Das könnte Ihnen auch gefallen
- Direct Methane to Methanol: Foundations and Prospects of the ProcessVon EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNoch keine Bewertungen
- KSFL ReportDokument56 SeitenKSFL ReportAbhishek KumarNoch keine Bewertungen
- Final ReportDokument46 SeitenFinal ReportVarun Gupta100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationVon EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNoch keine Bewertungen
- Ammonia Plant DescriptionDokument41 SeitenAmmonia Plant Descriptionhussainbeds75% (4)
- Coal To Urea at TalcherDokument37 SeitenCoal To Urea at TalcherAlfin A. N.Noch keine Bewertungen
- Plant Layout PDFDokument19 SeitenPlant Layout PDFazzatul amiraNoch keine Bewertungen
- 6 MarchDokument51 Seiten6 MarchmaritsyaditaaNoch keine Bewertungen
- Haber Process For The Production of Ammonia 1Dokument4 SeitenHaber Process For The Production of Ammonia 1Nisha SundarNoch keine Bewertungen
- Maleic Anhydride Expansion ProjectDokument2 SeitenMaleic Anhydride Expansion Projectthaneiro100% (1)
- Olmi Urea Stripper & Carbamate Condenser LeafletDokument6 SeitenOlmi Urea Stripper & Carbamate Condenser LeafletHamzaNoumanNoch keine Bewertungen
- Ammonia and Urea ProductionDokument10 SeitenAmmonia and Urea Productionwaheed_bhattiNoch keine Bewertungen
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDokument12 SeitenSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486Noch keine Bewertungen
- AmmoniaDokument24 SeitenAmmoniaCamilo GarzonNoch keine Bewertungen
- Draft Report For Urea ProductionDokument59 SeitenDraft Report For Urea ProductionBryan Jesher Dela CruzNoch keine Bewertungen
- Comparative Evaluation of Cryogenic Air SeparationDokument21 SeitenComparative Evaluation of Cryogenic Air SeparationmuratNoch keine Bewertungen
- A Complete Analysis of Your Reformer: Bill Cotton and Barry FisherDokument9 SeitenA Complete Analysis of Your Reformer: Bill Cotton and Barry Fishersalvatore raffaNoch keine Bewertungen
- Urea Plant IndiaDokument35 SeitenUrea Plant IndiaAkhil AklNoch keine Bewertungen
- 4.04.06 Liquid Ammonia Ammonium Hydroxide Production ProcessDokument2 Seiten4.04.06 Liquid Ammonia Ammonium Hydroxide Production ProcessyoggalamarNoch keine Bewertungen
- Ammonia and UreaDokument33 SeitenAmmonia and UreaPRAJWAL RASTOGINoch keine Bewertungen
- HTCR Vs HTERDokument7 SeitenHTCR Vs HTERlaquetengoNoch keine Bewertungen
- Lessons Learned With Ammonia Synthesis CatalystsDokument12 SeitenLessons Learned With Ammonia Synthesis CatalystssugumarNoch keine Bewertungen
- Infographic Green HydrogenDokument1 SeiteInfographic Green HydrogenMASOUDNoch keine Bewertungen
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDokument10 Seiten100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNoch keine Bewertungen
- 2000 Development of The ACES 21 ProcessDokument17 Seiten2000 Development of The ACES 21 ProcessTTaddictNoch keine Bewertungen
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDokument12 SeitenProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNoch keine Bewertungen
- Ammonia CrackerDokument2 SeitenAmmonia CrackerPuneet Kumar SharmaNoch keine Bewertungen
- Advanced Gas-Heated Reformer: P. W. FarneilDokument9 SeitenAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNoch keine Bewertungen
- NH3 Process DescriptionDokument8 SeitenNH3 Process DescriptionMusa KaleemNoch keine Bewertungen
- Energy Saving Opportunities in Ammonia and Urea Plant: Kribhco'S ExperienceDokument38 SeitenEnergy Saving Opportunities in Ammonia and Urea Plant: Kribhco'S Experienceigunhakam55100% (1)
- JM Methanol BrochureDokument24 SeitenJM Methanol BrochureM Alim Ur RahmanNoch keine Bewertungen
- CASALE-GROUP Melamine HP TechnologyDokument5 SeitenCASALE-GROUP Melamine HP TechnologyRudy Mamani CuellarNoch keine Bewertungen
- 6 Ammonia PlantDokument29 Seiten6 Ammonia PlantMunawar Lal Joshi100% (1)
