Das könnte Ihnen auch gefallen
- Soldering Electronic Components 2nd EditionVon EverandSoldering Electronic Components 2nd EditionBewertung: 3 von 5 Sternen3/5 (2)
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDokument30 SeitenTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNoch keine Bewertungen
- Defects AND DiscontinuitiesDokument39 SeitenDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Practical Metal Plate Work - With Numerous Engravings and DiagramsVon EverandPractical Metal Plate Work - With Numerous Engravings and DiagramsBewertung: 5 von 5 Sternen5/5 (1)
- Welding DefectsDokument47 SeitenWelding Defects0502raviNoch keine Bewertungen
- Day 1Dokument47 SeitenDay 1vinay1999Noch keine Bewertungen
- Various Welding ProcessDokument50 SeitenVarious Welding Processsachin G.Noch keine Bewertungen
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsVon EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNoch keine Bewertungen
- Lec24 PDFDokument69 SeitenLec24 PDFsskiitbNoch keine Bewertungen
- Introduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionVon EverandIntroduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionNoch keine Bewertungen
- 01 Wis5 Defect NewDokument55 Seiten01 Wis5 Defect NewHai Vuu100% (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- Weld Defects and DiscontinuitiesDokument78 SeitenWeld Defects and DiscontinuitiesGilbert MendozaNoch keine Bewertungen
- Weld RepairsDokument40 SeitenWeld Repairsவிஷ்ணு ராஜசெல்வன்Noch keine Bewertungen
- The Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Home BlacksmithVon EverandThe Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Home BlacksmithNoch keine Bewertungen
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDokument80 SeitenRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNoch keine Bewertungen
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesVon EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesBewertung: 4 von 5 Sternen4/5 (1)
- 9-Haz, Welding Defecs, Causes and RemdiesDokument24 Seiten9-Haz, Welding Defecs, Causes and RemdiesRamu Amara100% (1)
- Defects AND DiscontinuitiesDokument49 SeitenDefects AND DiscontinuitiesMetalAnand ChelliahNoch keine Bewertungen
- 01 - WELDING DEFECTS (Surface) - May 2021Dokument28 Seiten01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNoch keine Bewertungen
- Welding Defects - PresentationDokument40 SeitenWelding Defects - Presentationforgameslive100% (17)
- Welding Defects PresentationDokument40 SeitenWelding Defects PresentationGautam KumarNoch keine Bewertungen
- Welding Webinar - 27th JuneDokument106 SeitenWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- Defects and Discontinuities: Boiler and Mechanical PowerDokument78 SeitenDefects and Discontinuities: Boiler and Mechanical PowerthejusNoch keine Bewertungen
- RT Defect DetailsDokument77 SeitenRT Defect DetailsAnonymous 7ibtVlNoch keine Bewertungen
- Welding DefectsDokument77 SeitenWelding DefectsBalakumar100% (1)
- Xa00152120 Welding Defects February 2011Dokument1 SeiteXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- L1 - Welding Discontinuities RemediesDokument38 SeitenL1 - Welding Discontinuities RemediesLunilyn Ortega100% (1)
- Weld DefectDokument78 SeitenWeld DefectjswldeepNoch keine Bewertungen
- Welding DefectsDokument68 SeitenWelding DefectsRahulKumarNoch keine Bewertungen
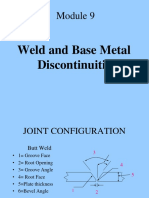
- Weld and Base Metal DiscontinuitiesDokument74 SeitenWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Welding Defects PresentationDokument41 SeitenWelding Defects PresentationAhsan AliNoch keine Bewertungen
- Defects PDFDokument78 SeitenDefects PDFAhmed MoustafaNoch keine Bewertungen
- Defects and Discontinuities: Raymund Talisic QC ManagerDokument78 SeitenDefects and Discontinuities: Raymund Talisic QC Managershaako5256Noch keine Bewertungen
- Weld DefectsDokument61 SeitenWeld DefectsLokesh Kumar GuptaNoch keine Bewertungen
- Weld DefectsDokument78 SeitenWeld DefectsKevin CheungNoch keine Bewertungen
- Repair Welds: Mark/Locate Weld: DefectsDokument23 SeitenRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument33 SeitenShielded Metal Arc WeldingAit Biñan100% (3)
- 5 Essentials of Shielded Metal Arc WeldingDokument15 Seiten5 Essentials of Shielded Metal Arc WeldingSally Java Senayo100% (3)
- Stainless Steel DefectsDokument30 SeitenStainless Steel Defects0502ravi100% (1)
- Welding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingDokument144 SeitenWelding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingSuraj RawatNoch keine Bewertungen
- Ss WeldingDokument12 SeitenSs Welding0502ravi100% (1)
