Das könnte Ihnen auch gefallen
- Fundamentals and Practices in Colouration of Textiles PDFDokument433 SeitenFundamentals and Practices in Colouration of Textiles PDFRajesh Dwivedi100% (1)
- Fundamentals and Practices in Colouration of Textiles PDFDokument433 SeitenFundamentals and Practices in Colouration of Textiles PDFRajesh Dwivedi100% (1)
- C840 373465-1 PDFDokument18 SeitenC840 373465-1 PDFEsteban Mora100% (1)
- Leading Lines, Body Contours, and MainframeDokument8 SeitenLeading Lines, Body Contours, and MainframeJustin MagnanaoNoch keine Bewertungen
- International British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchievedDokument8 SeitenInternational British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchieveddpnairNoch keine Bewertungen
- Technical Textile in MarineDokument23 SeitenTechnical Textile in MarineRajesh Dwivedi100% (1)
- SPCDokument62 SeitenSPCRajesh DwivediNoch keine Bewertungen
- Think Big SummaryDokument2 SeitenThink Big Summaryyouandi news86% (7)
- Give The Devil His Due by Sheldon EmryDokument89 SeitenGive The Devil His Due by Sheldon Emrybadhabit100% (1)
- Basic CAGED Guitar ChordsDokument2 SeitenBasic CAGED Guitar ChordsRUDY792Noch keine Bewertungen
- The New World Order: in Their Own Words & in The Bible (HISTORY OF FREEMASONS EXPOSED)Dokument16 SeitenThe New World Order: in Their Own Words & in The Bible (HISTORY OF FREEMASONS EXPOSED)treadingserpents100% (2)
- Textile Finishing: Recent Developments and Future TrendsVon EverandTextile Finishing: Recent Developments and Future TrendsNoch keine Bewertungen
- Textile FibersDokument70 SeitenTextile FibersspringstarNoch keine Bewertungen
- 3D FabricDokument17 Seiten3D FabricFaizan ShaikhNoch keine Bewertungen
- Moisture Management of TextilesDokument8 SeitenMoisture Management of TextilesMohammed Atiqul Hoque Chowdhury100% (1)
- By Sunil Talekar, Student handout-SOFT - PuneDokument20 SeitenBy Sunil Talekar, Student handout-SOFT - PuneRoohi VermaNoch keine Bewertungen
- Dyeing, Printing 2Dokument15 SeitenDyeing, Printing 2Sahadat Hossen100% (1)
- Warp KnittingDokument117 SeitenWarp KnittingRanil FernandoNoch keine Bewertungen
- YARN and ITS ConstructionDokument11 SeitenYARN and ITS Constructionreshma_alexanderNoch keine Bewertungen
- Requirement For Fiber Forming PolymerDokument4 SeitenRequirement For Fiber Forming PolymerSuyash Manmohan100% (3)
- Technical Knitted Fabric StructuresDokument32 SeitenTechnical Knitted Fabric StructuresSujit GulhaneNoch keine Bewertungen
- Clothing ComfortDokument14 SeitenClothing ComfortVenkatesh BairabathinaNoch keine Bewertungen
- SportswearDokument43 SeitenSportswearvivek jangraNoch keine Bewertungen
- Different Types of Knitted FabricsDokument11 SeitenDifferent Types of Knitted FabricsDevashish BakshiNoch keine Bewertungen
- Printed TextilesDokument10 SeitenPrinted TextilesManasi PatilNoch keine Bewertungen
- Advanced Textile Design (1913)Dokument488 SeitenAdvanced Textile Design (1913)Patrick MackNoch keine Bewertungen
- Introd TextileDokument25 SeitenIntrod TextileNila Kumar SinghaNoch keine Bewertungen
- Textile Testing - IIDokument1 SeiteTextile Testing - IIMohammad Vaseem Chavhan0% (1)
- Knitting LectureDokument8 SeitenKnitting LectureTextile AcademiaNoch keine Bewertungen
- Types of ZipperDokument1 SeiteTypes of Zippersakshi ranadeNoch keine Bewertungen