- Urea - Kirk Othmer PDFDokument15 SeitenUrea - Kirk Othmer PDFusman_hafeez86Noch keine Bewertungen
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDokument8 Seiten4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNoch keine Bewertungen
- Casale Technologies For New Grass-Roots PlantsDokument10 SeitenCasale Technologies For New Grass-Roots PlantsNguyen Thanh SangNoch keine Bewertungen
- Steam Reforming Carbon FormationDokument26 SeitenSteam Reforming Carbon FormationBilalNoch keine Bewertungen
- Wuhuan - MR Pi JinlinDokument34 SeitenWuhuan - MR Pi JinlinAmanNoch keine Bewertungen
- Sasol TechnologyDokument13 SeitenSasol TechnologyudelmarkNoch keine Bewertungen
- Gbhe Ammonia Co2 Removal Systems WSV PDFDokument20 SeitenGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNoch keine Bewertungen
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDokument10 SeitenMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNoch keine Bewertungen
- Rectisol Master ThesisDokument236 SeitenRectisol Master ThesismvooNoch keine Bewertungen
- Ammonia PlantDokument16 SeitenAmmonia Plantganeshan67% (6)
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDokument8 SeitenModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNoch keine Bewertungen
- Reactor Kinetics of Urea Formation: November 2015Dokument21 SeitenReactor Kinetics of Urea Formation: November 2015Javiera MellaNoch keine Bewertungen
- Air Liquide Syngas ProcessDokument1 SeiteAir Liquide Syngas ProcessAntonio MendesNoch keine Bewertungen
- Ethylene Production PDFDokument28 SeitenEthylene Production PDFMariam AsgharNoch keine Bewertungen
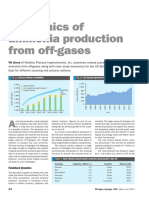
- Economics of Ammonia Production From OffgasesDokument6 SeitenEconomics of Ammonia Production From Offgasesvkarora58Noch keine Bewertungen
- TA 20HP CatalystDokument1 SeiteTA 20HP Catalystdimkuh0% (1)
- Ammonia: Lecture: 6 Ammonia Dr. N. K. PatelDokument10 SeitenAmmonia: Lecture: 6 Ammonia Dr. N. K. PatelKrishna YeoleNoch keine Bewertungen
- Ammonia: A Company of Thyssenkrupp TechnologiesDokument28 SeitenAmmonia: A Company of Thyssenkrupp Technologiesenghisham100% (1)
- Py Gas StudyDokument3 SeitenPy Gas StudySumitAggarwalNoch keine Bewertungen
- Process TechnologyDokument22 SeitenProcess TechnologyJose Paolo MamuyacNoch keine Bewertungen
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDokument12 SeitenNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNoch keine Bewertungen
- Production of AmmoniaDokument4 SeitenProduction of AmmoniaMuhammad Al-baihaqiNoch keine Bewertungen
- Hydrogen GenerationDokument48 SeitenHydrogen GenerationAshish100% (2)
- Ammonia Plant: Kribhco Shyam Fertilisers LTDDokument51 SeitenAmmonia Plant: Kribhco Shyam Fertilisers LTDSabeeh Faruqui100% (1)
- Ammonia Process DescriptionDokument51 SeitenAmmonia Process DescriptionSaad Khan89% (9)
- CAS TW LoanApplicationFormDokument6 SeitenCAS TW LoanApplicationFormSaad KhanNoch keine Bewertungen
- Job Satisfaction Among Employees in Nationaliized Bank.... APDokument74 SeitenJob Satisfaction Among Employees in Nationaliized Bank.... APAnand Tripathi100% (2)
- Ab Bhi Na Ho Qabool To Qismat Ki Baat Hai: Na Jane Wo Kaun Itna Haseen Hoga.. Aapke Haath Me Jiska Naseeb Hoga.Dokument6 SeitenAb Bhi Na Ho Qabool To Qismat Ki Baat Hai: Na Jane Wo Kaun Itna Haseen Hoga.. Aapke Haath Me Jiska Naseeb Hoga.Saad KhanNoch keine Bewertungen
- New Microsoft Office Word DocumentDokument3 SeitenNew Microsoft Office Word DocumentSaad Khan0% (1)
- Comparative Analysis of Life Inshurance Companies: A Project Study Report On Training Undertaken atDokument2 SeitenComparative Analysis of Life Inshurance Companies: A Project Study Report On Training Undertaken atSaad KhanNoch keine Bewertungen
- Ammonia Equvments DrawingDokument43 SeitenAmmonia Equvments DrawingSaad KhanNoch keine Bewertungen
- Process of Urea PlantDokument9 SeitenProcess of Urea PlantSaad KhanNoch keine Bewertungen
