Das könnte Ihnen auch gefallen
- Lean Tool PDFDokument2 SeitenLean Tool PDFTuong Tan100% (1)
- Accounts PayableDokument890 SeitenAccounts Payablessanik1100% (1)
- Summary of DPWH Standard Specs and Min Test RequirmentDokument34 SeitenSummary of DPWH Standard Specs and Min Test Requirmentcharlee_05Noch keine Bewertungen
- Voyage Charter AgreementsDokument56 SeitenVoyage Charter AgreementsMahdi Bordbar83% (12)
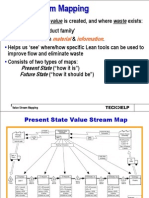
- Value Stream MappingDokument32 SeitenValue Stream Mappingnmmribeiro100% (1)
- VSM in Job Shop and Custom Manufacturing Facilities PDFDokument279 SeitenVSM in Job Shop and Custom Manufacturing Facilities PDFNaz100% (1)
- BBL - Standard Work For ShopfloorDokument105 SeitenBBL - Standard Work For ShopfloortomNoch keine Bewertungen
- Quality Kaizen Supervisor + Manager DatabaseDokument17 SeitenQuality Kaizen Supervisor + Manager DatabaseMohamed AbdelAzizNoch keine Bewertungen
- SMED TrainingDokument35 SeitenSMED TrainingJulio Cesar Medrano Roque80% (5)
- 5S & Visual ManagementDokument34 Seiten5S & Visual ManagementJezza WilsonNoch keine Bewertungen
- Heijunka 29.3.19Dokument27 SeitenHeijunka 29.3.19rohitNoch keine Bewertungen
- Lean Manufacturing Tools Techniques and How To Use ThemDokument245 SeitenLean Manufacturing Tools Techniques and How To Use Themhugoferto100% (38)
- Kaizen Desk Reference Standard PDFDokument466 SeitenKaizen Desk Reference Standard PDFAwadhut MaliNoch keine Bewertungen
- Click To Edit Master Title Style: Lean 101Dokument60 SeitenClick To Edit Master Title Style: Lean 101imamNoch keine Bewertungen
- Materi 4Dokument24 SeitenMateri 4AuliamNoch keine Bewertungen
- Lean Production: Week 2: Value Stream MappingDokument54 SeitenLean Production: Week 2: Value Stream MappingQuynh Chau TranNoch keine Bewertungen
- Advanced Lean Training Manual Band 4Dokument106 SeitenAdvanced Lean Training Manual Band 4EXDE601E100% (39)
- Design For Excellence PocketguideDokument244 SeitenDesign For Excellence PocketguideszumNoch keine Bewertungen
- Lean From CSUNDokument45 SeitenLean From CSUNthedjoss2000Noch keine Bewertungen
- Value Stream Mapping: Submitted By-Aanchal Chawla (DFT-VI)Dokument9 SeitenValue Stream Mapping: Submitted By-Aanchal Chawla (DFT-VI)Aanchal ChawlaNoch keine Bewertungen
- SummaryDokument64 SeitenSummaryssanik1Noch keine Bewertungen
- Mercedes Benz VitoDokument366 SeitenMercedes Benz Vitobmwscribd33% (3)
- Customer Pull Cells & Value Streams Visual Systems Lean Principles Continuous ImprovementDokument51 SeitenCustomer Pull Cells & Value Streams Visual Systems Lean Principles Continuous Improvementssanik1Noch keine Bewertungen
- 07 Balancing Cycle Time and Takt TimeDokument2 Seiten07 Balancing Cycle Time and Takt Timelam nguyenNoch keine Bewertungen
- Measuring Over-All Equipment Effectiveness (OEE)Dokument8 SeitenMeasuring Over-All Equipment Effectiveness (OEE)Dash Smth100% (1)
- The Plan For Every PartDokument7 SeitenThe Plan For Every PartAlpha SamadNoch keine Bewertungen
- Case Study Jetblue Airways - A New BeginningDokument3 SeitenCase Study Jetblue Airways - A New Beginningmirdin2010Noch keine Bewertungen
- 4 Slides Value Stream MappingDokument13 Seiten4 Slides Value Stream MappingRanjan Raj Urs100% (2)
- Standardized Work and Problem SolvingDokument34 SeitenStandardized Work and Problem Solvingjayeshjpillai100% (3)
- Simulation of Lean Assembly LineDokument6 SeitenSimulation of Lean Assembly Linekarthik_avadiNoch keine Bewertungen
- LMM - JJS - PPT 5A - Lean Tools & TechniquesDokument165 SeitenLMM - JJS - PPT 5A - Lean Tools & TechniquesAby Reji ChemmathuNoch keine Bewertungen
