Das könnte Ihnen auch gefallen
- Ejercicios de Los Principios LógicosDokument7 SeitenEjercicios de Los Principios LógicosStif Esteban Chuquin0% (1)
- RD Esp Pdf33 Spanish 7 Ways To Build Financial WealthDokument7 SeitenRD Esp Pdf33 Spanish 7 Ways To Build Financial WealthrimiroriNoch keine Bewertungen
- 2 PresentacionDokument22 Seiten2 PresentacionrimiroriNoch keine Bewertungen
- Via Logistic ADokument23 SeitenVia Logistic ArimiroriNoch keine Bewertungen
- Cinco Ideas para Optimizar Tu Supply ChainDokument4 SeitenCinco Ideas para Optimizar Tu Supply ChainrimiroriNoch keine Bewertungen
- Log006 PDFDokument71 SeitenLog006 PDFSophiBelle GamarraNoch keine Bewertungen
- PDF - Jefe Por Primera VezDokument5 SeitenPDF - Jefe Por Primera VezrimiroriNoch keine Bewertungen
- PDF - Caracteristicas de TrasPalletDokument9 SeitenPDF - Caracteristicas de TrasPalletrimiroriNoch keine Bewertungen
- Log006 PDFDokument71 SeitenLog006 PDFSophiBelle GamarraNoch keine Bewertungen
- Transacciones de SAP Que Debería ConocerDokument1 SeiteTransacciones de SAP Que Debería ConocerrimiroriNoch keine Bewertungen
- Prodac Catalogo ComercialDokument21 SeitenProdac Catalogo ComercialJuan Carlos Obeso BenitesNoch keine Bewertungen
- Criptografia Material Curso FinalDokument9 SeitenCriptografia Material Curso FinalrimiroriNoch keine Bewertungen
- Ponencia para El Seminario InternacionalDokument18 SeitenPonencia para El Seminario InternacionalrimiroriNoch keine Bewertungen
- ReingDokument7 SeitenReingrimiroriNoch keine Bewertungen
- Que Es La ErgonomiaDokument10 SeitenQue Es La ErgonomiarimiroriNoch keine Bewertungen
- Costos de Una Empresa RealDokument41 SeitenCostos de Una Empresa RealVanessa Fernández100% (1)
- Herramientas de Corte Del FresadoDokument6 SeitenHerramientas de Corte Del FresadoJohnny Randolph Flores Gonzalez100% (1)
- Mecanizacion de La Mineria (W. L. Wearly)Dokument7 SeitenMecanizacion de La Mineria (W. L. Wearly)MINEXPONNoch keine Bewertungen
- Tabla de Normas Con Criterios de Aceptacion y AplicacionDokument3 SeitenTabla de Normas Con Criterios de Aceptacion y Aplicacionrcdl2949Noch keine Bewertungen
- Fundicion en Cera PerdidaDokument3 SeitenFundicion en Cera PerdidaAlan FloresNoch keine Bewertungen
- Ladrillera Cucuta-1Dokument58 SeitenLadrillera Cucuta-1Mario VillamizarNoch keine Bewertungen
- Pareto ArregladoDokument25 SeitenPareto ArregladoLucio TorresNoch keine Bewertungen
- Condiciones Histórico-Sociales Que Le Dan Origen A LaDokument22 SeitenCondiciones Histórico-Sociales Que Le Dan Origen A LaCarlos Ernesto Hernandez ValenciaNoch keine Bewertungen
- Informe de Materiales CorroidosDokument6 SeitenInforme de Materiales CorroidosChristiam Bernal MurilloNoch keine Bewertungen
- Torres HuaiquicheDokument151 SeitenTorres HuaiquicheNibaldo Rojas GomezNoch keine Bewertungen
- Actividad 1 Electiva 2Dokument18 SeitenActividad 1 Electiva 2rafael antonio giraldoNoch keine Bewertungen
- Quintas Ruedas PDFDokument16 SeitenQuintas Ruedas PDFLuis QuiñelNoch keine Bewertungen
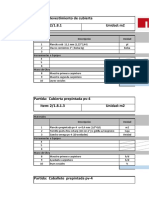
- A.P.U PROYECTO TECNICO ArregladoDokument24 SeitenA.P.U PROYECTO TECNICO ArregladoestebanNoch keine Bewertungen
- Las 7 C de La LogísticaDokument2 SeitenLas 7 C de La Logísticaeduardo AullaNoch keine Bewertungen
- Taller Producción y CostosDokument3 SeitenTaller Producción y CostosJulián Núñez60% (5)
- Coloquio HIstoria ContemporaneaDokument11 SeitenColoquio HIstoria ContemporaneaPatricio Iaccarino100% (1)
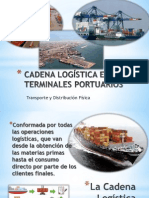
- Cadena Logística en Los Terminales Portuarios..!Dokument48 SeitenCadena Logística en Los Terminales Portuarios..!Johana Basurto VilcaNoch keine Bewertungen
- Estudio de Rentabilidad y Costos de Una Empresa de Alimentos. Todos Los Capitulos.Dokument400 SeitenEstudio de Rentabilidad y Costos de Una Empresa de Alimentos. Todos Los Capitulos.Matías Dimitrov98% (54)
- 20 Instituciones de ReciclajeDokument8 Seiten20 Instituciones de ReciclajeDarnely RivasNoch keine Bewertungen
- Ing Produccion - Deber 3Dokument10 SeitenIng Produccion - Deber 3Melisa CastroNoch keine Bewertungen
- Industria MedievalDokument5 SeitenIndustria MedievalMega NetNoch keine Bewertungen
- OM 806403r10Dokument268 SeitenOM 806403r10Isaías AguilarNoch keine Bewertungen
- Brochure Area Sellos MecanicosDokument8 SeitenBrochure Area Sellos MecanicosPol Cesar Vega ChavezNoch keine Bewertungen
- Tarea 1 RRHHDokument7 SeitenTarea 1 RRHHIsmaelNoch keine Bewertungen
- Corrosion A Altas TemperaturasDokument20 SeitenCorrosion A Altas Temperaturasuriodude_9100% (1)
- Detalles ConstructivosDokument1 SeiteDetalles ConstructivosfreddybunayNoch keine Bewertungen
- 15 MotoresDokument31 Seiten15 MotoresPablo Rodriguez82% (39)
- Qué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónDokument14 SeitenQué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónKevin Gil100% (1)
- Macro y MicroestructuraDokument6 SeitenMacro y Microestructurawdjs_25Noch keine Bewertungen
- Informe Del Prototipo-MezcladoraDokument11 SeitenInforme Del Prototipo-MezcladoraCarmen Arce PrietoNoch keine Bewertungen