- Weft Knitting PDFDokument93 SeitenWeft Knitting PDFGhilles DedeNoch keine Bewertungen
- CuadriculaDokument3 SeitenCuadriculaEdison OrtizNoch keine Bewertungen
- Menswear Size Charts: Tops, Knitwear, Casual Jackets and ShirtsDokument2 SeitenMenswear Size Charts: Tops, Knitwear, Casual Jackets and ShirtsparthabhiNoch keine Bewertungen
- Lectra Fashion Brochure - pdf898Dokument8 SeitenLectra Fashion Brochure - pdf898Kanti ModhwadiaNoch keine Bewertungen
- NPTEL - Textile Engineering - High Performance and Specialty FibresDokument5 SeitenNPTEL - Textile Engineering - High Performance and Specialty FibresbheenwaramNoch keine Bewertungen
- Smart Textiles and Their ApplicationsDokument10 SeitenSmart Textiles and Their ApplicationsMuhammad AdeelNoch keine Bewertungen
- The Direction of Fashion Change 1Dokument19 SeitenThe Direction of Fashion Change 1Ratul HasanNoch keine Bewertungen
- Measurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaDokument7 SeitenMeasurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNoch keine Bewertungen
- Dimensions of ColourDokument15 SeitenDimensions of ColourSanket KaleNoch keine Bewertungen
- Textile Design Lecture 3Dokument15 SeitenTextile Design Lecture 3Muhammad Usama WaseemNoch keine Bewertungen
- Seamless TechnologyDokument6 SeitenSeamless TechnologyBéchir Azzouz100% (1)
- Spandex Lycra Cotton Heat UsesDokument34 SeitenSpandex Lycra Cotton Heat UsesarkcgemNoch keine Bewertungen
- Elastane FabricDokument8 SeitenElastane FabricMaria MirandaNoch keine Bewertungen
- Fabric StudiesDokument16 SeitenFabric StudiesSrinivas DekondaNoch keine Bewertungen
- Fabric Testing - ThicknessDokument5 SeitenFabric Testing - ThicknessTarang Mathur100% (1)
- 161, Group 1, ThesisDokument9 Seiten161, Group 1, ThesisJahid HasanNoch keine Bewertungen
- F Ancy Yarn Production: Chapters 2 3Dokument19 SeitenF Ancy Yarn Production: Chapters 2 3TKK-TEXTILE PSG CT100% (1)
- Smart FabricsDokument16 SeitenSmart FabricsVenkatesh Malpani100% (1)
- PROTECH Protective TextilesDokument29 SeitenPROTECH Protective TextilesAneesha Panda0% (1)
- Online Control of Knitted Fabric QualityDokument10 SeitenOnline Control of Knitted Fabric QualityRAHUL16398Noch keine Bewertungen
- Syllabus Nift TirupurDokument33 SeitenSyllabus Nift TirupurLiyakath AliNoch keine Bewertungen
- Lappet & Swivel FabricDokument14 SeitenLappet & Swivel FabricEstihak Bhuiyan Efti100% (1)
- Spacer FabricDokument6 SeitenSpacer FabricAnonymous 1pZlqV100% (1)
- Colour and Weave EffectDokument15 SeitenColour and Weave EffectAvishek ChandaNoch keine Bewertungen
- Advances in Weaving Technol...Dokument9 SeitenAdvances in Weaving Technol...Fabric Club100% (1)
- Iec College of Art & Fashion: Surface OrnamentationDokument13 SeitenIec College of Art & Fashion: Surface OrnamentationMahek AgrawalNoch keine Bewertungen
- Fiber PropertiesDokument13 SeitenFiber PropertiesTrevor BiddNoch keine Bewertungen
- Spinning PDFDokument199 SeitenSpinning PDFNgọc Bảo NguyễnNoch keine Bewertungen
- Jute ProcessingDokument7 SeitenJute Processingtulika_ajwaniNoch keine Bewertungen
- Part One: Fabric Estimation For Pattern CuttingDokument10 SeitenPart One: Fabric Estimation For Pattern CuttingCaleb MukaviNoch keine Bewertungen
