Das könnte Ihnen auch gefallen
- A Damage Prognosis Method of Girder Structures Based OnDokument218 SeitenA Damage Prognosis Method of Girder Structures Based OnJosé GarridoNoch keine Bewertungen
- 0912 F 50 BC 8 F 522 CF 99000000Dokument33 Seiten0912 F 50 BC 8 F 522 CF 99000000José GarridoNoch keine Bewertungen
- Application of The Weakest Link Analysis To The Area of Fatigue PDFDokument13 SeitenApplication of The Weakest Link Analysis To The Area of Fatigue PDFJosé GarridoNoch keine Bewertungen
- A State-of-the-Art Review On Fatigue Life Assessment PDFDokument14 SeitenA State-of-the-Art Review On Fatigue Life Assessment PDFJosé GarridoNoch keine Bewertungen
- Engineering Structures: Khoa Viet NguyenDokument9 SeitenEngineering Structures: Khoa Viet NguyenJosé GarridoNoch keine Bewertungen
- A Comparative Study of Different Fatigue Failure AssessmentsDokument11 SeitenA Comparative Study of Different Fatigue Failure AssessmentsJosé GarridoNoch keine Bewertungen
- A Microstructure-Based Fatigue-Crack-Initiation Model PDFDokument16 SeitenA Microstructure-Based Fatigue-Crack-Initiation Model PDFJosé GarridoNoch keine Bewertungen
- A Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded JointsDokument12 SeitenA Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded Jointsjoshua6Noch keine Bewertungen
- A Boundary Element Analysis of Fatigue Crack Growth For WeldedDokument8 SeitenA Boundary Element Analysis of Fatigue Crack Growth For WeldedJosé GarridoNoch keine Bewertungen
- Structural Reliability Analyis of Ela'stic-Plastic Structures Using Neural Networks and Monte Carlo SimulationDokument19 SeitenStructural Reliability Analyis of Ela'stic-Plastic Structures Using Neural Networks and Monte Carlo SimulationJosé GarridoNoch keine Bewertungen
- Structural Reliability Analyis of Ela'stic-Plastic Structures Using Neural Networks and Monte Carlo SimulationDokument19 SeitenStructural Reliability Analyis of Ela'stic-Plastic Structures Using Neural Networks and Monte Carlo SimulationJosé GarridoNoch keine Bewertungen
- Introduction To OscilloscopesDokument18 SeitenIntroduction To Oscilloscopesjosearrietaco100% (1)
- Bridge WeldingDokument162 SeitenBridge WeldingJosé GarridoNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Catalogo Jiskoot 210Dokument44 SeitenCatalogo Jiskoot 210Cristian Andres Gonzalez0% (1)
- QTD Instruction ManualDokument56 SeitenQTD Instruction Manualfredd100% (1)
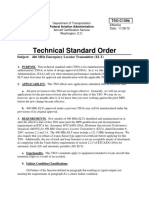
- TSO C126bDokument7 SeitenTSO C126bPabloLamelaNoch keine Bewertungen
- Co-Bcch Cell (Gbss16.0 01)Dokument105 SeitenCo-Bcch Cell (Gbss16.0 01)ermleeNoch keine Bewertungen
- Prefabricated Multistory Structure Exposure To Engineering Seismicity by Using SAPDokument9 SeitenPrefabricated Multistory Structure Exposure To Engineering Seismicity by Using SAPInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Tlix5040 Manage Contractedsupport Services: Learner WorkbookDokument21 SeitenTlix5040 Manage Contractedsupport Services: Learner WorkbookWhimsical BrunetteNoch keine Bewertungen
