Das könnte Ihnen auch gefallen
- Studies On Thermosetting Resins - DR Akinsiku PDFDokument12 SeitenStudies On Thermosetting Resins - DR Akinsiku PDFGlory Usoro100% (1)
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975Von EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovBewertung: 5 von 5 Sternen5/5 (1)
- Effect PigmentsDokument10 SeitenEffect PigmentsGwen WalkerNoch keine Bewertungen
- Lecture 7 Foam TechnologyDokument31 SeitenLecture 7 Foam Technologygauravgarg115Noch keine Bewertungen
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDokument10 SeitenOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENANoch keine Bewertungen
- Basic Science For Students of Paint TechnologyDokument44 SeitenBasic Science For Students of Paint TechnologysondeadorNoch keine Bewertungen
- DriersDokument5 SeitenDriersAnimesh BhowmikNoch keine Bewertungen
- Barriers of Protections BrochureDokument8 SeitenBarriers of Protections BrochureJaime Rousseau TNoch keine Bewertungen
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDokument6 SeitenEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine Coatingsmuhammadzulkifli100% (1)
- Fundamentals of Waterborne Resin TechnologyDokument4 SeitenFundamentals of Waterborne Resin TechnologyvaducNoch keine Bewertungen
- Four Steps to Effective Pigment Dispersions: Starting from ScratchDokument5 SeitenFour Steps to Effective Pigment Dispersions: Starting from ScratchEyad AlsheiikhNoch keine Bewertungen
- Epoxy CuringDokument8 SeitenEpoxy CuringUrban Renewal Development100% (1)
- DIF-The Importance of Particel Sizing To The Coating IndustryDokument12 SeitenDIF-The Importance of Particel Sizing To The Coating IndustrykarameltobshyNoch keine Bewertungen
- PAI SpecialChem WebinarDokument20 SeitenPAI SpecialChem Webinars0n1907Noch keine Bewertungen
- Coating Technology HandbookDokument4 SeitenCoating Technology HandbookvaducNoch keine Bewertungen
- Food Additives Safety ReviewDokument701 SeitenFood Additives Safety Reviewkrupali1579Noch keine Bewertungen
- Chapter 8 EpoxiesDokument62 SeitenChapter 8 Epoxiesaslı aslanNoch keine Bewertungen
- PDF 7Dokument3 SeitenPDF 7nutomyuiNoch keine Bewertungen
- Jan 2010 Oxylink Updated Sales Presentation PDFDokument44 SeitenJan 2010 Oxylink Updated Sales Presentation PDFdainguyenlamNoch keine Bewertungen
- VOC Compliant 2K PUR Coatings in Low ... - Bayercoatings - deDokument32 SeitenVOC Compliant 2K PUR Coatings in Low ... - Bayercoatings - desriatul2006Noch keine Bewertungen
- Dow CatalogDokument44 SeitenDow Cataloguzzy2Noch keine Bewertungen
- Paten US8957127 - Liquid Glue Formulated With Acrylic Emulsions - Google PatenDokument4 SeitenPaten US8957127 - Liquid Glue Formulated With Acrylic Emulsions - Google PatenSepvan ValeriNoch keine Bewertungen
- Paints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetDokument45 SeitenPaints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetAbbas AliNoch keine Bewertungen
- The Properties of Resins Used For Varnishing and Retouching of Paintings Part3Dokument12 SeitenThe Properties of Resins Used For Varnishing and Retouching of Paintings Part3Jose E BatistaNoch keine Bewertungen
- Epoxy Curing Agents - Americas PDFDokument74 SeitenEpoxy Curing Agents - Americas PDFMuhammad FahadNoch keine Bewertungen
- 26-1208-01 Evolution of Silicon-Based Technology in CoatingsDokument10 Seiten26-1208-01 Evolution of Silicon-Based Technology in Coatingskreci1Noch keine Bewertungen
- ExtendersDokument33 SeitenExtenderssbttbsNoch keine Bewertungen
- 3 Binders For Eco FormulationsDokument80 Seiten3 Binders For Eco FormulationsCarolinaMaria Consonni100% (1)
- Standard Paint Specification LIVE v1.1 18.01.10Dokument3 SeitenStandard Paint Specification LIVE v1.1 18.01.10kyinNoch keine Bewertungen
- Curative CalculationDokument2 SeitenCurative Calculationamarghumatkar_466819Noch keine Bewertungen
