Das könnte Ihnen auch gefallen
- The One Manual TokheimDokument74 SeitenThe One Manual TokheimJuan Carlos Barreto100% (1)
- Astm F2620-13 PDFDokument25 SeitenAstm F2620-13 PDFAdamDunn0372566Noch keine Bewertungen
- Powergrid 800-1200 Operations Manual REV 4Dokument205 SeitenPowergrid 800-1200 Operations Manual REV 4Alberto Lopez0% (1)
- 2020.8.5 Manual Book For Auto Steel Cage Welding Machine Operation ManualDokument21 Seiten2020.8.5 Manual Book For Auto Steel Cage Welding Machine Operation Manualarifhannasy3100% (1)
- AGRADokument18 SeitenAGRAEkta AdlakhaNoch keine Bewertungen
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryVon EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Busbar RatingsDokument1 SeiteBusbar RatingsRa ArNoch keine Bewertungen
- Abstract of CPWDDokument5 SeitenAbstract of CPWDabhishek kumarNoch keine Bewertungen
- Tubes & Valves MFG CoDokument4 SeitenTubes & Valves MFG CoRahulNoch keine Bewertungen
- Technical Data Sheet For Air Washer Unit 10000 CFM AND 25000 CFMDokument3 SeitenTechnical Data Sheet For Air Washer Unit 10000 CFM AND 25000 CFMSupport aeronomNoch keine Bewertungen
- Atlas Copco - Auditorium BOQ 170919Dokument4 SeitenAtlas Copco - Auditorium BOQ 170919calvin.bloodaxe4478Noch keine Bewertungen
- Amara Raja Infra Structure PVT LTD (Electrical Cable, Cable Tray and Earthing Measurement Sheet For North Wing)Dokument5 SeitenAmara Raja Infra Structure PVT LTD (Electrical Cable, Cable Tray and Earthing Measurement Sheet For North Wing)Syed ShahbazNoch keine Bewertungen
- Revised Bill of Quantities - Gas Pipeline Work For Nitrogen, LPG, Compressed Air & SteamDokument6 SeitenRevised Bill of Quantities - Gas Pipeline Work For Nitrogen, LPG, Compressed Air & Steamsk luko100% (1)
- User Manual Forming MachineDokument5 SeitenUser Manual Forming MachineTony GohilNoch keine Bewertungen
- Project Standard Specification: Water Distribution Piping 15411 - Page 1/10Dokument10 SeitenProject Standard Specification: Water Distribution Piping 15411 - Page 1/10adel rihanaNoch keine Bewertungen
- Proposal HMG-350JM SXKH Die Spotting PressDokument9 SeitenProposal HMG-350JM SXKH Die Spotting Press846213Noch keine Bewertungen
- Pulleys and SprocketsDokument32 SeitenPulleys and SprocketsJahangirAlamNoch keine Bewertungen
- Boq InsulationDokument4 SeitenBoq InsulationAman MehtaNoch keine Bewertungen
- Boiler Water TDSDokument5 SeitenBoiler Water TDSDurjoy ChakrabortyNoch keine Bewertungen
- U PVCDokument12 SeitenU PVCGeorge SobhyNoch keine Bewertungen
- Sectional WeightsDokument1 SeiteSectional WeightsradhakrishnangNoch keine Bewertungen
- Test Track - Pluming Boq Final-GDokument12 SeitenTest Track - Pluming Boq Final-Gsmathy68100% (2)
- Residential Sprinkler System Design Handbook: A Step-By-Step Introduction To Design and InstallationDokument7 SeitenResidential Sprinkler System Design Handbook: A Step-By-Step Introduction To Design and InstallationPedro JonesNoch keine Bewertungen
- Linear Bearings-HiwinDokument0 SeitenLinear Bearings-Hiwinqi_1986Noch keine Bewertungen
- Structural Steel Design DetailsDokument7 SeitenStructural Steel Design DetailsJanya AssociatesNoch keine Bewertungen
- BOQ For Pipe Fittings For Compressed Air PDFDokument1 SeiteBOQ For Pipe Fittings For Compressed Air PDFsppatilNoch keine Bewertungen
- Is 3076Dokument18 SeitenIs 3076Sathish KumarNoch keine Bewertungen
- Hercules Water Cooled Centrifugal ChillersDokument32 SeitenHercules Water Cooled Centrifugal ChillersWaltinegojiya CadondonNoch keine Bewertungen
- City Gas Distribution Project in East & West Godavari Districts of Andhra PradeshDokument11 SeitenCity Gas Distribution Project in East & West Godavari Districts of Andhra PradeshAnil KumAr MoteNoch keine Bewertungen
- VRV Electrical RequirementDokument6 SeitenVRV Electrical RequirementShrenikShahNoch keine Bewertungen
