Das könnte Ihnen auch gefallen
- Longwall Mining at Shallow Depth of Cover in IndiaVon EverandLongwall Mining at Shallow Depth of Cover in IndiaNoch keine Bewertungen
- Drilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsVon EverandDrilling Engineering Problems and Solutions: A Field Guide for Engineers and StudentsBewertung: 5 von 5 Sternen5/5 (1)
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Dokument12 SeitenFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNoch keine Bewertungen
- Failure Analysis of An Outer MainDokument3 SeitenFailure Analysis of An Outer Mainaspul62Noch keine Bewertungen
- Service Bulletin RTA-46Dokument12 SeitenService Bulletin RTA-46Christopher Garcia100% (1)
- Exemplary Hot Kiln Alignment ReportDokument82 SeitenExemplary Hot Kiln Alignment ReportsamihakhanNoch keine Bewertungen
- BHCS34749 Q2 - 2020 - Radial - Rub - Centrifugal - Compressor - R3Dokument8 SeitenBHCS34749 Q2 - 2020 - Radial - Rub - Centrifugal - Compressor - R3Maria Gabriela MalloneyNoch keine Bewertungen
- Failure Analysis of A Helical GearDokument7 SeitenFailure Analysis of A Helical Geartheerapat patkaewNoch keine Bewertungen
- TIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackingDokument4 SeitenTIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackinghernangNoch keine Bewertungen
- Contoh Schedule RepairDokument17 SeitenContoh Schedule RepairUdoy LahNoch keine Bewertungen
- Examination of A Failed Fan Blade Rolls Royce RB 211 Trent 892 Turbo Fan EngineDokument21 SeitenExamination of A Failed Fan Blade Rolls Royce RB 211 Trent 892 Turbo Fan EnginePDDELUCANoch keine Bewertungen
- 27 MW Steam Turbine Blade Failure Case HistoryDokument23 Seiten27 MW Steam Turbine Blade Failure Case HistoryPablo Scott100% (1)
- 4-Spalling Investigation of Connecting RodDokument10 Seiten4-Spalling Investigation of Connecting RodHakimNoch keine Bewertungen
- 1 Exemplary Technical Report 2012 PDFDokument99 Seiten1 Exemplary Technical Report 2012 PDFMKPashaPashaNoch keine Bewertungen
- 1 Exemplary Technical Report 2012Dokument99 Seiten1 Exemplary Technical Report 2012MKPashaPashaNoch keine Bewertungen
- Failure Analysis of Coal Pulverizer Mill PDFDokument12 SeitenFailure Analysis of Coal Pulverizer Mill PDFHendraNoch keine Bewertungen
- Failure Analysis of Twin Screw Extruder Shaft: Technicalarticle-Peer-ReviewedDokument8 SeitenFailure Analysis of Twin Screw Extruder Shaft: Technicalarticle-Peer-ReviewedluisNoch keine Bewertungen
- Coke Drum Anchor Bolt FailuresDokument7 SeitenCoke Drum Anchor Bolt FailuresmirekwaznyNoch keine Bewertungen
- Propeller CrackDokument22 SeitenPropeller CrackArdhika Hermigo100% (1)
- Engineering Failure Analysis: Xiao-Lei Xu, Zhi-Wei YuDokument11 SeitenEngineering Failure Analysis: Xiao-Lei Xu, Zhi-Wei YusobhanNoch keine Bewertungen
- Crankshaft Failure Due To Fatigue-ADokument7 SeitenCrankshaft Failure Due To Fatigue-Aaschutsehay0123Noch keine Bewertungen
- Report Gundriling AAMAstakhovDokument27 SeitenReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- Method Statement For Field Erection Storage TanksDokument29 SeitenMethod Statement For Field Erection Storage TanksTee Klong Rung100% (1)
- Failure Analysis of A Leak Off Oil Pipe From Injection Valves of An Off Shore Operating Diesel Engine - 2007 - Engineering Failure Analysis PDFDokument13 SeitenFailure Analysis of A Leak Off Oil Pipe From Injection Valves of An Off Shore Operating Diesel Engine - 2007 - Engineering Failure Analysis PDFAPINoch keine Bewertungen
- M2010051in-Mcb - Rolling Suggestions PDFDokument42 SeitenM2010051in-Mcb - Rolling Suggestions PDFthaivinhtuyNoch keine Bewertungen
- Paper Falla Por FluenciaDokument8 SeitenPaper Falla Por FluenciaJuan Diego Ospina FlorezNoch keine Bewertungen
- Failure Analysis On Diesel-Engine Valve SpringsDokument7 SeitenFailure Analysis On Diesel-Engine Valve SpringsReza FebriNoch keine Bewertungen
- Measurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CraneDokument6 SeitenMeasurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CranePaul Lucian Ventel100% (5)
- Engineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunDokument10 SeitenEngineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunBima SorayaNoch keine Bewertungen
- Analysis of Process Fan Failure & Bearing Housing Case - StudyDokument16 SeitenAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Construction File Jet GroutingDokument38 SeitenConstruction File Jet GroutingCarlos Manuel Alvarez Nogueira0% (1)
- Operational Evaluation of Piston Ring WearDokument10 SeitenOperational Evaluation of Piston Ring WearDarmawan PutrantoNoch keine Bewertungen
- Solid Particle Erosion and Mechanical DamageDokument5 SeitenSolid Particle Erosion and Mechanical DamageCarlos ToscanoNoch keine Bewertungen
- Failure Analysis: Integrally Geared Compressor Cracked ImpellerDokument35 SeitenFailure Analysis: Integrally Geared Compressor Cracked ImpellerAbdulrahman AlkhowaiterNoch keine Bewertungen
- Engine Base & BlockDokument47 SeitenEngine Base & Blockkr_abhijeet7235658750% (2)
- Failure Analysis of A 1990 Mazda Miata Crankshaft and Timing Pulley BoltDokument12 SeitenFailure Analysis of A 1990 Mazda Miata Crankshaft and Timing Pulley BoltKhan Mohammed Ameen Mohammed SageerNoch keine Bewertungen
- 72 50 02Dokument6 Seiten72 50 02alvaro lemosNoch keine Bewertungen
- Studyof Frequent Failuresof Pressure Rollerat Sinter Plant PGDokument20 SeitenStudyof Frequent Failuresof Pressure Rollerat Sinter Plant PGJoão PedroNoch keine Bewertungen
- SL98-356 B&W Service LetterDokument14 SeitenSL98-356 B&W Service LetterkamalNoch keine Bewertungen
- Pump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityDokument56 SeitenPump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityKim Howard CastilloNoch keine Bewertungen
- Soft Torque System (Paper) - OME Paper 112Dokument18 SeitenSoft Torque System (Paper) - OME Paper 112Odion Ikhajiagbe100% (1)
- PoleAttachmentCracking MooreDokument8 SeitenPoleAttachmentCracking MooreSirish ShresthaNoch keine Bewertungen
- Class 2 OralsDokument26 SeitenClass 2 Oralssahilpawar100% (1)
- Checklist RigDokument104 SeitenChecklist RigKiryaki Francis100% (2)
- Bearing InspectionDokument20 SeitenBearing InspectionMoustapha SeyeNoch keine Bewertungen
- B&W S60MC M.E Ahead and Astern Changing Function InabilityDokument3 SeitenB&W S60MC M.E Ahead and Astern Changing Function InabilityRani NoumanNoch keine Bewertungen
- Failure Analysis of Air Cooled Conden 2014 Case Studies in Engineering FailuDokument7 SeitenFailure Analysis of Air Cooled Conden 2014 Case Studies in Engineering FailuMeccbellNoch keine Bewertungen
- GRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsDokument11 SeitenGRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsSilvaNoch keine Bewertungen
- Design and Optimization of Crankpin - A ReviewDokument7 SeitenDesign and Optimization of Crankpin - A ReviewMaiman LatoNoch keine Bewertungen
- Premature Bearing FailuresDokument21 SeitenPremature Bearing FailuresArup Das100% (1)
- The Effect of Rotor Blade Thickness and Surface Finish On The Erformance of A Small Axial Flow TurbineDokument16 SeitenThe Effect of Rotor Blade Thickness and Surface Finish On The Erformance of A Small Axial Flow TurbinePeter IjaramendiNoch keine Bewertungen
- Coal Mine Modeling Problem 2020Dokument14 SeitenCoal Mine Modeling Problem 2020Harold Leòn CadenasNoch keine Bewertungen
- RTA-46 Cracks in ColumnDokument12 SeitenRTA-46 Cracks in ColumnCatalin CataNoch keine Bewertungen
- 501 F Rotor OverhaulDokument3 Seiten501 F Rotor OverhaulmacrespoNoch keine Bewertungen
- Failure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-ReviewedDokument7 SeitenFailure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-RevieweddouglasncamiloNoch keine Bewertungen
- Calciner Coal PfisterDokument12 SeitenCalciner Coal Pfistermalek.anas.omar2022Noch keine Bewertungen
- Lectura Problemas de CTDokument19 SeitenLectura Problemas de CTAlexVillagómezJacomeNoch keine Bewertungen
- Gluzman - Turbine Bearing Wiped On CoastdownDokument18 SeitenGluzman - Turbine Bearing Wiped On CoastdownArzu AkarNoch keine Bewertungen
