FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ingeniera de Mtodos I
Balance de Lneas de Ensamble Generalidades
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Objetivo de la Sesin
Conocer las tcnicas de Balance de Lneas de Ensamble
Aplicar las tcnicas de Balance de Lneas de Ensamble.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Generalidades
1. Proceso en donde la MANO DE OBRA Gobierna la Produccin. 2. Por lo general las tareas son de CORTA DURACIN 3. Consiste en determinar el nmero de OPERARIOS necesarios
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo Analtico
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo Analtico
Trata a la Lnea de ensamblaje como si fuese un proceso de produccin simple
PROCEDIMIENTO: 1. Determinar el ciclo deseado para una produccin deseada 2. Determinar el nmero de operarios total de la lnea de produccin, para el ciclo deseado y el nivel de eficiencia deseado, aplicando la frmula: 3. Determinar el nmero de Operarios para cada estacin de trabajo, en el ciclo y eficiencia deseado. El nuevo tiempo de la estacin de trabajo debe ser menor que el ciclo deseado: Nuevo ti c, donde: en caso contrario el nmero de operarios deber aumentarse en uno.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ejemplo
La empresa DTODO, ensambla en su planta de juguetera una diversidad de juguetes. Uno de los juguetes, es el preferido por los nios, siendo de gran demanda. Obtener el juguete involucra 10 operaciones desarrollado en una lnea de produccin, tal como se indica:
Operacin 1 2 3 4 5 6 7 8 9 10 1.85
Tiempo (min) 2.46 1.34 3.25 1.23 2.18 1.57 1.78 2.65 2.04
La secuencia de las operaciones, estada por el siguiente diagrama:
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ejemplo:
Determinar: 1. La produccin actual y sus respectivos indicadores, si se supone que en cada estacin de trabajo labora un operario. 2. El nmero de operarios necesarios para atender un pedido del mercado de 600 unidades/da, con una eficiencia de la lnea del 95% 3. El nmero de operarios por estacin de trabajo, para atender el pedido del mercado de la pregunta b. Adems calcular el tiempo muerto de cada estacin de trabajo.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
a. Indicadores de produccin, si en cada estacin de trabajo hay un operario.
Datos:
n = 10 operarios. c = 3.25 min/unid K = 10 estaciones T = 20.35 min. ti = 20.35 min.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Tiempo Muerto: Eficiencia: b. Nmero de operarios para: Produccin = 600 unidades/da y Eficiencia 95% Datos: P= 600 unid/da E = 95% T = 20.35 min.
Determinar el ciclo para la produccin deseada:
Determinar el nmero de operarios:
El nmero total de operarios, necesarios en la lnea de produccin para cumplir con el pedido es de 27 operarios.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
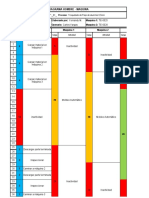
c. Nmero de Operarios por estacin de trabajo para: Produccin = 600 unidades/da y Eficiencia 95%.
Estac.de Trabajo 1
ti
2.46
n (# de Operarios)
Nuevo ti 0.820
2
3 4
1.34
3.25 1.23
0.670
0.813 0.615
5
6 7 8 9
2.18
1.57 1.78 2.65 2.04
0.727
0.785 0.890 0.883 0.680
10
1.85
0.925
Fecha: 30 de noviembre de 2011
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Como se observa en la tabla el nuevo ciclo sera 0.925, mayor a 0.80. Segn esto no se lograra la produccin deseada, por lo tanto, se debe programar horas extras en las estaciones donde el ciclo sea superior a 0.80 o aumentar el nmero de operarios en uno ms.