- VSM - High-Mix - Low-Volume PDFDokument18 SeitenVSM - High-Mix - Low-Volume PDFMurugan BalaramanNoch keine Bewertungen
- PEUGEOTDokument55 SeitenPEUGEOTChristian Loib100% (1)
- Takt Time: Using Demand Planning to Help Shape Your Lean Improvement ProjectsVon EverandTakt Time: Using Demand Planning to Help Shape Your Lean Improvement ProjectsNoch keine Bewertungen
- A Set-Up Reduction Tool For Continuous ImprovementDokument31 SeitenA Set-Up Reduction Tool For Continuous ImprovementPriyang ShahNoch keine Bewertungen
- VSMDokument13 SeitenVSMnavingaikwad100% (1)
- KaizenDokument62 SeitenKaizenssanik1100% (6)
- WCM Principle 4 HeijunkaDokument33 SeitenWCM Principle 4 HeijunkaSaurabh KothawadeNoch keine Bewertungen
- Kanban Pull Systems: An Intermediate Lean SolutionDokument47 SeitenKanban Pull Systems: An Intermediate Lean SolutionfmeszNoch keine Bewertungen
- Copy of Lean Diagnostic ToolDokument7 SeitenCopy of Lean Diagnostic ToolMohammad KamruzzamanNoch keine Bewertungen
- Heijunka 1Dokument15 SeitenHeijunka 1navin.rohilla7564Noch keine Bewertungen
- Poka Yoke Error Proofing: Lean Thinking, #5Von EverandPoka Yoke Error Proofing: Lean Thinking, #5Bewertung: 4 von 5 Sternen4/5 (1)
- Value Stream Mapping A Complete Guide - 2020 EditionVon EverandValue Stream Mapping A Complete Guide - 2020 EditionNoch keine Bewertungen
- Heijunka v1Dokument34 SeitenHeijunka v1Akash Ghule100% (2)
- Lean ManufacturingDokument298 SeitenLean Manufacturingbrahmho100% (2)
- Value StreamDokument16 SeitenValue StreamfoofoolNoch keine Bewertungen
- TheLeanToolbox 5thedition PDFDokument18 SeitenTheLeanToolbox 5thedition PDFali reza100% (1)
- 4 Steps To Value Stream Mapping (VSM)Dokument11 Seiten4 Steps To Value Stream Mapping (VSM)cyngnoNoch keine Bewertungen
- Making Material FlowDokument108 SeitenMaking Material FlowSalvador Peña Ugalde100% (1)
- SMED Training MaterialDokument35 SeitenSMED Training MaterialEr Jagadish MandalNoch keine Bewertungen
- Hoshin Kanri Case StudyDokument3 SeitenHoshin Kanri Case Studyogan97Noch keine Bewertungen
- Lean Manufacturing Wastes - MURA, MURI and MUDADokument27 SeitenLean Manufacturing Wastes - MURA, MURI and MUDALyne Lerin100% (1)
- Owens & MinorDokument27 SeitenOwens & MinorMritunjay Hansda100% (3)
- Smed Analysis 2Dokument80 SeitenSmed Analysis 2Azaly BuangNoch keine Bewertungen
- An Introduction To Lean ManufacturingDokument45 SeitenAn Introduction To Lean ManufacturingGopalakrishnan100% (12)
- Takt Time ExerciseDokument14 SeitenTakt Time ExerciseIrenius AdityaNoch keine Bewertungen
- STEP1MANDokument101 SeitenSTEP1MANRPM28XI100% (1)
- MSE507 Lean Manufacturing: Learning To See Parts IV, VDokument57 SeitenMSE507 Lean Manufacturing: Learning To See Parts IV, VSelvaraj Balasundram100% (1)
- 1 TMR Intro 2006Dokument36 Seiten1 TMR Intro 2006mulyadiNoch keine Bewertungen
- Modular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7Von EverandModular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7Noch keine Bewertungen
- Single Minute Exchange of DiesDokument11 SeitenSingle Minute Exchange of DiesAhmed SamirNoch keine Bewertungen
- Value Stream Mapping: Dr. Richard E. WhiteDokument19 SeitenValue Stream Mapping: Dr. Richard E. WhiteSamir ChaudhariNoch keine Bewertungen
- Implementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing IndustryDokument9 SeitenImplementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing Industryb4rtm4nNoch keine Bewertungen
- 5-S and Value Stream Mapping: Douglas M. Stewart, Ph.D. Anderson Schools of Management University of New MexicoDokument28 Seiten5-S and Value Stream Mapping: Douglas M. Stewart, Ph.D. Anderson Schools of Management University of New MexiconabilNoch keine Bewertungen