- Increasing Sustainability of Industrial Coatings With Imerys Functional MineralsDokument28 SeitenIncreasing Sustainability of Industrial Coatings With Imerys Functional Mineralss0n1907Noch keine Bewertungen
- Link Paperchem DefoamerDokument2 SeitenLink Paperchem Defoameryudi permanaNoch keine Bewertungen
- Detergents and Surf Act Ants 2010Dokument50 SeitenDetergents and Surf Act Ants 2010Racha DaherNoch keine Bewertungen
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDokument20 SeitenPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- Acelerated Corrosion Testiog of Maintenance PartsDokument10 SeitenAcelerated Corrosion Testiog of Maintenance Partsnikopigni2100% (1)
- Calculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Dokument22 SeitenCalculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Naresh KumarNoch keine Bewertungen
- Performance Coatings - Greenheck FansDokument12 SeitenPerformance Coatings - Greenheck Fansprsum_572100% (1)
- JEFFAMINE® Polyetheramines BrochureDokument10 SeitenJEFFAMINE® Polyetheramines BrochureVictor LopezNoch keine Bewertungen
- Marine Paint Guide Coverage EstimatesDokument6 SeitenMarine Paint Guide Coverage EstimatesTanmay GorNoch keine Bewertungen
- Reduce Styrene Migration from UP ResinsDokument2 SeitenReduce Styrene Migration from UP Resinsgunawan refiadi0% (1)
- PaintsDokument40 SeitenPaintsPrincess BenitezNoch keine Bewertungen
- Eastman Coatings: Formulating Solutions: Meeting VOC Regulations With CoalescentsDokument4 SeitenEastman Coatings: Formulating Solutions: Meeting VOC Regulations With Coalescentsvijay662Noch keine Bewertungen
- Ydf-170,175 TDS 4Dokument2 SeitenYdf-170,175 TDS 4uzzy2Noch keine Bewertungen
- MODAFLOWDokument24 SeitenMODAFLOWuzzy2100% (1)
- ClosingTheGap AnticorrosionCoatings BasfDokument15 SeitenClosingTheGap AnticorrosionCoatings Basfnsastoquep100% (1)
- Pigment Volume Concentration Part IDokument5 SeitenPigment Volume Concentration Part IEmilio HipolaNoch keine Bewertungen
- Cement, Concrete & Mortar: Product Characteristics Brand NameDokument2 SeitenCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauNoch keine Bewertungen
- Metal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesDokument10 SeitenMetal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesRICHARD ODINDONoch keine Bewertungen
- Failure Analysis of Paints and CoatingDokument8 SeitenFailure Analysis of Paints and CoatingdhruviNoch keine Bewertungen
- Pull-Off Adhesion Testing ExplainedDokument5 SeitenPull-Off Adhesion Testing Explainedzavisa2Noch keine Bewertungen
- Low Water Permeability Through Hydrophobicity: COIN Project Report 1 - 2008Dokument36 SeitenLow Water Permeability Through Hydrophobicity: COIN Project Report 1 - 2008Alejandro Camargo SanabriaNoch keine Bewertungen
- Polyester Based Hybrid Organic CoatingsDokument206 SeitenPolyester Based Hybrid Organic CoatingsUsama AwadNoch keine Bewertungen
- Amino ResinsDokument7 SeitenAmino Resinsgalati12345Noch keine Bewertungen
- Waterborne Epoxy Coating SystemsDokument24 SeitenWaterborne Epoxy Coating SystemsAPEX SONNoch keine Bewertungen
- BRB Silanes Presentation PDFDokument48 SeitenBRB Silanes Presentation PDFgokhanyaparNoch keine Bewertungen
- Acrysol rm-8w 3Dokument4 SeitenAcrysol rm-8w 3Forever0% (1)
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachVon EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudBewertung: 5 von 5 Sternen5/5 (1)
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Von EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Bewertung: 5 von 5 Sternen5/5 (1)
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Von EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Noch keine Bewertungen
- EE3008 Quiz 1Dokument5 SeitenEE3008 Quiz 1Ricky Kwan Ki KwokNoch keine Bewertungen