- Ammonia Process DescriptionDokument51 SeitenAmmonia Process DescriptionSaad Khan89% (9)
- Feedstocks and Raw Materials: Ammonia PlantDokument40 SeitenFeedstocks and Raw Materials: Ammonia PlantSaad Khan100% (3)
- Ammonia Equvments DrawingDokument43 SeitenAmmonia Equvments DrawingSaad KhanNoch keine Bewertungen
- Process of Urea PlantDokument9 SeitenProcess of Urea PlantSaad KhanNoch keine Bewertungen
- TTD Accommodation ReceiptDokument2 SeitenTTD Accommodation ReceiptDharani KumarNoch keine Bewertungen
- Computer ArchitectureDokument46 SeitenComputer Architecturejaime_parada3097100% (2)
- Stonecoal v3 Guidelines 2023-03-22Dokument71 SeitenStonecoal v3 Guidelines 2023-03-22Esha RamaswamiNoch keine Bewertungen
- 17 Samss 518Dokument20 Seiten17 Samss 518Mohamed H. ShedidNoch keine Bewertungen
- Media EthicsDokument11 SeitenMedia EthicsSreekanth Reddy100% (2)
- Ben ChanDokument2 SeitenBen ChanAlibabaNoch keine Bewertungen
- Design Report of STOL Transport AircraftDokument64 SeitenDesign Report of STOL Transport Aircrafthassan wastiNoch keine Bewertungen
- Technik: RefraDokument54 SeitenTechnik: Reframustaf100% (1)
- Freedom SW 2000 Owners Guide (975-0528!01!01 - Rev-D)Dokument48 SeitenFreedom SW 2000 Owners Guide (975-0528!01!01 - Rev-D)MatthewNoch keine Bewertungen
- World War 1 NotesDokument2 SeitenWorld War 1 NotesSoarSZNNoch keine Bewertungen
- WP Seagull Open Source Tool For IMS TestingDokument7 SeitenWP Seagull Open Source Tool For IMS Testingsourchhabs25Noch keine Bewertungen
- Syllabus Financial AccountingDokument3 SeitenSyllabus Financial AccountingHusain ADNoch keine Bewertungen
- IDR PresentationDokument11 SeitenIDR Presentationparthesh laheriNoch keine Bewertungen
- Differentialequations, Dynamicalsystemsandlinearalgebra Hirsch, Smale2Dokument186 SeitenDifferentialequations, Dynamicalsystemsandlinearalgebra Hirsch, Smale2integrationbyparths671Noch keine Bewertungen
- 1353apni KakshaDokument43 Seiten1353apni KakshaArush GautamNoch keine Bewertungen
- GSM Rtu Controller Rtu5011 v2 PDFDokument27 SeitenGSM Rtu Controller Rtu5011 v2 PDFAbdul GhaniNoch keine Bewertungen
- JapanDokument15 SeitenJapanceazar BugtongNoch keine Bewertungen
- A Simple and Reliable Submental Intubation.68Dokument4 SeitenA Simple and Reliable Submental Intubation.68Tîrban Pantelimon FlorinNoch keine Bewertungen
- Caribbean Career Opportunity - Cayman Island Water Authority - Plant Operator Cayman Brac Plant Operator (Overseas)Dokument1 SeiteCaribbean Career Opportunity - Cayman Island Water Authority - Plant Operator Cayman Brac Plant Operator (Overseas)Cawasa St-LuciaNoch keine Bewertungen
- Dual Nature of Radiation and MatterDokument5 SeitenDual Nature of Radiation and Mattercopadag753Noch keine Bewertungen
- Soil ResistivityDokument6 SeitenSoil ResistivityAnonymous EP0GKhfNoch keine Bewertungen
- 1. Mạch điện đồng hồ santafe 2014-2018Dokument5 Seiten1. Mạch điện đồng hồ santafe 2014-2018PRO ECUNoch keine Bewertungen
- 9.LearnEnglish Writing A2 Instructions For A Colleague PDFDokument5 Seiten9.LearnEnglish Writing A2 Instructions For A Colleague PDFوديع القباطيNoch keine Bewertungen
- Materials Science and Engineering-Chapter 11Dokument3 SeitenMaterials Science and Engineering-Chapter 11JurgenNoch keine Bewertungen
- Assembling Your Antenna SystemDokument27 SeitenAssembling Your Antenna SystemKam MusNoch keine Bewertungen
- KC CVDokument2 SeitenKC CVVishal KeshriNoch keine Bewertungen
- Income Tax - MidtermDokument9 SeitenIncome Tax - MidtermThe Second OneNoch keine Bewertungen
- BIO CH04 FoundationsDokument12 SeitenBIO CH04 FoundationsDyuana Stevenson0% (1)
- Viva Questions For Even SemestersDokument22 SeitenViva Questions For Even SemestersSiddhanta DuttaNoch keine Bewertungen
- Marketing Plan Potato Food TruckDokument25 SeitenMarketing Plan Potato Food TruckAhasan h. ShuvoNoch keine Bewertungen