Das könnte Ihnen auch gefallen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- NVH Ford PDFDokument188 SeitenNVH Ford PDFReshma Mohamed71% (7)
- The Torque Calculation Method For Ball ValvesDokument2 SeitenThe Torque Calculation Method For Ball ValvesZakky Ibnu Fadjrie100% (2)
- The Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDokument13 SeitenThe Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDiego Egoávil MéndezNoch keine Bewertungen
- OMM DOBA BrakeDokument24 SeitenOMM DOBA BrakeRakhmat yusuf100% (2)
- DNV 2-7-1Dokument60 SeitenDNV 2-7-1Apostolie Iulian100% (1)
- DNV 2-7-1Dokument60 SeitenDNV 2-7-1Apostolie Iulian100% (1)
- Smart Mobility - Well-To-wheels Efficiency of Internal Combustion Engine VehiclesDokument4 SeitenSmart Mobility - Well-To-wheels Efficiency of Internal Combustion Engine VehiclesarusmNoch keine Bewertungen
- Preventive Maintenance Program For Metal DetectorDokument4 SeitenPreventive Maintenance Program For Metal DetectorJen SamNoch keine Bewertungen
- Vibration Monitoring 1Dokument4 SeitenVibration Monitoring 1Anonymous DKv8vpNoch keine Bewertungen
- Condition monitoring techniquesDokument8 SeitenCondition monitoring techniquesStephanie FlemingNoch keine Bewertungen
- Equipment Critical Analysis - The Need For An Effective Maintenance ProgramDokument9 SeitenEquipment Critical Analysis - The Need For An Effective Maintenance ProgramAle SanzNoch keine Bewertungen
- Maag Cem Drive Built To PerformDokument4 SeitenMaag Cem Drive Built To PerformMuhammadNoch keine Bewertungen
- Creating Preventive Maintenance Procedures and SchedulesDokument14 SeitenCreating Preventive Maintenance Procedures and SchedulesRonak Joshi100% (1)
- Ultrasonic Monitoring (A New Method For Condition Monitoring)Dokument4 SeitenUltrasonic Monitoring (A New Method For Condition Monitoring)Ankur KumarNoch keine Bewertungen
- 4006-23tag2a 3a (Tpd1512e-4)Dokument14 Seiten4006-23tag2a 3a (Tpd1512e-4)Soubhik MishraNoch keine Bewertungen
- Condition Monitoring EssentialsDokument44 SeitenCondition Monitoring Essentials4358213100% (2)
- CM TESTS & INSTRUMENTSDokument12 SeitenCM TESTS & INSTRUMENTSVaradha YamunanNoch keine Bewertungen
- 1Y Low Voltage Board MaintenanceDokument2 Seiten1Y Low Voltage Board MaintenanceOGBONNAYA MARTINSNoch keine Bewertungen
- Bucket ElevatorsDokument8 SeitenBucket ElevatorsmkpqNoch keine Bewertungen
- MARCH 17, 2017: India's Biggest OK™ Mill - A Story of Reliable Operations and Smoother PerformanceDokument2 SeitenMARCH 17, 2017: India's Biggest OK™ Mill - A Story of Reliable Operations and Smoother PerformanceRahul RoyNoch keine Bewertungen
- Maintenance Planner's ChecklistDokument1 SeiteMaintenance Planner's ChecklistAsep Herman100% (2)
- STI Field Application Note: Acceleration EnvelopingDokument2 SeitenSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810Noch keine Bewertungen
- VIBROTEST 60: More than just a vibration analyserDokument12 SeitenVIBROTEST 60: More than just a vibration analyserash147Noch keine Bewertungen
- CEP VFD ManualDokument234 SeitenCEP VFD ManualUsama ZubairNoch keine Bewertungen
- Bearing Life CycleDokument2 SeitenBearing Life CyclemoerkerkNoch keine Bewertungen
- Maintenance TechnicianDokument1 SeiteMaintenance TechnicianpushpanjalijNoch keine Bewertungen
- Reciprocating Maintenance ChecklistDokument1 SeiteReciprocating Maintenance ChecklistEllyson IlanoNoch keine Bewertungen