Estac.de Trabajo 1
2 3 4 5
ti
n (# de Operarios)
Nuevo ti 0.615
0.670 0.650 0.615 0.727
2.46
1.34 3.25 1.23 2.18
6
7 8 9 10
1.57
1.78 2.65 2.04 1.85
0.785
0.593 0.663 0.68 0.617
Fecha: 30 de noviembre de 2011
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
En este anlisis, sera 31 el nmero total de operarios necesarios.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo del Peso Posicional
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo del Peso Posicional (Helgenson y Birne)
Consiste en asignar a las tareas cuando ti < c, con el criterio de la afinidad que tengan estos en el tiempo y en desarrollo de las actividades.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo del Peso Posicional (Helgenson y Birne)
PROCEDIMIENTO: 1. Determinar la secuencia de operaciones del proceso (Diagrama de flechas o Diagrama de Precedencias). 2. Identificar para cada operacin, las operaciones que les siguen (posteriores) 3. Calcular para cada operacin los pesos posicionales, sumando el tiempo de la operaciones que le siguen (posteriores)
4. Ordenar las operaciones respecto a los pesos posicionales en orden decreciente. 5. Agrupar las operaciones de forma que la suma de los tiempos sea menor que el ciclo deseado para cumplir con la produccin deseada.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ejemplo
Balancear la lnea de produccin, si se desea una produccin de 1200 unidades/da. Determinar el nmero de estaciones de trabajo para cumplir con la demanda utilizando el mtodo del Peso Posicional
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Determinar el ciclo para cumplir con la produccin deseada
Determinar el Peso Posicional
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Tarea/
Actividad 1 2 3 Tiempo 0.15 0.09 0.25
Actividades
Posteriores
Peso Posicional 1.04 1.08 0.99
Orden 4 2 6
4,7,10,11,12,13,14,15 0.15+(0.08+0.06+0.09+0.16+0.10+0.09+0.15+0.16) 3,4,11,12,13,14,15 4,11,12,13,14,15 0.09+(0.25+0.08+0.16+0.10+0.09+0.15+0.16) 0.25+(0.08+0.16+0.10+0.09+0.15+0.16)
4
5 6 7
0.08
0.13 0.21 0.06
11,12,13,14,15
6,7,11,12,13,14,15 7,11,12,13,14,15 11,12,13,14,15
0.08+(0.16+0.10+0.09+0.15+0.16)
0.13+(0.21+0.06+0.16+0.10+0.09+0.15+0.16) 0.21+(0.06+0.16+0.10+0.09+0.15+0.16) 0.06+(0.16+0.10+0.09+0.15+0.16)
0.74
1.06 0.93 0.72
9
3 7 10
8
9
0.10
0.20
7,9,10,11,12,13,14,15 0.10+(0.20+0.09+0.06+0.16+0.10+0.09+0.15+0.16)
7,10,11,12,13,14,15 0.20+(0.09+0.06+0.16+0.10+0.09+0.15+0.16)
1.11
1.01
1
5
10
11 12 13 14
0.09
0.16 0.10 0.09 0.15
7,11,12,13,14,15
12,13,14,15 13,14,15 14,15 15
0.09+(0.06+0.16+0.10+0.09+0.15+0.16)
0.16+(0.10+0.09+0.15+0.16) 0.10+(0.09+0.15+0.16) 0.09+(0.15+0.16) 0.15+(0.16)
0.81
0.66 0.50 0.40 0.31
8
11 12 13 14
15
0.16
------------------
0.16+(0)
0.16
Fecha: 30 de noviembre de 2011
15
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Ordenar las actividades del proceso productivo en forma descendente, respecto al peso posicional. Luego agrupar las actividades, de acuerdo al ciclo que permitir cumplir con la produccin deseada (c 0.40 minutos/unidad)
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Orden 1
Peso Posicional 1.11
Tarea/ Actividad 8
Tiempo 0.10
Nuevo Tiempo
2
3 4 5
1.08
1.06 1.04 1.01
2
5 1 9
0.09
0.13 0.15 0.20
0.10+0.09+0.13
0.32
0.15+0.20
0.35
6
7 8
0.99
0.93 0.81
3
6 10
0.25
0.21 0.09
0.25
0.25
0.21+0.09.+0.08
0.38
9
10 11 12
0.74
0.72 0.66 0.50
4
7 11 12
0.08
0.06 0.16 0.10 0.06+0.16+0.10 0.32
13
14 15
0.40
0.31 0.16
13
14 15
0.09
0.15 0.16
Fecha: 30 de noviembre de 2011
0.09+0.15+0.16
0.40
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
La Nueva Lnea sera:
Los Indicadores de produccin seran:
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Como se observa en los indicadores, la situacin inicial, nos permite una mayor produccin, pero el tiempo muerto es mucho mayor y la eficiencia de la lnea no es buena, lo que nos indica que no se estn aprovechando adecuadamente los recursos.
