Das könnte Ihnen auch gefallen
- R 412Dokument4 SeitenR 412munazarNoch keine Bewertungen
- Extremely Powerful Spreader.: AdvantagesDokument4 SeitenExtremely Powerful Spreader.: AdvantagesmunazarNoch keine Bewertungen
- SC 557Dokument4 SeitenSC 557munazarNoch keine Bewertungen
- Fire Pump Catalogue PDFDokument12 SeitenFire Pump Catalogue PDFmunazar100% (1)
- En 13534 Holmatro CatalogueDokument144 SeitenEn 13534 Holmatro CataloguemunazarNoch keine Bewertungen
- LSI 531 CC Concrete CrusherDokument4 SeitenLSI 531 CC Concrete CrushermunazarNoch keine Bewertungen
- Fire Protection Design GuidelinesDokument11 SeitenFire Protection Design Guidelinesmunazar100% (1)
- Non-Conventional Machining ProcessesDokument31 SeitenNon-Conventional Machining ProcessesmunazarNoch keine Bewertungen
- Fire Protection Design GuidelinesDokument11 SeitenFire Protection Design Guidelinesmunazar100% (1)
- Finite Element Analysis: MEEN 5330 Dustin Grant Kamlesh Borgaonkar Varsha Maddela Rupakkumar Patel Sandeep YarlagaddaDokument34 SeitenFinite Element Analysis: MEEN 5330 Dustin Grant Kamlesh Borgaonkar Varsha Maddela Rupakkumar Patel Sandeep YarlagaddanvemanNoch keine Bewertungen
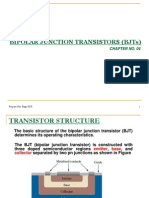
- Bipolar Junction Transistors (BJTS) : Chapter No. 04Dokument58 SeitenBipolar Junction Transistors (BJTS) : Chapter No. 04munazarNoch keine Bewertungen
- Introduction To Internal Combustion Engines, 2nd Edition by Richard StoneDokument295 SeitenIntroduction To Internal Combustion Engines, 2nd Edition by Richard StoneChukwunonso Arinze50% (2)
- Anger ManagementDokument30 SeitenAnger ManagementmunazarNoch keine Bewertungen
- How To Become A Good TeacherDokument16 SeitenHow To Become A Good Teachermunazar100% (1)
- Lettering Exercises First Semester, WecDokument4 SeitenLettering Exercises First Semester, WecmunazarNoch keine Bewertungen
- Course OutlineDokument2 SeitenCourse OutlinemunazarNoch keine Bewertungen
- (CAD) (ProENGINEER) Proe Tutorial 231pagesDokument231 Seiten(CAD) (ProENGINEER) Proe Tutorial 231pagesŠovljanski Nedeljko100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Physics 23 Fall 1993 Lab 2 - Adiabatic Processes: PV NRTDokument13 SeitenPhysics 23 Fall 1993 Lab 2 - Adiabatic Processes: PV NRTvipul ch v v n s sNoch keine Bewertungen
- Interr ModifDokument180 SeitenInterr ModifJoaquin CampitiNoch keine Bewertungen
- Glenair Connector Terms - SummaryDokument4 SeitenGlenair Connector Terms - SummarybenNoch keine Bewertungen
- LPIC-2 Exam PrepDokument882 SeitenLPIC-2 Exam PrepcuthieuNoch keine Bewertungen
- TEX20-NV: Technical and Maintenance ManualDokument110 SeitenTEX20-NV: Technical and Maintenance Manualvasilikot50% (2)
- Make A Project of Calculator in Visual BasicDokument9 SeitenMake A Project of Calculator in Visual BasicCHITRA MINI96% (23)
- Aes MatlabDokument32 SeitenAes MatlabbalajithrillerNoch keine Bewertungen
- EmpanelHospList HelpFAQDokument13 SeitenEmpanelHospList HelpFAQaditi001Noch keine Bewertungen
- Fiocchi USA Catalogue 2010Dokument60 SeitenFiocchi USA Catalogue 2010Mario LopezNoch keine Bewertungen
- Workover Kill Fluid Density CalculationDokument3 SeitenWorkover Kill Fluid Density CalculationSanny Astari100% (1)
- Parts List: 8108.010 MagnumDokument16 SeitenParts List: 8108.010 MagnumRoque LlamoccaNoch keine Bewertungen
- BK Report and ProjectDokument55 SeitenBK Report and ProjecttesfuNoch keine Bewertungen
- SearchBot Results For Touchstone 1Dokument6 SeitenSearchBot Results For Touchstone 1CNoch keine Bewertungen
- Trodat Standard Self Inking Stamp and Accessory Mini CatalogDokument12 SeitenTrodat Standard Self Inking Stamp and Accessory Mini CatalogpromotesourceNoch keine Bewertungen
- Banumathy.D Updated Profile 1Dokument7 SeitenBanumathy.D Updated Profile 1engineeringwatchNoch keine Bewertungen
- Product Presentation PPT NeerajDokument8 SeitenProduct Presentation PPT NeerajNeeraj UdiniyaNoch keine Bewertungen
- Serial Index CaterpillarDokument260 SeitenSerial Index CaterpillarRamón Mangles90% (10)
- Project Report JamiaDokument76 SeitenProject Report JamiaShoaibNoch keine Bewertungen
- Network Management Card - Installation Manual - EngDokument30 SeitenNetwork Management Card - Installation Manual - EngZunaira ShafiNoch keine Bewertungen
- Sanjay ProjectDokument41 SeitenSanjay ProjectPrynka RawatNoch keine Bewertungen
- Experience The Latest & Safest in Building Circuit ProtectionDokument28 SeitenExperience The Latest & Safest in Building Circuit ProtectionYashwanth KrishnanNoch keine Bewertungen
- Admit Card: Examination Centre: Centre CodeDokument1 SeiteAdmit Card: Examination Centre: Centre CodekrishnaNoch keine Bewertungen
- Catalogo de Oleohidraulica AGVDokument73 SeitenCatalogo de Oleohidraulica AGVadjime3Noch keine Bewertungen
- Hong Kong International Airport Instrument Approach ChartDokument21 SeitenHong Kong International Airport Instrument Approach ChartThamaroj ChansawangNoch keine Bewertungen
- Sky Spark White PaperDokument7 SeitenSky Spark White PaperJohn KablerNoch keine Bewertungen
- Acquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)Dokument2 SeitenAcquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)MAY BEVERLY MORALES100% (8)
- Dehp 780 MPDokument104 SeitenDehp 780 MPVitorNoch keine Bewertungen
- WRO 2018 WeDo RegularDokument14 SeitenWRO 2018 WeDo RegularAlaas AlvcaszaNoch keine Bewertungen
- Ansi C29.2aDokument22 SeitenAnsi C29.2afecasNoch keine Bewertungen
- Cardox-Blockage Removal SystemDokument5 SeitenCardox-Blockage Removal SystemNaelNoch keine Bewertungen