- Welding DefectsDokument5 SeitenWelding DefectsDEEPAKNoch keine Bewertungen
- 5 Welding EssentialsDokument4 Seiten5 Welding EssentialsdrexNoch keine Bewertungen
- Welding Defect PhotoDokument14 SeitenWelding Defect Photo0502raviNoch keine Bewertungen
- PRT (IC141) - Lecture 12-13 WeldingDokument38 SeitenPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaNoch keine Bewertungen
- DefectologyDokument91 SeitenDefectologyravindra erabattiNoch keine Bewertungen
- Keje Welding DaamDokument12 SeitenKeje Welding Daamdzuko shamNoch keine Bewertungen
- Welding Defects - Causes and RemediesDokument51 SeitenWelding Defects - Causes and Remediesmilind94% (18)
- Wa0006.Dokument64 SeitenWa0006.yashNoch keine Bewertungen
- DefectologyDokument91 SeitenDefectologySivasankaran Raju100% (6)
- Definition: Amount A Joint Is Out: of Alignment at The RootDokument33 SeitenDefinition: Amount A Joint Is Out: of Alignment at The Rootkumaraswamy.kNoch keine Bewertungen
- Essentials of Shielded Metal Arc Welding Nc1Dokument5 SeitenEssentials of Shielded Metal Arc Welding Nc1melkie oganoNoch keine Bewertungen
- 5 Essentials in WeldingDokument23 Seiten5 Essentials in WeldingAlexander OrsenoNoch keine Bewertungen
- Welding DefectsDokument38 SeitenWelding Defectssajeev27100% (4)
- Corporate Presentation: PT ANTAM (Persero) TBKDokument33 SeitenCorporate Presentation: PT ANTAM (Persero) TBKandrenaibahoNoch keine Bewertungen
- C289Dokument22 SeitenC289Gato SesaNoch keine Bewertungen
- Heavy Metals in WastewaterDokument7 SeitenHeavy Metals in WastewaterMari Mar ManuelNoch keine Bewertungen
- Science Lesson 1-2 3RD QuarterDokument4 SeitenScience Lesson 1-2 3RD QuarterLen B RoxasNoch keine Bewertungen
- Nptel WeldingDokument233 SeitenNptel WeldingThasarathan Ravichandran100% (2)
- Polythionic Acid Stress Corrosion CrackingDokument4 SeitenPolythionic Acid Stress Corrosion CrackingpmkarNoch keine Bewertungen
- Metals and Non-Metals NotesDokument18 SeitenMetals and Non-Metals NotesAzeem IqbalNoch keine Bewertungen
- SE1 Chemistry Final Exam2022 Paper4 QDokument9 SeitenSE1 Chemistry Final Exam2022 Paper4 QDerron LimNoch keine Bewertungen
- GATE Engineering SciencesDokument6 SeitenGATE Engineering SciencesstudyurselfNoch keine Bewertungen
- 1 Chapter 1.1 Engineering Materilas (Metals,... )Dokument39 Seiten1 Chapter 1.1 Engineering Materilas (Metals,... )KidusNoch keine Bewertungen
- Alcoa AP BrochureDokument8 SeitenAlcoa AP BrochureGanesh AshokanNoch keine Bewertungen
- Aleaciones Cobre-Niquel-EstañoDokument20 SeitenAleaciones Cobre-Niquel-EstañoOmar BarrionuevoNoch keine Bewertungen
- Cat Forklift Dp50k Service Operation Maintenance ManualDokument27 SeitenCat Forklift Dp50k Service Operation Maintenance Manualpatrickheath070882eqa100% (113)
- sANa OllDokument43 SeitensANa OllPeejayNoch keine Bewertungen
- Mineral Reserves WorldDokument18 SeitenMineral Reserves WorldWalter Mijael Canchari ZuñigaNoch keine Bewertungen
- Biomaterials and ApplicationsDokument73 SeitenBiomaterials and ApplicationsC NNoch keine Bewertungen
- Eimn2 Chapter: Marine Engineering MaterialsDokument2 SeitenEimn2 Chapter: Marine Engineering MaterialsenglisgoNoch keine Bewertungen
- Design and Fabrication of Wick Type Solar StillDokument59 SeitenDesign and Fabrication of Wick Type Solar StillmktutyNoch keine Bewertungen
- Report Sheet: Color: Cyan Color: White Color: Colorless Color: ColorlessDokument6 SeitenReport Sheet: Color: Cyan Color: White Color: Colorless Color: ColorlessMigs MlaNoch keine Bewertungen
- Earth Science q1 - Module 5Dokument26 SeitenEarth Science q1 - Module 5Glyza Mae Gonzaga MontejoNoch keine Bewertungen
- Surviving Chemistry: A Workbook For High School ChemistryDokument67 SeitenSurviving Chemistry: A Workbook For High School ChemistryE3 Scholastic Publishing100% (7)
- Astm G 34 01Dokument7 SeitenAstm G 34 01hamidouNoch keine Bewertungen
- Properties of Metals ExperimentDokument15 SeitenProperties of Metals ExperimentSamVicNoch keine Bewertungen
- Tin and Tin AlloysDokument22 SeitenTin and Tin AlloysstainedClassNoch keine Bewertungen
- The Diagram Shows A Small Screwdriver.: Leave BlankDokument2 SeitenThe Diagram Shows A Small Screwdriver.: Leave BlankYu SunNoch keine Bewertungen
- Mill ExtractionDokument10 SeitenMill ExtractionBahtiar Yudhistira100% (1)
- Nippon PDFDokument6 SeitenNippon PDFYogesh GuptaNoch keine Bewertungen
- Characterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessDokument8 SeitenCharacterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessUsman NiazNoch keine Bewertungen
- Casting AssignmentDokument7 SeitenCasting AssignmentTshepo MolotoNoch keine Bewertungen