Adems se puede determinar la saturacin del operario en cada estacin de trabajo
As tendramos:
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo Heurstico
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo Heurstico (Kilbridge y Wester)
Consiste en buscar una estrategia lgica a problemas de soluciones mltiples.
El balance ptimo, ser la que tenga mayor eficiencia y como consecuencia mayor saturacin del operario.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Mtodo Heurstico (Kilbridge y Wester)
PROCEDIMIENTO: 1. Determinar el ciclo deseado para una produccin deseada (tambin se puede estimar el nmero de estaciones, asumiendo una eficiencia del 100%)
2. Agrupar las estaciones de trabajo, asignado tareas de manera ordenada (segn grfico de precedencias), tratando de que la suma de sus tiempos, sea menor o igual al ciclo deseado. Para agrupar las actividades, tambin se debe tener en cuenta la similitud de las actividades de cada tarea. 3. Hallar los indicadores respectivos para determinar, si es una balance ptimo.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ejemplo
Balancear la lnea de produccin, si se desea atender una produccin de 800 unidades/da. Determinar las tareas que se deben desarrollar en una estacin de trabajo, de la siguiente lnea de produccin.
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Determinar el ciclo para cumplir con la produccin de 800 unidades/da
Agrupar las tareas, verificando que los tiempos no sean superiores a 0.6 minutos
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
La Nueva Lnea sera:
Los Indicadores de produccin seran:
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Solucin
La saturacin del operario en cada estacin de trabajo
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui
Fecha: 30 de noviembre de 2011
FACULTAD DE INGENIERA Y ARQUITECTURA Escuela Profesional de Ingeniera Industrial
Ing. Joel Vargas Sagstegui Ingeniero Industrial CIP 48252
Ingeniera de Mtodos I - Ing. Joel D. Vargas Sagstegui Fecha: 30 de noviembre de 2011
Das könnte Ihnen auch gefallen
- Guia6-Estudio de TiemposDokument13 SeitenGuia6-Estudio de TiemposDanitza LuqueNoch keine Bewertungen
- Métodos y Sistemas de Trabajo I - Balanceo de LineasDokument41 SeitenMétodos y Sistemas de Trabajo I - Balanceo de Lineasjmeny86Noch keine Bewertungen
- Ejercicios de Balance de LineaDokument12 SeitenEjercicios de Balance de LineaJussep Gonzales Jn0% (1)
- 07 Balance de LíneaDokument27 Seiten07 Balance de LíneaJoseph Stiven RiverosNoch keine Bewertungen
- Balanceo de Linea PDFDokument11 SeitenBalanceo de Linea PDFPaul SequeirosNoch keine Bewertungen
- Diagrama Hombre - MáquinaDokument8 SeitenDiagrama Hombre - MáquinaMarcia DanielaNoch keine Bewertungen
- Sesión 4.0 IM 2 - Distribución de Planta - IntroducciónDokument48 SeitenSesión 4.0 IM 2 - Distribución de Planta - Introducciónjoel_va1Noch keine Bewertungen
- Problema Propuesto para El Lunes 05.09Dokument3 SeitenProblema Propuesto para El Lunes 05.09Pedro Emanuel Teran RiosNoch keine Bewertungen
- EjercicioDokument5 SeitenEjercicioDyllan Knight de HortaNoch keine Bewertungen
- Taller Balanceo de Linea 2Dokument3 SeitenTaller Balanceo de Linea 2Jose FigueroaNoch keine Bewertungen
- 2 Peso PosicionalDokument6 Seiten2 Peso PosicionalMar Guadalupe Namzug100% (1)
