Das könnte Ihnen auch gefallen
- J Fail. Anal. and Preven. (2017) 17:395–399 - Early Failure of Waste Heat Boiler and Redesign to Overcome Premature FailureDokument5 SeitenJ Fail. Anal. and Preven. (2017) 17:395–399 - Early Failure of Waste Heat Boiler and Redesign to Overcome Premature FailureEjaj SiddiquiNoch keine Bewertungen
- Boiler OverhaulDokument9 SeitenBoiler OverhaulHemant PatilNoch keine Bewertungen
- Raw Pyrolysis Gas Cooler Preventive MaintenanceDokument21 SeitenRaw Pyrolysis Gas Cooler Preventive MaintenanceNelbert SumalpongNoch keine Bewertungen
- NDE 2011 Proceedings Discusses Quality Control of Tube Joints in Fast Breeder ReactorsDokument5 SeitenNDE 2011 Proceedings Discusses Quality Control of Tube Joints in Fast Breeder ReactorsvaibraineaterNoch keine Bewertungen
- Mechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeDokument5 SeitenMechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeMarcelo Varejão CasarinNoch keine Bewertungen
- Heat ExchangersDokument49 SeitenHeat Exchangersbluelion_19100% (1)
- TEMA Heat Exchangers LPLDokument101 SeitenTEMA Heat Exchangers LPLmasoodism100% (1)
- Steam Reformer Design and ConstructionDokument9 SeitenSteam Reformer Design and ConstructionBaher Elsheikh89% (9)
- BR 170 1Dokument7 SeitenBR 170 1Himanshu ChaturvediNoch keine Bewertungen
- Modular Condenser Replacement at Ano-1 Solves Operating Problems and Improves PerformanceDokument9 SeitenModular Condenser Replacement at Ano-1 Solves Operating Problems and Improves Performancelifemillion2847Noch keine Bewertungen
- Mod1 Nptel Process Exchanger DesignDokument41 SeitenMod1 Nptel Process Exchanger DesignAnirudh KaulNoch keine Bewertungen
- TUV India HEAT EXCHANGER InspectionDokument43 SeitenTUV India HEAT EXCHANGER InspectionParthiban NCNoch keine Bewertungen
- Petroleum Production Engineering-I: Third Year Second TermDokument46 SeitenPetroleum Production Engineering-I: Third Year Second Termsarfraz hussain100% (1)
- Heat ExchangersDokument14 SeitenHeat ExchangersPrateek JainNoch keine Bewertungen
- Cracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis GasDokument9 SeitenCracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis Gasvaratharajan g rNoch keine Bewertungen
- Pipe ManufactureDokument26 SeitenPipe ManufactureFazlul Karim AkashNoch keine Bewertungen
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDokument12 Seiten2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNoch keine Bewertungen
- Excerpt From: Heat ExchangersDokument12 SeitenExcerpt From: Heat ExchangersHabib Ben FredjNoch keine Bewertungen
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDokument12 Seiten2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNoch keine Bewertungen
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDokument12 Seiten2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNoch keine Bewertungen
- How To Select Shell and Tube HEDokument10 SeitenHow To Select Shell and Tube HEgigihpradana100% (1)
- Heat Exchanger Design:: Dr. Chandra Mouli M.RDokument55 SeitenHeat Exchanger Design:: Dr. Chandra Mouli M.RRayan HassanNoch keine Bewertungen
- Sthe SSDokument43 SeitenSthe SSNathanianNoch keine Bewertungen
- Design Procedure For Pressure VesselDokument200 SeitenDesign Procedure For Pressure VesselSuryaprakash100% (1)
- 06mitchell CorrosionandPerfIssuesDokument84 Seiten06mitchell CorrosionandPerfIssuesmniteshpNoch keine Bewertungen
- Boiler and AuxiliariesDokument29 SeitenBoiler and Auxiliariesnsarav100% (1)