- Grinding OKDokument37 SeitenGrinding OKMGB EMBEDDED CAPASNoch keine Bewertungen
- Vibration Versus Bearing Life HandoutDokument11 SeitenVibration Versus Bearing Life Handoutscribdtaker12345Noch keine Bewertungen
- TPM Award 2008 - JipmDokument49 SeitenTPM Award 2008 - JipmWattana RatchatamongkolcholNoch keine Bewertungen
- Acoustics Based Condition MonitoringDokument7 SeitenAcoustics Based Condition MonitoringDeniz YazgaçNoch keine Bewertungen
- Cukurova Power BrochureDokument6 SeitenCukurova Power Brochuremay100% (1)
- EGT001 Roller Bearings Lubrication TrainingDokument10 SeitenEGT001 Roller Bearings Lubrication TrainingJom BonhayagNoch keine Bewertungen
- Easa Mechanical Reference Handbook: Suggested Alignment TolerancesDokument2 SeitenEasa Mechanical Reference Handbook: Suggested Alignment TolerancesBenjie CallantaNoch keine Bewertungen
- A O G E I R - D S: Nalysis F Yroscopic Ffects N Otor ISC YstemsDokument48 SeitenA O G E I R - D S: Nalysis F Yroscopic Ffects N Otor ISC YstemsTarun BhardwajNoch keine Bewertungen
- Alignment Shaft Thermal GrowthDokument6 SeitenAlignment Shaft Thermal Growthmmcsw6624Noch keine Bewertungen
- MG 443 Lesson 6 Maintenance StrategiesDokument27 SeitenMG 443 Lesson 6 Maintenance StrategiesZegera Mgendi0% (1)
- Motor Regreasing PGMDokument8 SeitenMotor Regreasing PGMmuhamad.badar9285Noch keine Bewertungen
- Quiz 2Dokument4 SeitenQuiz 2Izzat AzmanNoch keine Bewertungen
- Unit V Reliability Apr 06 2020Dokument56 SeitenUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamNoch keine Bewertungen
- DALOG BusyBee MKM Viewer ManualDokument16 SeitenDALOG BusyBee MKM Viewer ManualGilberto PérezNoch keine Bewertungen
- Basic Alignment PPT 070418Dokument13 SeitenBasic Alignment PPT 070418thongpvgasNoch keine Bewertungen
- TPMDokument32 SeitenTPMmanolo6490Noch keine Bewertungen
- Nomenclature of Control SystemDokument36 SeitenNomenclature of Control SystemKimberly CarreonNoch keine Bewertungen
- MECH826 Week01 MaintenanceStrategiesDokument65 SeitenMECH826 Week01 MaintenanceStrategiesNenad VujosevicNoch keine Bewertungen
- Effective Condition Assessment of MV SwitchgearDokument8 SeitenEffective Condition Assessment of MV Switchgearlbk50Noch keine Bewertungen
- CBM Reliability Factors in Cement IndustryDokument2 SeitenCBM Reliability Factors in Cement Industryheru984Noch keine Bewertungen
- VFD Fundamentals & Troubleshooting: By: Timothy S. Irwin, P.E. Sr. EngineerDokument28 SeitenVFD Fundamentals & Troubleshooting: By: Timothy S. Irwin, P.E. Sr. EngineerMENoch keine Bewertungen
- Mainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalDokument52 SeitenMainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalVishal kumarNoch keine Bewertungen
- Bearing Power PointDokument57 SeitenBearing Power Pointkesai100% (1)
- Fan TemplateDokument9 SeitenFan TemplateHaitham YoussefNoch keine Bewertungen
- Measure Motor Efficiency To Understand VFDDokument5 SeitenMeasure Motor Efficiency To Understand VFDGeorge MarkasNoch keine Bewertungen
- Mobius Institute Ultrasound Brochure June 2022Dokument10 SeitenMobius Institute Ultrasound Brochure June 2022nino16041973Noch keine Bewertungen
- UntitledDokument161 SeitenUntitledAishwaryaNoch keine Bewertungen
- DALOG Cement EnglishDokument6 SeitenDALOG Cement EnglishYevgeniyNoch keine Bewertungen
- Calculate OeeDokument24 SeitenCalculate OeeAyman AliNoch keine Bewertungen
- Bearing Defect Inspection Based On Machine VisionDokument20 SeitenBearing Defect Inspection Based On Machine VisionArun Kumar100% (1)