- BSE Plumbing Offer of DFCC at KurunegalaDokument20 SeitenBSE Plumbing Offer of DFCC at KurunegalaTharinduPrasadNoch keine Bewertungen
- Bajaj LuminairesDokument51 SeitenBajaj LuminairesNagesh Rao100% (1)
- Alpha Linear Bar GrillsDokument14 SeitenAlpha Linear Bar GrillsbhaveshbhoiNoch keine Bewertungen
- Technical Specfications For 5 Ton EOT CraneDokument10 SeitenTechnical Specfications For 5 Ton EOT CraneMoses_JakkalaNoch keine Bewertungen
- Krishna ElectronicsDokument10 SeitenKrishna Electronicsrishi070881100% (1)
- Hal Ahu BoqDokument16 SeitenHal Ahu Boqmdalt9180100% (1)
- Low Table/table Top Semi Automatic Carton Strapping Machine: Wz-443 GF, Naraina Village, New Delhi - 110028Dokument2 SeitenLow Table/table Top Semi Automatic Carton Strapping Machine: Wz-443 GF, Naraina Village, New Delhi - 110028Shekhar SrivassNoch keine Bewertungen
- Tools and Tackles LISTDokument2 SeitenTools and Tackles LISTSubhransu Mohapatra0% (1)
- Material EquivalentDokument2 SeitenMaterial EquivalentdilipNoch keine Bewertungen
- Design of Automated Hammering Machine ReportDokument55 SeitenDesign of Automated Hammering Machine ReportBiruk Damtew Ze MerhabeteNoch keine Bewertungen
- Pipe Sizes and ScheduleDokument2 SeitenPipe Sizes and Schedulechupacid0% (1)
- GB5310 2008 Pipe SpecificationDokument5 SeitenGB5310 2008 Pipe SpecificationRio EstikaNoch keine Bewertungen
- Techno-Commercial Proposal - Slitting Machine - Rev 01Dokument9 SeitenTechno-Commercial Proposal - Slitting Machine - Rev 01Chandru ChristurajNoch keine Bewertungen
- Sensor Price List 2020 PDFDokument31 SeitenSensor Price List 2020 PDFSyed Rohail AhmedNoch keine Bewertungen
- Cable Tray New Price List 23 May 2013Dokument1 SeiteCable Tray New Price List 23 May 2013RITESH D.MEHTANoch keine Bewertungen
- 132 EC - A 10 - VIT - Chennai - Meggger & Multimeter - JE QTNDokument4 Seiten132 EC - A 10 - VIT - Chennai - Meggger & Multimeter - JE QTNDr. Chandan SharmaNoch keine Bewertungen
- Fire Fighting System For M/S RTRC, Manesar: Description Qty. Make Fire Hydrant System Sr. No. Rate/ Unit AmountDokument6 SeitenFire Fighting System For M/S RTRC, Manesar: Description Qty. Make Fire Hydrant System Sr. No. Rate/ Unit AmountJASPAUL KalraNoch keine Bewertungen
- Metering & H.T. Substation Equipment: Client: ProjectDokument3 SeitenMetering & H.T. Substation Equipment: Client: Projectganesh gundNoch keine Bewertungen
- Low Voltage Final Distribution Products: Price ListDokument30 SeitenLow Voltage Final Distribution Products: Price ListAnonymous ufMAGXcskMNoch keine Bewertungen
- EOT Spec RefDokument22 SeitenEOT Spec RefSantoshkota123Noch keine Bewertungen
- 2013 DTH Hammer Catalog PDFDokument61 Seiten2013 DTH Hammer Catalog PDFNelson de la RosaNoch keine Bewertungen
- Qoutation of Double Layer Roof Sheet Roll Forming MachineDokument8 SeitenQoutation of Double Layer Roof Sheet Roll Forming MachineJHON SEGURA GONZALEZNoch keine Bewertungen
- "Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnDokument17 Seiten"Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnPiyush SinghNoch keine Bewertungen
- Eterna CW: Kirloskar Brothers LimitedDokument2 SeitenEterna CW: Kirloskar Brothers Limitedudiptya_papai2007100% (1)
- Rexnord Product Catalogue 2013 PDFDokument6 SeitenRexnord Product Catalogue 2013 PDFMahasweta MitraNoch keine Bewertungen
- Material Selection Chart Based On Operating TemperatureDokument1 SeiteMaterial Selection Chart Based On Operating TemperatureVIVEK TIWARINoch keine Bewertungen
- Supreme GoldDokument12 SeitenSupreme GoldSanjiv AggarwalNoch keine Bewertungen
- Valvula Reductora de Presion Bermad Area 675 720-ULDokument4 SeitenValvula Reductora de Presion Bermad Area 675 720-ULChristian FherNoch keine Bewertungen
- Proforma of SchedulesDokument13 SeitenProforma of SchedulesAmit SharmaNoch keine Bewertungen
- 1500KVA Rahim Afrooz (RegalFashion)Dokument10 Seiten1500KVA Rahim Afrooz (RegalFashion)nisargoNoch keine Bewertungen
