Das könnte Ihnen auch gefallen
- The Pursuit of Destiny: A History of Prediction, by Paul HalpernDokument276 SeitenThe Pursuit of Destiny: A History of Prediction, by Paul HalpernAlyssa Goodman100% (3)
- Quiz 1 Statistics - CourseraDokument1 SeiteQuiz 1 Statistics - CourseraJavier P. BarreraNoch keine Bewertungen
- Directions: For Each of The Following Situations, Determine Which Planning Activity TheDokument2 SeitenDirections: For Each of The Following Situations, Determine Which Planning Activity TheJaeshaune Perkins100% (1)
- AssignmentDokument9 SeitenAssignmentPrasanth Talluri40% (5)
- Flooded CondensersDokument13 SeitenFlooded Condensersstreamt100% (1)
- A Comprehensive Program For Calculation of Flame Radiation LevelsDokument6 SeitenA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniNoch keine Bewertungen
- How To Design Overhead Condensing SystemsDokument7 SeitenHow To Design Overhead Condensing Systemsstudyendless100% (1)
- Guide To Material SelectionDokument53 SeitenGuide To Material SelectionM Scott Green100% (4)
- A I Che Weir Loading SPR 2009Dokument13 SeitenA I Che Weir Loading SPR 2009mehul10941Noch keine Bewertungen
- Column-Base and Arrangements: ReboilerDokument27 SeitenColumn-Base and Arrangements: ReboilerPacyfik Kameron100% (1)
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDokument8 SeitenKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNoch keine Bewertungen
- Reboilers PDFDokument0 SeitenReboilers PDFtpchoNoch keine Bewertungen
- Design of Valve TrayDokument4 SeitenDesign of Valve TrayVirendra BhagatNoch keine Bewertungen
- Introduction To Reboiler DesignDokument3 SeitenIntroduction To Reboiler Design1940LaSalleNoch keine Bewertungen
- 1 Reboilers TypesDokument5 Seiten1 Reboilers TypesIvan Ruben Capuñay IzquierdoNoch keine Bewertungen
- Distillation Tray Types Operation TRBSHTDokument38 SeitenDistillation Tray Types Operation TRBSHTGary JonesNoch keine Bewertungen
- Condenser - Valuable Book PDFDokument6 SeitenCondenser - Valuable Book PDFRajesh OwaiyarNoch keine Bewertungen
- IFP Materials PDFDokument65 SeitenIFP Materials PDFProcess EngineerNoch keine Bewertungen
- Distillation - Diagnosing Instabilities in The Column OverheadDokument4 SeitenDistillation - Diagnosing Instabilities in The Column OverheadRafaelNoch keine Bewertungen
- Multipass Tray DesignDokument12 SeitenMultipass Tray DesignAyoun Ul HaqueNoch keine Bewertungen
- Two Reboiler Simultaneously RunDokument16 SeitenTwo Reboiler Simultaneously RunteddyNoch keine Bewertungen
- Heat Exchanger PerformanceDokument6 SeitenHeat Exchanger Performanceramadoss_alwar7307Noch keine Bewertungen
- 10 - Distillation Revamp Pitfalls To AvoidDokument8 Seiten10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioNoch keine Bewertungen
- Catalyst Circulation in Pressure BalanceDokument2 SeitenCatalyst Circulation in Pressure Balancesaleh4060Noch keine Bewertungen
- Thermosiphon ReboilersDokument3 SeitenThermosiphon ReboilersMuhammadNoch keine Bewertungen
- Trol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsDokument14 SeitenTrol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsRimeli RoychoudhuryNoch keine Bewertungen
- Reboiler and VaporiserDokument56 SeitenReboiler and Vaporiserjihad jamareiNoch keine Bewertungen
- Tray Distillation ColumnsDokument27 SeitenTray Distillation ColumnsRajeshkumar Elango0% (1)
- Reboiler Case StudyDokument6 SeitenReboiler Case StudyamlhrdsNoch keine Bewertungen
- Seleccion de EbullidoresDokument5 SeitenSeleccion de EbullidoresDaniela Jurado100% (2)
