Das könnte Ihnen auch gefallen
- Metodología de TrabajoDokument1 SeiteMetodología de TrabajoBenjamín Esteban Rojas AhumadaNoch keine Bewertungen
- Separata 1p 2010 IIDokument15 SeitenSeparata 1p 2010 IIandrezdbNoch keine Bewertungen
- Ángulos - PropiedadesDokument37 SeitenÁngulos - PropiedadesBenjamín Esteban Rojas AhumadaNoch keine Bewertungen
- Manual Excelavanzado ExcellDokument36 SeitenManual Excelavanzado ExcellLidia FloresNoch keine Bewertungen
- CalderasDokument60 SeitenCalderasBenjamín Esteban Rojas AhumadaNoch keine Bewertungen
- Tractor Agricola IDokument32 SeitenTractor Agricola IYeyo Rodriguez100% (1)
- Gas IdealDokument16 SeitenGas IdealBenjamín Esteban Rojas AhumadaNoch keine Bewertungen
- TRONIC INNOVANDO HACIA EL FUTURO - Docx Legion Dota 2Dokument5 SeitenTRONIC INNOVANDO HACIA EL FUTURO - Docx Legion Dota 2Gustavo MendozaNoch keine Bewertungen
- Control Industrial Laboratorio: Escuela Politécnica NacionalDokument3 SeitenControl Industrial Laboratorio: Escuela Politécnica NacionalSebastian CachiguangoNoch keine Bewertungen
- Coolmay TK Series HMI Programming Manual - En.esDokument379 SeitenCoolmay TK Series HMI Programming Manual - En.esSidem AutomatizacionNoch keine Bewertungen
- Codigos SQLDokument10 SeitenCodigos SQLIan Carlo Pinto CarvajalNoch keine Bewertungen
- Análisis de Los Sistemas de Información. El Modelo Entidad-Relación. Entidades y SuperentidadesDokument17 SeitenAnálisis de Los Sistemas de Información. El Modelo Entidad-Relación. Entidades y SuperentidadesWalmarts VallesNoch keine Bewertungen
- Ga5 220501095 Aa1 Ev02Dokument12 SeitenGa5 220501095 Aa1 Ev02Andres HoyosNoch keine Bewertungen
- Clase 1 Introducción, 1. Pensamiento Esbelto Establecimiento de Procesos FlexiblesDokument17 SeitenClase 1 Introducción, 1. Pensamiento Esbelto Establecimiento de Procesos FlexiblesAleGamerYT11Noch keine Bewertungen
- Avance de Proyecto 1 - AdjuntadooooDokument16 SeitenAvance de Proyecto 1 - AdjuntadooooSaulito HmNoch keine Bewertungen
- Controles Organizacionales Controles Físicos: Nombre Control Nombre ControlDokument1 SeiteControles Organizacionales Controles Físicos: Nombre Control Nombre ControlmauuNoch keine Bewertungen
- Centro Universitario Tecnológico: Yovany Daniel Cerrato ArdónDokument6 SeitenCentro Universitario Tecnológico: Yovany Daniel Cerrato ArdóndanielNoch keine Bewertungen
- Enviar SQLID POSLinux4 Doc2Dokument9 SeitenEnviar SQLID POSLinux4 Doc2Martín Gómez JaimeNoch keine Bewertungen
- Tesis BPM y Open Up 1.6 - VFDokument43 SeitenTesis BPM y Open Up 1.6 - VFVioletitaChaquilaOblitas100% (2)
- Solución Act 1Dokument2 SeitenSolución Act 1Angie FinoNoch keine Bewertungen
- Asignacion 7 Franlys Gonzalez Tejeda A00105882Dokument4 SeitenAsignacion 7 Franlys Gonzalez Tejeda A00105882Elmaestro GonzalezNoch keine Bewertungen
- Diseño de Un Sistema de Picking Producto A Operario. Producto A OperarioDokument9 SeitenDiseño de Un Sistema de Picking Producto A Operario. Producto A OperarioDa NyNoch keine Bewertungen
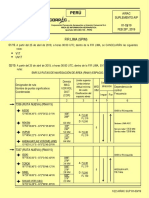
- Sup Airac 01-03 2019Dokument22 SeitenSup Airac 01-03 2019rcamaNoch keine Bewertungen
- Caso de Estudio (Ford)Dokument12 SeitenCaso de Estudio (Ford)David Itamar LopezNoch keine Bewertungen
- Sistemas OpDokument1 SeiteSistemas OpHyomin AraiNoch keine Bewertungen
- Plan de Clases Seminario IDokument3 SeitenPlan de Clases Seminario IIvan CastillaNoch keine Bewertungen
- ENSAYODokument4 SeitenENSAYOCesar Garcia GonzalezNoch keine Bewertungen
- Ciberseguridad IndustrialDokument4 SeitenCiberseguridad IndustrialCodigo RojoNoch keine Bewertungen
- Articulo de Revision SistematicaDokument8 SeitenArticulo de Revision SistematicaJimmy Jhon Fernandez ZavaletaNoch keine Bewertungen
- Tarea 1. Ensayo de Sistemas InformáticosDokument9 SeitenTarea 1. Ensayo de Sistemas InformáticosAngel Gabriel L�pez SolanoNoch keine Bewertungen
- Ga2-220501094-Aa1-Ev02 Diseño de Las Fichas Tecnicas para La Recoleccion de La InformacionDokument6 SeitenGa2-220501094-Aa1-Ev02 Diseño de Las Fichas Tecnicas para La Recoleccion de La Informaciondanilonacional08Noch keine Bewertungen
- Lab15 - 16 ProyectoDokument5 SeitenLab15 - 16 ProyectoMiguel Erick Rodrigo CastillanNoch keine Bewertungen
- DAX M03A 2101 Programacion ADokument119 SeitenDAX M03A 2101 Programacion AsgNoch keine Bewertungen
- Sumilla MetodologíadelaInvestigaciónCientíficaDokument1 SeiteSumilla MetodologíadelaInvestigaciónCientíficaJuan Pedro Santos FernándezNoch keine Bewertungen
- Informe Evidencia 1.2Dokument9 SeitenInforme Evidencia 1.2Yara PalominoNoch keine Bewertungen
- 1D T1 ISA - Conceptos Básicos GeneralesDokument2 Seiten1D T1 ISA - Conceptos Básicos GeneralesPamela ValverdeNoch keine Bewertungen
- Caterpillar Motor Acert c27 Training ManualDokument4 SeitenCaterpillar Motor Acert c27 Training Manualkevin100% (49)