- Air Fin CoolersDokument43 SeitenAir Fin Coolersbharatbellad100% (2)
- Reformer Tube Metal Insp MonitoringDokument63 SeitenReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- High Temperature Service Equipment and Piping Maintenance in PlantDokument22 SeitenHigh Temperature Service Equipment and Piping Maintenance in Plantvaratharajan g rNoch keine Bewertungen
- Heat Exchanger - Design CalculationDokument30 SeitenHeat Exchanger - Design CalculationdiptyaNoch keine Bewertungen
- PPA01Dokument55 SeitenPPA01api-199867830% (1)
- Inspection of Double Tube Sheet Exch - Presentation1Dokument37 SeitenInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariNoch keine Bewertungen
- TEMA Terminology:: o o o o oDokument5 SeitenTEMA Terminology:: o o o o oNathanianNoch keine Bewertungen
- Lect 3Dokument43 SeitenLect 3Mahesh KumarNoch keine Bewertungen
- Heat PipeDokument21 SeitenHeat PipeDeepak KumarNoch keine Bewertungen
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Dokument38 SeitenBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- Major Components of Fired HeatersDokument11 SeitenMajor Components of Fired HeatersLakshay SharmaNoch keine Bewertungen
- VALVESDokument51 SeitenVALVESPalkesh Trivedi100% (2)
- Analysis and Optimization of Reheater Tube Failures: J. HenryDokument4 SeitenAnalysis and Optimization of Reheater Tube Failures: J. Henryravi singhNoch keine Bewertungen
- Process Equipment Design-05Dokument42 SeitenProcess Equipment Design-05PARAG DAHARWAL 20CH10020Noch keine Bewertungen
- Clad PipesDokument4 SeitenClad PipesSohail Tisekar100% (1)
- Cooling Tower SpecificationDokument14 SeitenCooling Tower SpecificationAmzad DPNoch keine Bewertungen
- ABC 200 Heat ExchangerDokument200 SeitenABC 200 Heat Exchanger전상문100% (2)
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDokument21 SeitenFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikNoch keine Bewertungen
- Selection of Shell & Tube Heat Exchangers - TEMA TypesDokument6 SeitenSelection of Shell & Tube Heat Exchangers - TEMA TypesCelestine OzokechiNoch keine Bewertungen
- HRSG Steam Generation and Operational ChallengesDokument50 SeitenHRSG Steam Generation and Operational ChallengesMarioNoch keine Bewertungen
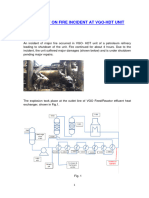
- VGO-HDTIncidentDokument8 SeitenVGO-HDTIncidentBhavesh Dilip ChanchlaniNoch keine Bewertungen
- Steam Turbine Condenser: How it Works and TypesDokument33 SeitenSteam Turbine Condenser: How it Works and TypesSatyam KumarNoch keine Bewertungen
- Tube Pitch HEDokument29 SeitenTube Pitch HEDitha TiyaraNoch keine Bewertungen
- SPE-184102-MS (2 Technology For Cementation)Dokument14 SeitenSPE-184102-MS (2 Technology For Cementation)Randy SooknananNoch keine Bewertungen
- 3.1 Heat ExchangersDokument76 Seiten3.1 Heat Exchangersraghu_iictNoch keine Bewertungen
- Troubleshooting of Window AcDokument9 SeitenTroubleshooting of Window AcJeffy ShannonNoch keine Bewertungen
- CTI Feed WaterheaterDokument9 SeitenCTI Feed WaterheaterИринаNoch keine Bewertungen
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Von EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Bewertung: 5 von 5 Sternen5/5 (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Pipeline and Energy Plant Piping: Design and TechnologyVon EverandPipeline and Energy Plant Piping: Design and TechnologyBewertung: 5 von 5 Sternen5/5 (2)
- Virgilio S. Delima V. Susan Mercaida Gois GR NO. 178352 - June 17, 2008 FactsDokument6 SeitenVirgilio S. Delima V. Susan Mercaida Gois GR NO. 178352 - June 17, 2008 FactsNikki BarenaNoch keine Bewertungen