- T0.0 - IM II - USMP - Balance de Líneas de Fabricación - Producción MúltipleDokument37 SeitenT0.0 - IM II - USMP - Balance de Líneas de Fabricación - Producción MúltipleMara Torres0% (1)
- Ejercicios de Balance de LineaDokument4 SeitenEjercicios de Balance de Lineachoclogloria100% (1)
- Esan Diseno Planta Clase 15.2 Guerchet-DreDokument37 SeitenEsan Diseno Planta Clase 15.2 Guerchet-DreCarlos100% (1)
- Kilbridge and WesterDokument24 SeitenKilbridge and WesterDary ToledoNoch keine Bewertungen
- Trabajo Simulacion Caso Torno PDFDokument12 SeitenTrabajo Simulacion Caso Torno PDFWiston Yamil CRNoch keine Bewertungen
- Presentación de Datos y Formulas Estándar (Equipo) - EtdtDokument12 SeitenPresentación de Datos y Formulas Estándar (Equipo) - Etdtfrancisco panchoNoch keine Bewertungen
- BALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS OrtDokument25 SeitenBALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS Ortcalin ortizNoch keine Bewertungen
- Viltec TerminadoDokument45 SeitenViltec TerminadoMichelle HernándezNoch keine Bewertungen
- Diagrama Hombre Máquina Sara OlivaDokument5 SeitenDiagrama Hombre Máquina Sara OlivaSara Daniela Oliva PérezNoch keine Bewertungen
- Balance de LíneaDokument28 SeitenBalance de LíneaSilvana MejiaNoch keine Bewertungen
- Ejercicio ProductividadDokument15 SeitenEjercicio Productividadcgabrielllc75% (4)
- Ejemplos Tiempo Estar Problemas Factor HumanoDokument3 SeitenEjemplos Tiempo Estar Problemas Factor HumanoVenerisNoch keine Bewertungen
- T2.1 IM II - UPN - Muestreo de Trabajo - Generalidades PDFDokument25 SeitenT2.1 IM II - UPN - Muestreo de Trabajo - Generalidades PDFjoel_va1Noch keine Bewertungen
- Estudio de TiempoDokument8 SeitenEstudio de TiempoDeysiMaribelCastilloGonzales0% (1)
- Estudio TEstudioiempo Por CronómetroDokument31 SeitenEstudio TEstudioiempo Por CronómetroAylin RengifoNoch keine Bewertungen
- EET S07.s1 - Estudio de Tiempos - Parte 2Dokument33 SeitenEET S07.s1 - Estudio de Tiempos - Parte 2Maribel TelloNoch keine Bewertungen
- Muestreo de TrabajoDokument22 SeitenMuestreo de TrabajoAlexzy Ramirez BustamanteNoch keine Bewertungen
- Estudio Del Trabajo IIDokument89 SeitenEstudio Del Trabajo IIJuan Carlos QuinteroNoch keine Bewertungen
- Ejercicios ProductividadDokument3 SeitenEjercicios ProductividadEdwar André Pgal100% (4)
- Work-Factor Abreviado ExpoDokument17 SeitenWork-Factor Abreviado ExpoAlejandro Rubio100% (1)
- A Presentación Estudio Del TrabajoDokument16 SeitenA Presentación Estudio Del TrabajoMauricio Rodriguez PeraltillaNoch keine Bewertungen
- S11.s22 - Balance de Linea IIDokument48 SeitenS11.s22 - Balance de Linea IIfernando romeroNoch keine Bewertungen
- Taller - Estudio Tiempos Con CronómetroDokument3 SeitenTaller - Estudio Tiempos Con CronómetroarturofiremanNoch keine Bewertungen
- Estudio Del Trabajo TranssDokument7 SeitenEstudio Del Trabajo TranssAbdiel Gomez OrtegaNoch keine Bewertungen
- Ejercicios Hombre Maquina PDFDokument4 SeitenEjercicios Hombre Maquina PDFCriadero JD la HienaNoch keine Bewertungen
- Capitulo: Medición Del TrabajoDokument26 SeitenCapitulo: Medición Del TrabajoenriqueNoch keine Bewertungen
- Diseño de Plantas Industriales Proyecto FinalDokument53 SeitenDiseño de Plantas Industriales Proyecto FinalLeonardo Alejandro ToledoNoch keine Bewertungen