- API-653 Tank Inspection Sample ReportDokument19 SeitenAPI-653 Tank Inspection Sample Reportツ ツ93% (15)
- Roaster Bed Fusion After Power FailureDokument2 SeitenRoaster Bed Fusion After Power FailureJyesthaNoch keine Bewertungen
- HSM - Gamma Ray Measuring House Bearing FailureDokument6 SeitenHSM - Gamma Ray Measuring House Bearing FailureJyesthaNoch keine Bewertungen
- Right Steps To World Class ManufacturingDokument13 SeitenRight Steps To World Class ManufacturingJyesthaNoch keine Bewertungen
- HGP - Field TrippingDokument2 SeitenHGP - Field TrippingJyesthaNoch keine Bewertungen
- ZINC Plant AnimationDokument10 SeitenZINC Plant AnimationJyesthaNoch keine Bewertungen
- FP IgniterDokument13 SeitenFP IgniterDavid AlexanderNoch keine Bewertungen
- Summer Training ProgramDokument21 SeitenSummer Training ProgramAyan BorgohainNoch keine Bewertungen
- C Rollway PDFDokument16 SeitenC Rollway PDFoxonoerNoch keine Bewertungen
- Comparative Cost Analysis - MechanicalDokument1 SeiteComparative Cost Analysis - MechanicalRayley Daven SusiNoch keine Bewertungen
- Grand Vitara 2010Dokument191 SeitenGrand Vitara 2010Fernando OrtizNoch keine Bewertungen
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsDokument8 SeitenDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesNoch keine Bewertungen
- Iveco Daily Euto 4 Repair Manual Mechanical Electric and Electronic 2006 2009Dokument20 SeitenIveco Daily Euto 4 Repair Manual Mechanical Electric and Electronic 2006 2009marcia100% (46)
- A Seminar Report On Water Cooled ChillerDokument15 SeitenA Seminar Report On Water Cooled ChillerSudip Sharma100% (3)
- Cat Needle Valve11Dokument13 SeitenCat Needle Valve11Nilesh MistryNoch keine Bewertungen
- Safety in Welding and CuttingDokument33 SeitenSafety in Welding and CuttingBhavya ShuklaNoch keine Bewertungen
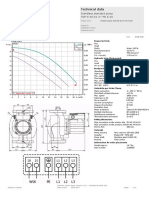
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Dokument1 SeiteBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNoch keine Bewertungen
- HMC 080Dokument12 SeitenHMC 080Mohamed ElmakkyNoch keine Bewertungen
- 2.3.2 TensileTesting SIMDokument4 Seiten2.3.2 TensileTesting SIMRaymond NguyenNoch keine Bewertungen
- Flexible Grouted ClampDokument14 SeitenFlexible Grouted ClampMiroslav AleksicNoch keine Bewertungen
- Blowout PreventerDokument8 SeitenBlowout PreventerLaminus DZNoch keine Bewertungen
- EG1109 Lectures 10-12Dokument61 SeitenEG1109 Lectures 10-12Steven KuaNoch keine Bewertungen
- Spun PilesDokument2 SeitenSpun Pileshoetapea100% (1)
- Exercise # 1.1Dokument1 SeiteExercise # 1.1iamniczdejzNoch keine Bewertungen
- Operacion de Sistemas Power Shift - D4EDokument6 SeitenOperacion de Sistemas Power Shift - D4ERenato LicettiNoch keine Bewertungen
- Pump ListDokument20 SeitenPump ListPHAM PHI HUNG100% (1)
- 2017 Book MechanicsAndThermodynamics PDFDokument459 Seiten2017 Book MechanicsAndThermodynamics PDFLuis Muñoz Riquelme100% (1)
- Planer (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerDokument3 SeitenPlaner (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerPedro Alfonso PerezNoch keine Bewertungen
- CO2 Storage Tank Product Manual Ws PDFDokument34 SeitenCO2 Storage Tank Product Manual Ws PDFrafik1995Noch keine Bewertungen
- AOS Voltex Hybrid Electric Heat Pump English CANXE50004 - 1015Dokument2 SeitenAOS Voltex Hybrid Electric Heat Pump English CANXE50004 - 1015Pat AuffretNoch keine Bewertungen
- GPG216 Energy Saving in The Filtration and Drying of Compressed AirDokument31 SeitenGPG216 Energy Saving in The Filtration and Drying of Compressed AirIppiNoch keine Bewertungen
- SLC-D Cyclone PreheaterDokument55 SeitenSLC-D Cyclone PreheaterAdnan Nawaz100% (2)
- NPCP Chapter 6Dokument6 SeitenNPCP Chapter 6Cristian OmacNoch keine Bewertungen
- Ficha Cat Excavadorahidraulica 324DLDokument32 SeitenFicha Cat Excavadorahidraulica 324DLAnthony Arturo Mestiza SalinasNoch keine Bewertungen
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDokument1 SeiteField Welding Inspection Checklist: Wisconsin Department of TransportationDele TedNoch keine Bewertungen