- High Frequency Voltage Probe Non-Availability on GeMDokument2 SeitenHigh Frequency Voltage Probe Non-Availability on GeMjudeNoch keine Bewertungen
- Lesson 3 - Materials That Undergo DecayDokument14 SeitenLesson 3 - Materials That Undergo DecayFUMIKO SOPHIA67% (6)
- Cantilever Retaining Wall AnalysisDokument7 SeitenCantilever Retaining Wall AnalysisChub BokingoNoch keine Bewertungen
- E200P Operation ManualDokument26 SeitenE200P Operation ManualsharmasourabhNoch keine Bewertungen
- Siyaram S AR 18-19 With Notice CompressedDokument128 SeitenSiyaram S AR 18-19 With Notice Compressedkhushboo rajputNoch keine Bewertungen
- Youtube AlgorithmDokument27 SeitenYoutube AlgorithmShubham FarakateNoch keine Bewertungen
- Denys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Dokument429 SeitenDenys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Sarthak PrakashNoch keine Bewertungen
- Farmers InterviewDokument5 SeitenFarmers Interviewjay jariwalaNoch keine Bewertungen
- Fall Protection ANSIDokument5 SeitenFall Protection ANSIsejudavisNoch keine Bewertungen
- Dubai Healthcare Providers DirectoryDokument30 SeitenDubai Healthcare Providers DirectoryBrave Ali KhatriNoch keine Bewertungen
- De Thi Thu THPT Quoc Gia Mon Tieng Anh Truong THPT Hai An Hai Phong Nam 2015Dokument10 SeitenDe Thi Thu THPT Quoc Gia Mon Tieng Anh Truong THPT Hai An Hai Phong Nam 2015nguyen ngaNoch keine Bewertungen
- Military Railway Unit Histories Held at MHIDokument6 SeitenMilitary Railway Unit Histories Held at MHINancyNoch keine Bewertungen
- Nexus Undercarriage Cross Reference GuideDokument185 SeitenNexus Undercarriage Cross Reference GuideRomanNoch keine Bewertungen
- Case Study Infrastructure ProjectsDokument1 SeiteCase Study Infrastructure ProjectsAnton_Young_1962Noch keine Bewertungen
- Feb 22-Additional CasesDokument27 SeitenFeb 22-Additional CasesYodh Jamin OngNoch keine Bewertungen
- Alexander Lee ResumeDokument2 SeitenAlexander Lee Resumeapi-352375940Noch keine Bewertungen
- Sugar Milling Contract DisputeDokument3 SeitenSugar Milling Contract DisputeRomy IanNoch keine Bewertungen
- Bid Document PDFDokument125 SeitenBid Document PDFAzharudin ZoechnyNoch keine Bewertungen
- ThesisDokument18 SeitenThesisapi-29776055293% (15)
- What Role Can IS Play in The Pharmaceutical Industry?Dokument4 SeitenWhat Role Can IS Play in The Pharmaceutical Industry?Đức NguyễnNoch keine Bewertungen
- Article 4Dokument31 SeitenArticle 4Abdul OGNoch keine Bewertungen
- Pass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppDokument1 SeitePass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppAnoop SharmaNoch keine Bewertungen
- Draft of The English Literature ProjectDokument9 SeitenDraft of The English Literature ProjectHarshika Verma100% (1)
- Tutorial Manual Safi PDFDokument53 SeitenTutorial Manual Safi PDFrustamriyadiNoch keine Bewertungen
- Continuous torque monitoring improves predictive maintenanceDokument13 SeitenContinuous torque monitoring improves predictive maintenancemlouredocasadoNoch keine Bewertungen
- Memento Mori: March/April 2020Dokument109 SeitenMemento Mori: March/April 2020ICCFA StaffNoch keine Bewertungen
- Fundamentals and Applications of Renewable Energy by Mehmet Kanoglu, Yunus Cengel, John CimbalaDokument413 SeitenFundamentals and Applications of Renewable Energy by Mehmet Kanoglu, Yunus Cengel, John CimbalaFrancesco Nocera100% (1)
- ApudDokument53 SeitenApudlatifahNoch keine Bewertungen
- RoboticsDokument2 SeitenRoboticsCharice AlfaroNoch keine Bewertungen