- Venn Diagram Generator Academo - Org - Free, Interactive, EducationDokument1 SeiteVenn Diagram Generator Academo - Org - Free, Interactive, EducationChris DeBruyckereNoch keine Bewertungen
- Backdraft Response StrategiesDokument6 SeitenBackdraft Response StrategiesShan RaffelNoch keine Bewertungen
- Quantum Mechanics Module NotesDokument12 SeitenQuantum Mechanics Module NotesdtrhNoch keine Bewertungen
- BS en 10297 2Dokument36 SeitenBS en 10297 2Sharma ShailenNoch keine Bewertungen
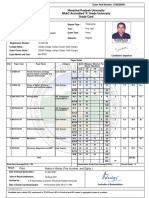
- Serial Number:1920110212668 Exam Roll Number Grade CardDokument2 SeitenSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidNoch keine Bewertungen
- Lesson 6-4 Homework Examples 17, 21, 27Dokument2 SeitenLesson 6-4 Homework Examples 17, 21, 27Jay-anne CruzNoch keine Bewertungen
- Physics Ia FinalDokument11 SeitenPhysics Ia FinalscarletNoch keine Bewertungen
- Solenoid Valves Used in Safety Instrumented Systems: I&M V9629R1Dokument7 SeitenSolenoid Valves Used in Safety Instrumented Systems: I&M V9629R1rufino.perea.2Noch keine Bewertungen
- 5200 Shelves and Components, Part 1 of 2 PDFDokument266 Seiten5200 Shelves and Components, Part 1 of 2 PDFalek nowalNoch keine Bewertungen
- Homework 1Dokument6 SeitenHomework 1Ahmet Kemal ÇetinNoch keine Bewertungen
- SBT Mechanics TH 1Dokument535 SeitenSBT Mechanics TH 1Shreyas Singh100% (2)
- Analysis of Buckling of Piles Fully Embedded in Ground According To Finite Element MethodDokument5 SeitenAnalysis of Buckling of Piles Fully Embedded in Ground According To Finite Element Methodctlim88Noch keine Bewertungen
- Linear equations worksheet solutionsDokument4 SeitenLinear equations worksheet solutionsHari Kiran M PNoch keine Bewertungen
- Equipment Design - BOILERSDokument24 SeitenEquipment Design - BOILERSEmyu ClaridadNoch keine Bewertungen
- 100 Years Werner HeisenbergDokument308 Seiten100 Years Werner Heisenbergmvmbapple100% (3)
- Astm E448-82 R02 E02 PDFDokument5 SeitenAstm E448-82 R02 E02 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Chapter 11Dokument2 SeitenChapter 11naniac raniNoch keine Bewertungen
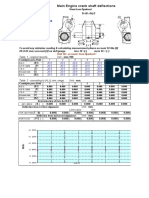
- Crankweb Deflections 9 Cyl ELANDokument2 SeitenCrankweb Deflections 9 Cyl ELANСлавик МосинNoch keine Bewertungen
- Calculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StateDokument31 SeitenCalculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StatekenymorenoNoch keine Bewertungen
- Research Paper On Artificial IntelligenceDokument3 SeitenResearch Paper On Artificial IntelligenceasdasdasdNoch keine Bewertungen
- Time Temp Superposition With ExcelxDokument4 SeitenTime Temp Superposition With ExcelxdeepakNoch keine Bewertungen
- Heat Transfer Types and EquationsDokument10 SeitenHeat Transfer Types and EquationsRAVEENA RAVINoch keine Bewertungen
- Computer Simulation For Large Scale Bioprocess Design: S.A. Rouf, P.L. Douglas, M. Moo-Young, J.M. ScharerDokument6 SeitenComputer Simulation For Large Scale Bioprocess Design: S.A. Rouf, P.L. Douglas, M. Moo-Young, J.M. Scharerdaimon_pNoch keine Bewertungen
- Engleski Jezik-Seminarski RadDokument18 SeitenEngleski Jezik-Seminarski Radfahreta_hasicNoch keine Bewertungen
- NSEP 2022-23 - (Questions and Answer)Dokument19 SeitenNSEP 2022-23 - (Questions and Answer)Aditya KumarNoch keine Bewertungen
- Triggering and Dynamic Evolution of The LUSI Mud Volcano, IndonesiaDokument14 SeitenTriggering and Dynamic Evolution of The LUSI Mud Volcano, IndonesiaAndika Bayu AjiNoch keine Bewertungen
- Case D Westover Electrical, Inc.Dokument3 SeitenCase D Westover Electrical, Inc.AndresNoch keine Bewertungen
- Triton X 100Dokument2 SeitenTriton X 100jelaapeNoch keine Bewertungen
- Turbomachineries School of Mechanical and Industrial Engineering Debre Markos UniversityDokument58 SeitenTurbomachineries School of Mechanical and Industrial Engineering Debre Markos UniversitybirlieNoch keine Bewertungen