- Estudio de TiemposDokument3 SeitenEstudio de TiemposCristican178479710% (1)
- Semana 06Dokument54 SeitenSemana 06Joe Gonzalez100% (1)
- Problemas Diagrama Hombre MaquinaDokument1 SeiteProblemas Diagrama Hombre MaquinaKarina Nuñez Hurtado100% (1)
- 1 12 Balanceo de Linea PDFDokument12 Seiten1 12 Balanceo de Linea PDFjuan carlos acuña bartoloNoch keine Bewertungen
- Actividad 2 - Curvas de AprendizajeDokument2 SeitenActividad 2 - Curvas de AprendizajeMaria De Jesus Rangel HernandezNoch keine Bewertungen
- Ejercicios Toma de Tiemps AlumnosDokument4 SeitenEjercicios Toma de Tiemps AlumnosNestor Martinez Zapata100% (1)
- Ejemplo de Learning To See.Dokument11 SeitenEjemplo de Learning To See.Rafael NolteNoch keine Bewertungen
- IMET1 Semana 6 - Diagrama H-MDokument27 SeitenIMET1 Semana 6 - Diagrama H-MjavierNoch keine Bewertungen
- Hombre - Maquina InformeDokument4 SeitenHombre - Maquina InformeFátima Terrones0% (1)
- Escaneado 7 May 2017 13.25Dokument1 SeiteEscaneado 7 May 2017 13.25Mathiu Berrazueta0% (1)
- Historia de La Ingeniería de Métodos 1Dokument36 SeitenHistoria de La Ingeniería de Métodos 1Jhonpierre Ugarte Maldonado100% (1)
- Clase 3 - Balance de LineasDokument64 SeitenClase 3 - Balance de Lineasdoris cortez llamogaNoch keine Bewertungen
- Ejercicios Productividad Ing ProcesosDokument6 SeitenEjercicios Productividad Ing ProcesosStevenNoch keine Bewertungen
- Balance de LíneasDokument9 SeitenBalance de LíneasGreeven CarvajalNoch keine Bewertungen
- 9-Ejercicios de Estudio de Tiempos PDFDokument7 Seiten9-Ejercicios de Estudio de Tiempos PDFYarismer SarmientoNoch keine Bewertungen
- Proyecto 1 Fabricación de Culata de CilindroDokument9 SeitenProyecto 1 Fabricación de Culata de CilindroYuli LegorretaNoch keine Bewertungen
- Sem 1.1 - IM II - USS - Balance de Líneas de Ensamble - GeneralidadesDokument33 SeitenSem 1.1 - IM II - USS - Balance de Líneas de Ensamble - GeneralidadesALEXIS ENEQUE FLORESNoch keine Bewertungen
- M3.11 IM I - USMP - Estudio de Métodos - Diagrama de Actividades SimultáneasDokument25 SeitenM3.11 IM I - USMP - Estudio de Métodos - Diagrama de Actividades SimultáneasMartin Mendoza Leon0% (1)
- Proyecto 1 Fabricacion de Culata de CilindroDokument14 SeitenProyecto 1 Fabricacion de Culata de CilindroKenny Wilgerdi Chamorro Dlc0% (1)
- Informe FinalDokument21 SeitenInforme Finalkevin chuzon alex100% (1)
- Pract LAB ING TRABAJODokument57 SeitenPract LAB ING TRABAJOMaria RodriguezNoch keine Bewertungen
- Reporte 3 PDFDokument35 SeitenReporte 3 PDFLuis Carlos RuizNoch keine Bewertungen
- Sesión 6.1 PE - Objetivos de Largo Plazo y Estrategias en AcciónDokument29 SeitenSesión 6.1 PE - Objetivos de Largo Plazo y Estrategias en Acciónjoel_va1Noch keine Bewertungen
- Ep CPC - Ipae - 2014.i - DiurnoDokument1 SeiteEp CPC - Ipae - 2014.i - Diurnojoel_va1Noch keine Bewertungen
- Sesión 5.1 PE - La Evaluación Interna - Análisis MEFIDokument35 SeitenSesión 5.1 PE - La Evaluación Interna - Análisis MEFIjoel_va1Noch keine Bewertungen
- Sesión 1 - Introducción A La Logística de ProducciónDokument26 SeitenSesión 1 - Introducción A La Logística de Producciónjoel_va1Noch keine Bewertungen