- Roller Chain MaintenanceDokument8 SeitenRoller Chain MaintenanceRodrigo SenedezeNoch keine Bewertungen
- Minimac - ProfileDokument40 SeitenMinimac - ProfileAnshuman AgrawalNoch keine Bewertungen
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- Supervisor of Mechanics (Mechanical Equipment): Passbooks Study GuideVon EverandSupervisor of Mechanics (Mechanical Equipment): Passbooks Study GuideNoch keine Bewertungen
- Tritech Knowledge Base Profiling SonarsDokument2 SeitenTritech Knowledge Base Profiling Sonarskwakwa4Noch keine Bewertungen
- ETAP Electrical StrategyDokument5 SeitenETAP Electrical Strategykwakwa4Noch keine Bewertungen
- Vibration, Dynamics and NoiseDokument6 SeitenVibration, Dynamics and NoiseMauricio R MoralesNoch keine Bewertungen
- Veridian iDAC - Data Acquisition DeviceDokument2 SeitenVeridian iDAC - Data Acquisition Devicekwakwa4Noch keine Bewertungen
- Maintenance Best Practices Training SlidesDokument142 SeitenMaintenance Best Practices Training Slidesmelator100% (1)
- Article - Multi-Channel Vibration Measurements - CTSS PDFDokument3 SeitenArticle - Multi-Channel Vibration Measurements - CTSS PDFkwakwa4Noch keine Bewertungen
- SymbolsDokument1 SeiteSymbolskwakwa4Noch keine Bewertungen
- SymbolsDokument1 SeiteSymbolskwakwa4Noch keine Bewertungen
- BPS91 08Dokument38 SeitenBPS91 08kwakwa4Noch keine Bewertungen
- Risk Check Sheet: Vibration, Fatigue, Reliability and NoiseDokument3 SeitenRisk Check Sheet: Vibration, Fatigue, Reliability and NoiseMauricio R MoralesNoch keine Bewertungen
- Vibration, Dynamics and NoiseDokument6 SeitenVibration, Dynamics and NoiseMauricio R MoralesNoch keine Bewertungen
- EENG223/INFE221 Final Exam Circuit Theory I/Electric CircuitsDokument7 SeitenEENG223/INFE221 Final Exam Circuit Theory I/Electric Circuitskwakwa4Noch keine Bewertungen
- Article - Multi-Channel Vibration Measurements - CTSS PDFDokument3 SeitenArticle - Multi-Channel Vibration Measurements - CTSS PDFkwakwa4Noch keine Bewertungen
- Thu Kyon Ma Khan B PDFDokument173 SeitenThu Kyon Ma Khan B PDFkwakwa4Noch keine Bewertungen
- Psrs550 en Om c1Dokument142 SeitenPsrs550 en Om c1Andrei Ieremciuc100% (1)
- Sulzer Vertical Pump TroubleshootingDokument20 SeitenSulzer Vertical Pump TroubleshootingNguyễn Thanh SơnNoch keine Bewertungen
- HvacDokument376 SeitenHvacJERIN JOHNSON100% (1)
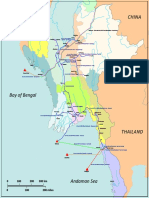
- Pipeline Map 20140402 - HJS - Cropped (Units in KM)Dokument1 SeitePipeline Map 20140402 - HJS - Cropped (Units in KM)kwakwa4Noch keine Bewertungen
- What Is Acceptable Oil Consumption in Diesel EnginesDokument1 SeiteWhat Is Acceptable Oil Consumption in Diesel Engineskwakwa4Noch keine Bewertungen
- Check Your English Vocabulary For TOEICDokument81 SeitenCheck Your English Vocabulary For TOEICRobby100% (27)
- CAP437Dokument164 SeitenCAP437universidaddistritalNoch keine Bewertungen
- Maintenance Best Practices Training SlidesDokument142 SeitenMaintenance Best Practices Training Slidesmelator100% (1)
- WHO - Indoor Air PollutionDokument484 SeitenWHO - Indoor Air PollutionCosmo Deus100% (2)
- TOEIC 870 QuestionsDokument6 SeitenTOEIC 870 Questionskwakwa4Noch keine Bewertungen
- ကုရ္အာန္ဘာသာျပန္Dokument1.130 Seitenကုရ္အာန္ဘာသာျပန္Aung Kyaw MoeNoch keine Bewertungen
- RCA Mini Guide PDFDokument15 SeitenRCA Mini Guide PDFIldzamar Haifa WardhaniNoch keine Bewertungen
