - 2019Dokument1 Seite24X7 Power - 2019deerajksNoch keine Bewertungen
- مضخة الطرد المركزى- كتيب للتحميلDokument128 Seitenمضخة الطرد المركزى- كتيب للتحميلGrundfosEgypt100% (4)
- Testing Underground Steel Storage Tank For BucklingDokument18 SeitenTesting Underground Steel Storage Tank For BucklingdeerajksNoch keine Bewertungen
- Technical Information Watt DensityDokument7 SeitenTechnical Information Watt DensitydeerajksNoch keine Bewertungen
- Jugaad Innovators Don't Plan - They Improvise: BookextractDokument1 SeiteJugaad Innovators Don't Plan - They Improvise: BookextractdeerajksNoch keine Bewertungen
- Iphone Failure Rates 6-22-2010Dokument10 SeitenIphone Failure Rates 6-22-2010deerajksNoch keine Bewertungen
- Super HeaterDokument5 SeitenSuper HeaterSurya VankayalaNoch keine Bewertungen
- Applet Pipe TablesDokument5 SeitenApplet Pipe TablesdeerajksNoch keine Bewertungen
- Pump System Analysis and Sizing: Jacques Chaurette P. EngDokument7 SeitenPump System Analysis and Sizing: Jacques Chaurette P. EngdeerajksNoch keine Bewertungen
- HyperView TutorialsDokument88 SeitenHyperView Tutorialsapi-3717939Noch keine Bewertungen
- Altair HyperMeshDokument2 SeitenAltair HyperMeshdeerajksNoch keine Bewertungen
- XXXDokument2 SeitenXXXadityaNoch keine Bewertungen
- A 272Dokument1 SeiteA 272AnuranjanNoch keine Bewertungen
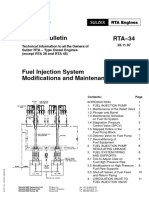
- RTA-34 Fuel Injection System Modifications and MaintenanceDokument12 SeitenRTA-34 Fuel Injection System Modifications and MaintenanceCatalin CataNoch keine Bewertungen
- Proinert Agent Storage Cylinders For Ig-55Dokument3 SeitenProinert Agent Storage Cylinders For Ig-55Mohammed SbeitanNoch keine Bewertungen
- Reality Check: Enver Karakas, Elliott Group, Cryodynamic Products, USADokument4 SeitenReality Check: Enver Karakas, Elliott Group, Cryodynamic Products, USAptonnelNoch keine Bewertungen
- BMCG 112Dokument6 SeitenBMCG 112Neera JainNoch keine Bewertungen
- Carbonation and Gas Laws of Conditioning BeerDokument5 SeitenCarbonation and Gas Laws of Conditioning Beerz77iaNoch keine Bewertungen
- AKV Valvulas Expansion ElectronicaDokument16 SeitenAKV Valvulas Expansion ElectronicaWilder VilcaNoch keine Bewertungen
- 8.2.5 Prado Technology CorpDokument8 Seiten8.2.5 Prado Technology Corpneftali alvarezNoch keine Bewertungen
- Improved Metallurgical UnderstandingDokument6 SeitenImproved Metallurgical UnderstandingpetrisorNoch keine Bewertungen
- ASHRAE Presentation Nov 19, 2011Dokument119 SeitenASHRAE Presentation Nov 19, 2011Harish MenonNoch keine Bewertungen
- CG-2 Series DatasheetDokument3 SeitenCG-2 Series Datasheetindra irawanNoch keine Bewertungen
- 03-Experiment # 3-Hydrostatic Force On Plane Surfaces (12-18)Dokument9 Seiten03-Experiment # 3-Hydrostatic Force On Plane Surfaces (12-18)hgfhfghfghgNoch keine Bewertungen
- Ethylene Production by Naphtha Cracking TechnologyDokument6 SeitenEthylene Production by Naphtha Cracking TechnologyHina IbrahimNoch keine Bewertungen
- Murex Arc and Gas Cutting and Welding Equipment MACHINES REMOVEDDokument29 SeitenMurex Arc and Gas Cutting and Welding Equipment MACHINES REMOVEDAhmed Saif ShibluNoch keine Bewertungen
- CDB 4323 Assignment 2Dokument7 SeitenCDB 4323 Assignment 2Muhammad AnwarNoch keine Bewertungen
- Chapter:3 Tyep of Reciprocating Pump 3.1: Classification of Reciprocating PumpDokument10 SeitenChapter:3 Tyep of Reciprocating Pump 3.1: Classification of Reciprocating PumpParth VyasNoch keine Bewertungen
- PR LC Lfa e PDFDokument68 SeitenPR LC Lfa e PDFmanjappahNoch keine Bewertungen
- Data Sheets Safety Valve Api 526 Model Series S Sempell en en 5378736Dokument2 SeitenData Sheets Safety Valve Api 526 Model Series S Sempell en en 5378736Braulio AhumadaNoch keine Bewertungen
- COMPARISONDokument5 SeitenCOMPARISONJoshNoch keine Bewertungen
- AU2013252781B2Dokument30 SeitenAU2013252781B2Barış GürelNoch keine Bewertungen
- Final 8thsem ReportDokument58 SeitenFinal 8thsem ReportAkilan StarNoch keine Bewertungen