- Design For Sieve Plate ColumnDokument7 SeitenDesign For Sieve Plate ColumnAyushi Jain100% (1)
- Energy Systems Presentation MaterialDokument208 SeitenEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleNoch keine Bewertungen
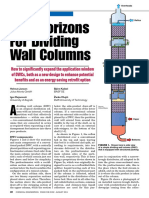
- New Horizons For Dividing Wall ColumnsDokument9 SeitenNew Horizons For Dividing Wall ColumnsidmNoch keine Bewertungen
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDokument2 SeitenDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNoch keine Bewertungen
- Troubleshooting A C3 Splitter TowerDokument7 SeitenTroubleshooting A C3 Splitter TowerAhmed SeliemNoch keine Bewertungen
- Recover Heat From Waste Inciniration PDFDokument4 SeitenRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- Specifying Shell and Tube Heat ExchangersDokument10 SeitenSpecifying Shell and Tube Heat ExchangersMicheal BrooksNoch keine Bewertungen
- Stripping Notes PDFDokument28 SeitenStripping Notes PDFnimi khalidNoch keine Bewertungen
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDokument9 SeitenXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNoch keine Bewertungen
- Extractive Distillation PDFDokument12 SeitenExtractive Distillation PDFROHAN PATILNoch keine Bewertungen
- Vertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyDokument9 SeitenVertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyPuskar GuptaNoch keine Bewertungen
- Vacuum Distillation in Petroleum RefineryDokument3 SeitenVacuum Distillation in Petroleum RefineryAdelmo FilhoNoch keine Bewertungen
- Baffle TrayDokument1 SeiteBaffle TrayAdeel ArifNoch keine Bewertungen
- CEeNews2 04Dokument6 SeitenCEeNews2 04Antonio MezzopreteNoch keine Bewertungen
- Continuous Distillation: Navigation SearchDokument9 SeitenContinuous Distillation: Navigation SearchSunil ShaNoch keine Bewertungen
- IMTPDokument16 SeitenIMTPDHAVALESH AMNoch keine Bewertungen
- Design of Distillation TraysDokument25 SeitenDesign of Distillation Trayssatishchemeng100% (8)
- ED ProcessDokument9 SeitenED ProcesskhanasifalamNoch keine Bewertungen
- What Caused Tower Malfunctions in The Last 50 Years-Henry KisterDokument22 SeitenWhat Caused Tower Malfunctions in The Last 50 Years-Henry KisterrakeshNoch keine Bewertungen
- Select Best Model Two-Phase Relief Sizing: The ForDokument9 SeitenSelect Best Model Two-Phase Relief Sizing: The ForjowarNoch keine Bewertungen
- Types of Plate and Their ApplicationDokument5 SeitenTypes of Plate and Their ApplicationHuda ShahNoch keine Bewertungen
- Absorption ColumnsDokument55 SeitenAbsorption ColumnsHuzefa CalcuttawalaNoch keine Bewertungen
- Tower Line Size Criteria PDFDokument1 SeiteTower Line Size Criteria PDFBurhanNoch keine Bewertungen
- DistillationDokument7 SeitenDistillationAbdus Saboor KhalidNoch keine Bewertungen
- Location of Reboiler Return Inlet Nozzle in ColumnDokument10 SeitenLocation of Reboiler Return Inlet Nozzle in Columnxaaabbb_550464353Noch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Statistics for Process Control Engineers: A Practical ApproachVon EverandStatistics for Process Control Engineers: A Practical ApproachNoch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Von EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Noch keine Bewertungen
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsVon EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsBewertung: 5 von 5 Sternen5/5 (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Von EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Noch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Von EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Bewertung: 5 von 5 Sternen5/5 (1)