- Home Assignment Module 3Dokument6 SeitenHome Assignment Module 3Muskan KohliNoch keine Bewertungen
- Basic Terminologies For Fabric KnittingDokument3 SeitenBasic Terminologies For Fabric KnittingVasant Kothari100% (2)
- Textilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of RayoDokument4 SeitenTextilelearner - Blogspot.ca-Rayon Fiber Characteristics of Rayon Fiber Manufacturing Process of Viscose Rayon End Uses of Rayolyouf100% (1)
- Breathable GarmentsDokument7 SeitenBreathable Garmentsmarikaki12Noch keine Bewertungen
- Cloth Design TheoryDokument73 SeitenCloth Design TheoryBhayani50% (2)
- TRR Stud PresDokument19 SeitenTRR Stud PresRajesh DwivediNoch keine Bewertungen
- Project Report Vinay PresentationDokument47 SeitenProject Report Vinay PresentationRajesh DwivediNoch keine Bewertungen
- Single Cloth Construction: Chapter One General Knowledge On Woven FabricDokument8 SeitenSingle Cloth Construction: Chapter One General Knowledge On Woven FabricRajesh DwivediNoch keine Bewertungen
- ControlDokument1 SeiteControlRajesh DwivediNoch keine Bewertungen
- Fabric Lean Brochure Rev 3 ADokument10 SeitenFabric Lean Brochure Rev 3 AMurray BookchinNoch keine Bewertungen
- New Technology PresDokument28 SeitenNew Technology PresRajesh DwivediNoch keine Bewertungen
- Disposable Medical Textiles by Nazneen SurtiDokument27 SeitenDisposable Medical Textiles by Nazneen SurtiRajesh DwivediNoch keine Bewertungen
- Be210 Slides Wa3Dokument4 SeitenBe210 Slides Wa3Rajesh DwivediNoch keine Bewertungen
- Stat RecapDokument23 SeitenStat RecapRajesh DwivediNoch keine Bewertungen
- MKB Cash Pash MohairDokument40 SeitenMKB Cash Pash MohairRajesh DwivediNoch keine Bewertungen
- Project PresentationDokument24 SeitenProject PresentationRajesh DwivediNoch keine Bewertungen
- Continous DistributionDokument23 SeitenContinous DistributionRajesh DwivediNoch keine Bewertungen
- Use of Software in Textile: Jawaharlal Drda Institute of Engineering and Technology, YavatmalDokument8 SeitenUse of Software in Textile: Jawaharlal Drda Institute of Engineering and Technology, YavatmalRajesh Dwivedi100% (1)
- Six SigmaDokument20 SeitenSix SigmaRajesh DwivediNoch keine Bewertungen
- 3-2-1 Twill Weave DerivativesDokument12 Seiten3-2-1 Twill Weave DerivativesRajesh DwivediNoch keine Bewertungen
- Normal DistributionDokument21 SeitenNormal DistributionRajesh DwivediNoch keine Bewertungen
- Basic 2Dokument74 SeitenBasic 2Rajesh DwivediNoch keine Bewertungen
- Chi Square TestDokument26 SeitenChi Square TestRajesh DwivediNoch keine Bewertungen
- Enterprise Resource Planning in Apparel IndustryDokument16 SeitenEnterprise Resource Planning in Apparel IndustryRajesh DwivediNoch keine Bewertungen
- SynopsisDokument31 SeitenSynopsisRajesh DwivediNoch keine Bewertungen
- Paramesh SeminarDokument30 SeitenParamesh SeminarRajesh DwivediNoch keine Bewertungen
- Praju&AvantiDokument20 SeitenPraju&AvantiRajesh DwivediNoch keine Bewertungen
- SimulationDokument61 SeitenSimulationRajesh DwivediNoch keine Bewertungen
- RatanDokument13 SeitenRatanRajesh DwivediNoch keine Bewertungen
- ProbabilityDokument62 SeitenProbabilityRajesh Dwivedi100% (1)
- Amit FinalDokument23 SeitenAmit FinalRajesh DwivediNoch keine Bewertungen
- Travel Guide - Hanoi CapitalDokument73 SeitenTravel Guide - Hanoi CapitalQuỳnh VũNoch keine Bewertungen