- KB Coupling CatalogueDokument2 SeitenKB Coupling CatalogueGaurav BedseNoch keine Bewertungen
- Material ListDokument111 SeitenMaterial ListDeveshwar SinghNoch keine Bewertungen
- Automatic Power Factor Controller Relay: Operating InstructionsDokument7 SeitenAutomatic Power Factor Controller Relay: Operating InstructionsKatty MenaNoch keine Bewertungen
- Q1089 - Offer For Supply of Screw ConveyorDokument2 SeitenQ1089 - Offer For Supply of Screw ConveyorashokNoch keine Bewertungen
- Gayan Rantharu Attanayake: ObjectivesDokument5 SeitenGayan Rantharu Attanayake: ObjectivesRantharu AttanayakeNoch keine Bewertungen
- ML 5510 6510 Error CodesDokument98 SeitenML 5510 6510 Error CodesAlessandro Carneiro de AraujoNoch keine Bewertungen
- JIT Placement Brochure 2019Dokument28 SeitenJIT Placement Brochure 2019elangoprt1Noch keine Bewertungen
- Content: Beijing Ruizhitianhong Technology Co - LTDDokument54 SeitenContent: Beijing Ruizhitianhong Technology Co - LTDAlex NavarroNoch keine Bewertungen
- Manual VSM enDokument41 SeitenManual VSM enmuhammadashfaq17Noch keine Bewertungen
- SRM University Faculty of Engineering & TechnologyDokument2 SeitenSRM University Faculty of Engineering & TechnologyRuby SmithNoch keine Bewertungen
- Automated Packaging Machine Using PLCDokument7 SeitenAutomated Packaging Machine Using PLCTimothy FieldsNoch keine Bewertungen
- Sınıf Ders Kodu Dersin Adı Şube Öğretim Üyesi Gün Başlangıç Saati Süre (Dakika)Dokument2 SeitenSınıf Ders Kodu Dersin Adı Şube Öğretim Üyesi Gün Başlangıç Saati Süre (Dakika)Süleyman KarcıNoch keine Bewertungen
- 2SB1181Dokument4 Seiten2SB1181isaiasvaNoch keine Bewertungen
- Power Mizer Cast Blowers OM 030415Dokument16 SeitenPower Mizer Cast Blowers OM 030415Roni Oscar Olaza OrtizNoch keine Bewertungen
- EEIB413 Chapter 1 - StudentDokument84 SeitenEEIB413 Chapter 1 - StudentSanjanaLakshmi50% (2)
- Prof. S. Beretta, Prof - Ssa L. VerganiDokument2 SeitenProf. S. Beretta, Prof - Ssa L. VerganiSUIMANNoch keine Bewertungen
- (Paper) Using Computers - Terry Winograd PDFDokument12 Seiten(Paper) Using Computers - Terry Winograd PDFMécia SáNoch keine Bewertungen
- Shop Manual sk200-10 sk210lc-10-2-13Dokument12 SeitenShop Manual sk200-10 sk210lc-10-2-13Bili Satria50% (2)
- ZIMM Catalogue 2006Dokument164 SeitenZIMM Catalogue 2006JPJFNoch keine Bewertungen
- Design of Machine ElementsDokument12 SeitenDesign of Machine ElementsSai ThotaNoch keine Bewertungen
- Literature Review (Elbow Mechanism)Dokument15 SeitenLiterature Review (Elbow Mechanism)Naveen ShuklaNoch keine Bewertungen
- Technology and The Design Process: Lesson PlanDokument18 SeitenTechnology and The Design Process: Lesson PlanMr. Chris GymiahNoch keine Bewertungen
- Design and Fabrication of Automated Glass Curtain Cleaning Machine PDFDokument4 SeitenDesign and Fabrication of Automated Glass Curtain Cleaning Machine PDFJeeva NNoch keine Bewertungen
- 1.2 Background of The StudyDokument1 Seite1.2 Background of The StudyHarold FilomenoNoch keine Bewertungen
- Quiz 5Dokument5 SeitenQuiz 5Veerakumar SNoch keine Bewertungen
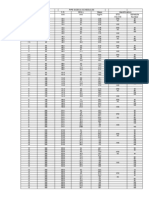
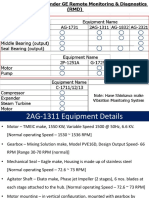
- Equipments Details - For Asset Monitoring Under RMDDokument28 SeitenEquipments Details - For Asset Monitoring Under RMDhapp_dentNoch keine Bewertungen
- Multiaxis & Machining: Handbook Volume 3Dokument56 SeitenMultiaxis & Machining: Handbook Volume 3Cristian FuentesNoch keine Bewertungen
- Design and Fabrication of Automatic Paper Cutting MachineDokument4 SeitenDesign and Fabrication of Automatic Paper Cutting MachineVivace SystmNoch keine Bewertungen
- Robotic Cell Project Progress ReportDokument54 SeitenRobotic Cell Project Progress Reportthanh_cdt01Noch keine Bewertungen
- Electric ActuatorsDokument2 SeitenElectric ActuatorsCair Euromatic AutomationNoch keine Bewertungen