- Cetane Improvement in Diesel HydrotreatingDokument5 SeitenCetane Improvement in Diesel Hydrotreatingabhishek newarNoch keine Bewertungen
- Maximizing Utilization of Light Tight Oils Economics and Technology SolutionsDokument26 SeitenMaximizing Utilization of Light Tight Oils Economics and Technology SolutionsM Scott GreenNoch keine Bewertungen
- Bottom of The Barrel Conversion Larson KBC DCU FCCU RHU Galveston 2019Dokument24 SeitenBottom of The Barrel Conversion Larson KBC DCU FCCU RHU Galveston 2019M Scott Green100% (1)
- Guidelines On FCC Fractionator Bottoms System Rev2Dokument5 SeitenGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenNoch keine Bewertungen
- G16B 42A UKver2 VacuumDeaeratorDokument2 SeitenG16B 42A UKver2 VacuumDeaeratorM Scott GreenNoch keine Bewertungen
- Sizing Tank Blanketing Regulators Using Latest API 2000 7th Edition GuidelinesDokument10 SeitenSizing Tank Blanketing Regulators Using Latest API 2000 7th Edition GuidelinesM Scott GreenNoch keine Bewertungen
- Petroleum Fraction at Ion OverviewDokument35 SeitenPetroleum Fraction at Ion Overviewphobos2000Noch keine Bewertungen
- Eaton Gas Liquid Separator Applications PDFDokument1 SeiteEaton Gas Liquid Separator Applications PDFM Scott GreenNoch keine Bewertungen
- Ejector Verification MethodologyDokument3 SeitenEjector Verification MethodologyM Scott GreenNoch keine Bewertungen
- Upgrade of A Flare Network For A New Refinery Unit: France Chopinet, Neda Marčec-RahelićDokument12 SeitenUpgrade of A Flare Network For A New Refinery Unit: France Chopinet, Neda Marčec-RahelićAnoop LalwaniNoch keine Bewertungen
- Pressure Relief System DesignDokument6 SeitenPressure Relief System Designahsan8880% (1)
- 01 Script Hydrodynamic Layout PDFDokument0 Seiten01 Script Hydrodynamic Layout PDFMas Arman TewoNoch keine Bewertungen
- Atmospheric Distillation Process - Fundamental Concepts - No Appendexes - PDFDokument20 SeitenAtmospheric Distillation Process - Fundamental Concepts - No Appendexes - PDFCarlos Emilio Barba RiveraNoch keine Bewertungen
- Upgrade of A Flare Network For A New Refinery Unit: France Chopinet, Neda Marčec-RahelićDokument12 SeitenUpgrade of A Flare Network For A New Refinery Unit: France Chopinet, Neda Marčec-RahelićAnoop LalwaniNoch keine Bewertungen
- Soundspeed and Pipe Size DataDokument27 SeitenSoundspeed and Pipe Size DataAnonymous nHT1rzjmcNoch keine Bewertungen
- Specifying and Rating Fans (For Air Cooled Heat Exchangers), Glass J, Chemical Engineering, Mar 27 1978Dokument5 SeitenSpecifying and Rating Fans (For Air Cooled Heat Exchangers), Glass J, Chemical Engineering, Mar 27 1978M Scott GreenNoch keine Bewertungen
- VacTransferpaper PDFDokument5 SeitenVacTransferpaper PDFM Scott GreenNoch keine Bewertungen
- MSG-Intro To Pinch Technology PDFDokument46 SeitenMSG-Intro To Pinch Technology PDFM Scott GreenNoch keine Bewertungen
- TwoPhase Press Drop ReferencesDokument3 SeitenTwoPhase Press Drop ReferencesM Scott GreenNoch keine Bewertungen
- Critical FlowDokument8 SeitenCritical FlowM Scott GreenNoch keine Bewertungen
- Introduction To Pinch TechnologyDokument46 SeitenIntroduction To Pinch TechnologyM Scott GreenNoch keine Bewertungen
- H2SO4 vs. HF PDFDokument7 SeitenH2SO4 vs. HF PDFEman El DsoukyNoch keine Bewertungen
- Hot Vapor Bypass InfoDokument6 SeitenHot Vapor Bypass InfoM Scott GreenNoch keine Bewertungen
- Supercritical Fluids PSV SizingDokument5 SeitenSupercritical Fluids PSV SizingVikram Singh100% (5)