- T0.2 - IM II - USMP - Balance de Líneas - EjerciciosDokument6 SeitenT0.2 - IM II - USMP - Balance de Líneas - EjerciciosMara TorresNoch keine Bewertungen
- GEO ProblemasDokument8 SeitenGEO Problemasjoel_va1Noch keine Bewertungen
- Ejemplo2 Proyección de La DemandaDokument2 SeitenEjemplo2 Proyección de La Demandajoel_va150% (2)
- Ejemplo1 Proyección de La DemandaDokument6 SeitenEjemplo1 Proyección de La Demandajoel_va180% (5)
- Multiservicios Fayce SRLDokument22 SeitenMultiservicios Fayce SRLjoel_va1Noch keine Bewertungen
- T1.1 IO II - UPN - Modelado y SimulaciónDokument41 SeitenT1.1 IO II - UPN - Modelado y Simulaciónjoel_va1100% (1)
- Practica Toma de DesicionesDokument4 SeitenPractica Toma de Desicionesjoel_va133% (3)
- T1.1 IO - UPN - Investigación de Operaciones - IntroducciónDokument22 SeitenT1.1 IO - UPN - Investigación de Operaciones - Introducciónjoel_va1Noch keine Bewertungen
- EF GEO Semestre 2014.3 - UPN CajamarcaDokument3 SeitenEF GEO Semestre 2014.3 - UPN Cajamarcajoel_va1Noch keine Bewertungen
- T3.1 IO II - UPN - Simulación Con Promodel - IntroducciónDokument26 SeitenT3.1 IO II - UPN - Simulación Con Promodel - Introducciónjoel_va1Noch keine Bewertungen
- T2.1 IO II - UPN - Teoría de Colas - IntroducciónDokument53 SeitenT2.1 IO II - UPN - Teoría de Colas - Introducciónjoel_va1100% (1)
- Unid 5 - Tecnificación Del Almacén - Sesión 17 - GOL - IPAE ChiclayoDokument13 SeitenUnid 5 - Tecnificación Del Almacén - Sesión 17 - GOL - IPAE Chiclayojoel_va1100% (1)
- T2.2 IM I - USMP - Indicadores de Producción - EjerciciosDokument9 SeitenT2.2 IM I - USMP - Indicadores de Producción - Ejerciciosjoel_va1Noch keine Bewertungen
- Unid 5 - Tecnificación Del Almacén - Sesión 16 - GOL - IPAE ChiclayoDokument33 SeitenUnid 5 - Tecnificación Del Almacén - Sesión 16 - GOL - IPAE Chiclayojoel_va1Noch keine Bewertungen
- ER GTO Semestre 2014.3 - UPN CajamarcaDokument3 SeitenER GTO Semestre 2014.3 - UPN Cajamarcajoel_va1Noch keine Bewertungen
- T2.2 IO II - UPN - Teoría de Colas - Ejercicio 1Dokument17 SeitenT2.2 IO II - UPN - Teoría de Colas - Ejercicio 1joel_va1Noch keine Bewertungen
- T1.3.1 IO I - UPN - Programación Lineal - Formulación - EjemplosDokument11 SeitenT1.3.1 IO I - UPN - Programación Lineal - Formulación - Ejemplosjoel_va1Noch keine Bewertungen
- Unid 1 - Produccion - Sesión 1 OCE - IPAE ChiclayoDokument25 SeitenUnid 1 - Produccion - Sesión 1 OCE - IPAE Chiclayojoel_va1Noch keine Bewertungen
- Unid 1 - Produccion - Sesión 2 - OCE - IPAE ChiclayoDokument23 SeitenUnid 1 - Produccion - Sesión 2 - OCE - IPAE Chiclayojoel_va1Noch keine Bewertungen
- Conceptos de EducaciónDokument2 SeitenConceptos de EducaciónRebeh ccNoch keine Bewertungen
- Cartografía Conceptual: Procesos Cognitivos 1Dokument4 SeitenCartografía Conceptual: Procesos Cognitivos 1Nancy Tona CitlaNoch keine Bewertungen
- 3 Trucos para Mejorar Tu Memoria PDFDokument2 Seiten3 Trucos para Mejorar Tu Memoria PDFChristianNoch keine Bewertungen
- Estrategias Didácticas para El Desarrollo de ProcedimientosDokument20 SeitenEstrategias Didácticas para El Desarrollo de ProcedimientosFederico YouNoch keine Bewertungen
- Antecedentes HistóricosDokument13 SeitenAntecedentes HistóricosMarco Hernández FloresNoch keine Bewertungen