- Understanding NIST HL7 v2 Test Tools: Focus On ONC 2015 Health IT CertificationDokument61 SeitenUnderstanding NIST HL7 v2 Test Tools: Focus On ONC 2015 Health IT CertificationSpit FireNoch keine Bewertungen
- EBOM Final For Formula BharatDokument6 SeitenEBOM Final For Formula Bharatfatehvir singh birdiNoch keine Bewertungen
- TH LH5565 Usermanual e RevDDokument50 SeitenTH LH5565 Usermanual e RevDdflorin699430Noch keine Bewertungen
- Bikes: Suspension System: Wheel Truing & Spoke Tension ....... 2Dokument7 SeitenBikes: Suspension System: Wheel Truing & Spoke Tension ....... 2kriskee13Noch keine Bewertungen
- ESP8266 SpecificationsDokument23 SeitenESP8266 SpecificationsMarcelo Caamaño100% (1)
- Pressurisation Systems: Reflexomat and Variomat Pressurisation SystemsDokument40 SeitenPressurisation Systems: Reflexomat and Variomat Pressurisation SystemsCks RamanNoch keine Bewertungen
- Semantic Search Demo BookletDokument20 SeitenSemantic Search Demo BookletStéphane CroisierNoch keine Bewertungen
- O&M of Protection Systems and Relay Coordination GuideDokument72 SeitenO&M of Protection Systems and Relay Coordination GuideAlejandro Ramirez Benites100% (2)
- Asme B107.3-1978Dokument21 SeitenAsme B107.3-1978noahb110Noch keine Bewertungen
- Common Video Terms - Video Production I - For Weebly WebsiteDokument6 SeitenCommon Video Terms - Video Production I - For Weebly Websiteapi-265991851Noch keine Bewertungen
- TV LG LCD 32LG30 UD Chassis LA85DDokument35 SeitenTV LG LCD 32LG30 UD Chassis LA85DIvan Leonardo Acevedo GalanNoch keine Bewertungen
- Com ReportDokument25 SeitenCom ReportAlex N. MabalotNoch keine Bewertungen
- 100V-Line 15 Watt High-Output Horn Speaker With Series Blocking Capacitor For Use in Hazardous Areas With High Ambient Noise levelsE2XL15EG-inDokument2 Seiten100V-Line 15 Watt High-Output Horn Speaker With Series Blocking Capacitor For Use in Hazardous Areas With High Ambient Noise levelsE2XL15EG-inEufemiano Noble JrNoch keine Bewertungen
- GAPS Guidelines: Deflagration Suppression SystemsDokument3 SeitenGAPS Guidelines: Deflagration Suppression Systemsasad khanNoch keine Bewertungen
- Log 1Dokument10 SeitenLog 1Aisah NDNoch keine Bewertungen
- Iso Dis 17842-2 (E)Dokument31 SeitenIso Dis 17842-2 (E)bugseNoch keine Bewertungen
- BAUSER Brochure Time Counters Pulse Counters Modules Time Switchers 1709 en v1.6Dokument40 SeitenBAUSER Brochure Time Counters Pulse Counters Modules Time Switchers 1709 en v1.6Csaba SándorNoch keine Bewertungen
- Belt Driven: Centrifugal Fans RDHDokument90 SeitenBelt Driven: Centrifugal Fans RDHJack SoNoch keine Bewertungen
- Chassis, Aerodynamics and FeaDokument25 SeitenChassis, Aerodynamics and FeaSivaPrasad Chekri100% (1)
- 3 Bse 044080 G en Compact 800 OverviewDokument12 Seiten3 Bse 044080 G en Compact 800 OverviewfibirtNoch keine Bewertungen
- Chapter 9 Review Questions and AnswersDokument6 SeitenChapter 9 Review Questions and AnswersAzizulAzhar Ramli BanjarmasinNoch keine Bewertungen
- SM RSJi-35 300RDN3Dokument54 SeitenSM RSJi-35 300RDN3elshan_asgarovNoch keine Bewertungen
- Company BrochureDokument19 SeitenCompany BrochurevbgeoNoch keine Bewertungen
- XM 1800 S ManualDokument4 SeitenXM 1800 S ManualbernardqwertyNoch keine Bewertungen