- Operations and Maintenance GuideDokument321 SeitenOperations and Maintenance GuideNatrajiNoch keine Bewertungen
- 25 - Current, Resistance, and Electromotive Force - R K ParidaDokument11 Seiten25 - Current, Resistance, and Electromotive Force - R K ParidaMonicaNoch keine Bewertungen
- BayblendDokument10 SeitenBayblendGarry TaylorNoch keine Bewertungen
- PVD HardCoating PDFDokument20 SeitenPVD HardCoating PDFsatanjrNoch keine Bewertungen
- Aci-207.1r (1996) PDFDokument42 SeitenAci-207.1r (1996) PDFFernando HerediaNoch keine Bewertungen
- JPT 3 DLPD JEE Adv 26 05 2013 P 2 C 0 EnglishDokument19 SeitenJPT 3 DLPD JEE Adv 26 05 2013 P 2 C 0 Englishhareesh1995Noch keine Bewertungen
- Using Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsDokument18 SeitenUsing Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsdashatanliNoch keine Bewertungen
- Plastic AnalysisDokument86 SeitenPlastic AnalysisAman KhanNoch keine Bewertungen
- Steady Incompressible Flow in Pressure ConduitsDokument32 SeitenSteady Incompressible Flow in Pressure ConduitsRas AmiraNoch keine Bewertungen
- PIPE Enhancement 2Dokument29 SeitenPIPE Enhancement 2Jan Cris PatindolNoch keine Bewertungen
- Guia TP Completa 2018 Version2Dokument113 SeitenGuia TP Completa 2018 Version2epuchuluNoch keine Bewertungen
- ASTM C117 Materials Finer than 75μm by WashingDokument2 SeitenASTM C117 Materials Finer than 75μm by WashingDrinar EvanNoch keine Bewertungen
- PDFDokument228 SeitenPDFGayan Madushan KandethanthriNoch keine Bewertungen
- Pipeline JournalDokument68 SeitenPipeline Journal구용찬Noch keine Bewertungen
- Astm e 1018 Standard Test Method For Brinell Hardness of MetDokument33 SeitenAstm e 1018 Standard Test Method For Brinell Hardness of MetHafizh Renanto AkhmadNoch keine Bewertungen
- Sound SummaryDokument2 SeitenSound Summaryhweta173Noch keine Bewertungen
- Cooling Tower Exp 3Dokument16 SeitenCooling Tower Exp 3mahmudNoch keine Bewertungen
- 2.1 RaySafe Xi Classic Specifications en WebDokument8 Seiten2.1 RaySafe Xi Classic Specifications en WebCat-PerNoch keine Bewertungen
- Teg HysysDokument11 SeitenTeg Hysyschemeng2004100% (1)
- Zirconia As A Dental BiomaterialDokument14 SeitenZirconia As A Dental BiomaterialaliNoch keine Bewertungen
- Kinetics of Aqueous CorrosionDokument54 SeitenKinetics of Aqueous CorrosionjcscobucciNoch keine Bewertungen
- COOLPLUS-Water Cooled Heat ExchangerDokument10 SeitenCOOLPLUS-Water Cooled Heat ExchangerCOOLPLUS OIL COOLERNoch keine Bewertungen
- Fluid Mechanics Lab Manual Calibration of Venturimeter ExperimentDokument55 SeitenFluid Mechanics Lab Manual Calibration of Venturimeter ExperimentpkvssraoNoch keine Bewertungen
- Chem Unit 3 Practice Exam PDFDokument6 SeitenChem Unit 3 Practice Exam PDFJo PatrickNoch keine Bewertungen
- Mike WeaverDokument35 SeitenMike WeavervilukNoch keine Bewertungen
- Chemical Synthesis of NanoparticlesDokument8 SeitenChemical Synthesis of NanoparticlesHerradlin100% (1)
- Chapter 10 Shell energy balances and temperature distributions in solid and laminar flowDokument43 SeitenChapter 10 Shell energy balances and temperature distributions in solid and laminar flowCecilia CelineNoch keine Bewertungen
- Manual Bombas Berkeley PDFDokument24 SeitenManual Bombas Berkeley PDFxavifoxNoch keine Bewertungen
- SRI CHAITANYA EDUCATIONAL INSTITUTIONS JR AIIMS S60 NEET-2024 SCHEDULEDokument5 SeitenSRI CHAITANYA EDUCATIONAL INSTITUTIONS JR AIIMS S60 NEET-2024 SCHEDULEteen's teamNoch keine Bewertungen