- Fawzy Christine Major Paper Amma SyncleticaDokument17 SeitenFawzy Christine Major Paper Amma SyncleticaChristeen Fawzy GeorgeNoch keine Bewertungen
- A Midsummer Night - S DreamDokument5 SeitenA Midsummer Night - S DreamLivia Elena100% (1)
- Stiffnesstester 170122185612Dokument20 SeitenStiffnesstester 170122185612Santhosh KumarNoch keine Bewertungen
- Papango Eng Amer LittDokument26 SeitenPapango Eng Amer LittReden OriolaNoch keine Bewertungen
- Allretailamended 160405122419Dokument97 SeitenAllretailamended 160405122419LabdhiNoch keine Bewertungen
- To Japanese #4 To Japanese Writing: Lesson NotesDokument4 SeitenTo Japanese #4 To Japanese Writing: Lesson NotesKenzie DoctoleroNoch keine Bewertungen
- Angela Manalang Gloria's To The Man I MarriedDokument4 SeitenAngela Manalang Gloria's To The Man I MarriedMARY ANN ILLANANoch keine Bewertungen
- Case Study Zoo Zoo 2009Dokument7 SeitenCase Study Zoo Zoo 2009Neha100% (3)
- MAPEH Grade 7 2nd PeriodDokument2 SeitenMAPEH Grade 7 2nd PeriodKim Borja MondejarNoch keine Bewertungen
- FORM AND STR. OF SPATIAL IMAGE-PERCEPTUAL PRO. BETWEEN MAN AND SPACE - THE DIGITAL NATURE OF GOTHIC - Mustafa Dallı - 208355209Dokument33 SeitenFORM AND STR. OF SPATIAL IMAGE-PERCEPTUAL PRO. BETWEEN MAN AND SPACE - THE DIGITAL NATURE OF GOTHIC - Mustafa Dallı - 208355209mustafa dallıNoch keine Bewertungen
- A. Bonifacio Integrated School Supplemental Activities in Science 7 Second Quarter Week 1Dokument3 SeitenA. Bonifacio Integrated School Supplemental Activities in Science 7 Second Quarter Week 1Rose Ann ChavezNoch keine Bewertungen
- Jamstix ManualDokument58 SeitenJamstix ManualmrnogoodNoch keine Bewertungen
- 0520 w17 QP 12Dokument12 Seiten0520 w17 QP 12Nofiani Annisa RosifaNoch keine Bewertungen
- The Merchant's Tale EssayDokument8 SeitenThe Merchant's Tale EssayRosa Morey RodriguezNoch keine Bewertungen
- Aathinaathan ValamadalDokument22 SeitenAathinaathan ValamadalRagupathi VasanthNoch keine Bewertungen
- Project 1: Semester September 2017Dokument51 SeitenProject 1: Semester September 2017Miauriz RizNoch keine Bewertungen
- Good Attention-Grabbers For Autobiographical Narrative: Introduce A ProblemDokument7 SeitenGood Attention-Grabbers For Autobiographical Narrative: Introduce A ProblemDhamma_StorehouseNoch keine Bewertungen
- Tiles BriefingDokument13 SeitenTiles BriefingBishad UpadhyayaNoch keine Bewertungen
- Vcop Pyramids 1Dokument6 SeitenVcop Pyramids 1Haslina ZakariaNoch keine Bewertungen
- The Awakening of Malcom X by Ilyasah Shabazz and Tiffany D. Jackson (Excerpt)Dokument59 SeitenThe Awakening of Malcom X by Ilyasah Shabazz and Tiffany D. Jackson (Excerpt)Macmillan KidsNoch keine Bewertungen
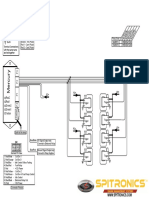
- 8cyl 8coil Ext PDFDokument1 Seite8cyl 8coil Ext PDFwallyNoch keine Bewertungen
- Ficha de Trabalho Comparative and Superlative CorrectionDokument2 SeitenFicha de Trabalho Comparative and Superlative CorrectionPaula LagoNoch keine Bewertungen
- Video Ac PDFDokument56 SeitenVideo Ac PDFIvanIvicNoch keine Bewertungen
- "Approach Strong Deliveress! From George Crumb's Apparition - A Case Study in Analysis and Performance of Post-Tonal MusicDokument21 Seiten"Approach Strong Deliveress! From George Crumb's Apparition - A Case Study in Analysis and Performance of Post-Tonal MusicAlexNoch keine Bewertungen