- Monografia Inteligencia EmocionalDokument11 SeitenMonografia Inteligencia EmocionalJerson PalaciosNoch keine Bewertungen
- Objetividad SubjetividadDokument1 SeiteObjetividad SubjetividaddreasdeNoch keine Bewertungen
- Test de ZulligerDokument162 SeitenTest de Zulligercaayala0% (2)
- Muralt, André De. La Apuesta de La Filosofía Medieval: Estudios Tomistas, Escotistas, Ockhamistas y Gregorianos. 2008Dokument503 SeitenMuralt, André De. La Apuesta de La Filosofía Medieval: Estudios Tomistas, Escotistas, Ockhamistas y Gregorianos. 2008Verum Ens100% (1)
- Ejes Didacticos de La Educacion MusicalDokument5 SeitenEjes Didacticos de La Educacion MusicalAlejandro Gonzalez100% (1)
- Instrumentos de EvaluaciónDokument18 SeitenInstrumentos de EvaluaciónYovaniNoch keine Bewertungen
- Test Atención Con RespuestasDokument40 SeitenTest Atención Con RespuestasLuis Fernando García Rodriguez67% (3)
- Percepción WordDokument22 SeitenPercepción WordAlex PsNoch keine Bewertungen
- Dra. Laura Frade RubioDokument27 SeitenDra. Laura Frade RubioJulio César Ramírez López100% (1)
- Triptico de LiderazgoDokument3 SeitenTriptico de LiderazgoIgnacio Rojas Jara100% (1)
- Infografía Sobre Educación Financiera en BoliviaDokument2 SeitenInfografía Sobre Educación Financiera en BoliviaASPEmPERU100% (1)
- Ejemplo Antecedentes y Problema Proyecto de Tesis 2012Dokument13 SeitenEjemplo Antecedentes y Problema Proyecto de Tesis 2012matiasmoralesNoch keine Bewertungen
- Zelis, Oscar (2016) - El Orden Simbolico y La Concepcion de Simbolo en Lacan y PeirceDokument5 SeitenZelis, Oscar (2016) - El Orden Simbolico y La Concepcion de Simbolo en Lacan y PeirceNati NavaNoch keine Bewertungen
- Perspectivas Desde La ComplejidadDokument320 SeitenPerspectivas Desde La ComplejidadkarenNoch keine Bewertungen
- Ensayo IdealismoDokument6 SeitenEnsayo IdealismoGabriela Diaz100% (1)
- Terapia Racional EmotivaDokument2 SeitenTerapia Racional EmotivaJose Rogelio Teran BuenoNoch keine Bewertungen
- Edward TolmanDokument6 SeitenEdward TolmanPAONoch keine Bewertungen
- Resumen Del Libro: La Enseñanza Que No Se Ve: Educación Informal en El Siglo XXI Capítulo 2: Sobre ComunicaciónDokument5 SeitenResumen Del Libro: La Enseñanza Que No Se Ve: Educación Informal en El Siglo XXI Capítulo 2: Sobre Comunicaciónrocio OrozcoNoch keine Bewertungen
- Funciones CognitivasDokument11 SeitenFunciones CognitivasEidenonagueIdemoguveNoch keine Bewertungen
- Adm Finanzas 2-1Dokument18 SeitenAdm Finanzas 2-1mileystefitahNoch keine Bewertungen
- La Producción de Escritos Académicos de Los Estudiantes UniversitariosDokument6 SeitenLa Producción de Escritos Académicos de Los Estudiantes Universitarioscavil2006Noch keine Bewertungen
- Derecho, Planes y Racionalidad Practica - Bruno CelanoDokument29 SeitenDerecho, Planes y Racionalidad Practica - Bruno CelanoNapoleon Alberto Rios LazoNoch keine Bewertungen
- Diego Adrian Ordóñez OrdóñezDokument8 SeitenDiego Adrian Ordóñez OrdóñezKenniaOrdoñez ApoloNoch keine Bewertungen
- El Arte de CuidarDokument2 SeitenEl Arte de CuidarGabrielNoch keine Bewertungen
- 9 Cosas Que La Gente Emocionalmente Inteligente Hace Diferente A Los Demás - Rincon Del TibetDokument8 Seiten9 Cosas Que La Gente Emocionalmente Inteligente Hace Diferente A Los Demás - Rincon Del TibetMiguel Hilario NateraNoch keine Bewertungen