- AM 14 43 Tracking and Auditing Impact of New CrudesDokument25 SeitenAM 14 43 Tracking and Auditing Impact of New CrudesM Scott GreenNoch keine Bewertungen
- What Is Cloud Seeding and Did It Cause Dubai FloodingDokument5 SeitenWhat Is Cloud Seeding and Did It Cause Dubai FloodingproducaocpmNoch keine Bewertungen
- Forecast ConsumptionDokument11 SeitenForecast Consumptionshital9099Noch keine Bewertungen
- Spatial Economterics Using SMLEDokument29 SeitenSpatial Economterics Using SMLEEmerson RichardNoch keine Bewertungen
- Army Aviation Digest - Dec 1955Dokument48 SeitenArmy Aviation Digest - Dec 1955Aviation/Space History Library100% (1)
- Predicting EarthquakesDokument12 SeitenPredicting EarthquakesGauravMalhotraNoch keine Bewertungen
- YJforLM PDFDokument167 SeitenYJforLM PDFMelnicof DanyNoch keine Bewertungen
- PassagesDokument4 SeitenPassagesyounusNoch keine Bewertungen
- Times Leader 04-03-2012Dokument36 SeitenTimes Leader 04-03-2012The Times LeaderNoch keine Bewertungen
- Financial Forecasting For Strategic GrowthDokument3 SeitenFinancial Forecasting For Strategic GrowthSuzanne Soldevilla San Diego0% (2)
- The Importance of Statistics in Many Different FieldsDokument4 SeitenThe Importance of Statistics in Many Different FieldsGB Sawey-OgnayonNoch keine Bewertungen
- Fast Creek Is A City in South Central Saskatchewan LocatedDokument2 SeitenFast Creek Is A City in South Central Saskatchewan LocatedCharlotteNoch keine Bewertungen
- Test 2 English Language 9th GradeDokument4 SeitenTest 2 English Language 9th GradeТичер ЈасминаNoch keine Bewertungen
- Symbol Index PDFDokument577 SeitenSymbol Index PDFVujadin HekmatiarNoch keine Bewertungen
- USN Low Level Nav PDFDokument114 SeitenUSN Low Level Nav PDFKarl GrimesNoch keine Bewertungen
- Hydrometeorological Phenomena and HazardsDokument4 SeitenHydrometeorological Phenomena and HazardsDrichNoch keine Bewertungen
- TAYLOR - Momentum, Heat, and Vapor Fluxes - 2003Dokument7 SeitenTAYLOR - Momentum, Heat, and Vapor Fluxes - 2003Ricardo Sardinha LourençoNoch keine Bewertungen
- NWS Residual Stress Measurement in Dissimilar Welding JointDokument30 SeitenNWS Residual Stress Measurement in Dissimilar Welding JointHarshitkumarNoch keine Bewertungen
- bk9 8Dokument42 Seitenbk9 8Rahique ShuaibNoch keine Bewertungen
- An Investigation To Determine The Concentration of Sugar Inside Potato CellsDokument5 SeitenAn Investigation To Determine The Concentration of Sugar Inside Potato CellsAlex Tumilty100% (1)
- Unit 12 - Lesson B: Natural Disasters: Touchstone 2nd Edition - Language Summary - Level 3Dokument3 SeitenUnit 12 - Lesson B: Natural Disasters: Touchstone 2nd Edition - Language Summary - Level 3Janeth GuerreroNoch keine Bewertungen
- Advanced VocabularyDokument221 SeitenAdvanced VocabularySpring Hope100% (3)
- 2 - The Forecaster's Toolbox-ClassNotesDokument25 Seiten2 - The Forecaster's Toolbox-ClassNotesSushobhan DasNoch keine Bewertungen
- Mechanism: Atmospheric Pressure, Sometimes Also Called Barometric Pressure (After TheDokument7 SeitenMechanism: Atmospheric Pressure, Sometimes Also Called Barometric Pressure (After TheHargurNoch keine Bewertungen
- Toxic Release and Dispersion Model May 2017Dokument48 SeitenToxic Release and Dispersion Model May 2017QeseraReaNoch keine Bewertungen
- Vocabulary: Unit 20 Weather and The Environment A Choose The Correct WordDokument5 SeitenVocabulary: Unit 20 Weather and The Environment A Choose The Correct Wordoldhastonian50% (2)
- Weather Derivative ValuationDokument392 SeitenWeather Derivative ValuationDr. Mahuya BasuNoch keine Bewertungen