- 4 Steps To VSMDokument12 Seiten4 Steps To VSMJaqui MartinezNoch keine Bewertungen
- Lean and Six Sigma - NERC 05-07-11Dokument62 SeitenLean and Six Sigma - NERC 05-07-11lishanshungNoch keine Bewertungen
- Lean Manufacturing Lec 5.1Dokument41 SeitenLean Manufacturing Lec 5.1Muhammad KhalilNoch keine Bewertungen
- If You Think You Can or You Think You Can't, You're Absolutely Right.Dokument1 SeiteIf You Think You Can or You Think You Can't, You're Absolutely Right.ssanik1Noch keine Bewertungen
- CultureDokument50 SeitenCulturessanik1Noch keine Bewertungen
- JDEdwards Manual - Euro ConversionDokument232 SeitenJDEdwards Manual - Euro Conversionssanik1Noch keine Bewertungen
- OIC1Dokument5 SeitenOIC1ssanik1Noch keine Bewertungen
- River PortDokument2 SeitenRiver Portssanik1Noch keine Bewertungen
- River PortDokument2 SeitenRiver Portssanik1Noch keine Bewertungen
- Case Study - Fiat/ChryslerDokument3 SeitenCase Study - Fiat/ChryslerGiorgio TomassettiNoch keine Bewertungen
- Transportation System AnalysisDokument48 SeitenTransportation System AnalysisAizaz AhmadNoch keine Bewertungen
- 3.) Pioneer Insurance v. APLDokument2 Seiten3.) Pioneer Insurance v. APLJarvin David ResusNoch keine Bewertungen
- Task: Questions and Answers: 1. Fire On BoardDokument6 SeitenTask: Questions and Answers: 1. Fire On BoardRuminda HutagalungNoch keine Bewertungen
- Overview UKDokument12 SeitenOverview UKbejoythomasNoch keine Bewertungen
- Uthm 6 - Note Lecture Mka 2133 - Transportation ForecastingDokument37 SeitenUthm 6 - Note Lecture Mka 2133 - Transportation ForecastingazcompNoch keine Bewertungen
- Records and TimesheetDokument2 SeitenRecords and TimesheetKazim NawazNoch keine Bewertungen
- IBEF Aviation PresentationDokument40 SeitenIBEF Aviation PresentationIshan ShuklaNoch keine Bewertungen
- 01 Alternative Methods of Structural ConstructionDokument30 Seiten01 Alternative Methods of Structural ConstructionJohn GaringNoch keine Bewertungen
- Spike PDFDokument17 SeitenSpike PDFArthur BarieNoch keine Bewertungen
- Bangalore BMTC Bus RoutesDokument6 SeitenBangalore BMTC Bus RoutesChanderNoch keine Bewertungen
- Ticket PDFDokument1 SeiteTicket PDFuttamNoch keine Bewertungen
- Pigeon Point Presentation On Sound Transit Light RailDokument43 SeitenPigeon Point Presentation On Sound Transit Light RailWestSeattleBlogNoch keine Bewertungen
- IMT 506 UputstvoDokument151 SeitenIMT 506 Uputstvovladav87Noch keine Bewertungen
- Koilozhugu 1623 - 1803 Front PagesDokument40 SeitenKoilozhugu 1623 - 1803 Front PagesSrivaishnavasri Krishnamachari VasudevanNoch keine Bewertungen
- Trade Route Economics Tool User Guide Version 1 - 2Dokument13 SeitenTrade Route Economics Tool User Guide Version 1 - 2Jedi21Noch keine Bewertungen
- Sacred Heart of Jesus Church, Madanthyar - Kalzache Zaith Monthi Fest IssueDokument120 SeitenSacred Heart of Jesus Church, Madanthyar - Kalzache Zaith Monthi Fest IssuemadanthyarchurchNoch keine Bewertungen
- 2400-Series CastCatalog Freeman 201405Dokument12 Seiten2400-Series CastCatalog Freeman 201405Andi PurwantoNoch keine Bewertungen
- LTB00342Dokument1 SeiteLTB00342Massahiro FilhoNoch keine Bewertungen
- Duarte 2015Dokument15 SeitenDuarte 2015Carlos YascaribayNoch keine Bewertungen
- Petro ViewDokument34 SeitenPetro ViewDayanand SinghNoch keine Bewertungen
- 5D4N Medan Berastagi TourDokument5 Seiten5D4N Medan Berastagi TourWanM.SyamimNoch keine Bewertungen
- Phil. Home Assurance v. CA (1996) DigestDokument1 SeitePhil. Home Assurance v. CA (1996) DigestJovelan V. EscañoNoch keine Bewertungen