Das könnte Ihnen auch gefallen
- Everything About The Airbag SRS SystemDokument60 SeitenEverything About The Airbag SRS SystemWhizzWr100% (1)
- Bluetooth Modulo HC 05 1Dokument29 SeitenBluetooth Modulo HC 05 1ejmelchiorsNoch keine Bewertungen
- Dynamics in Behavioral Adaptation To A Transportation Innovation: A Case Study of Carlink-A Smart Carsharing SystemDokument473 SeitenDynamics in Behavioral Adaptation To A Transportation Innovation: A Case Study of Carlink-A Smart Carsharing SystemWhizzWrNoch keine Bewertungen
- Design Aspects of Multiple Driven Belt ConveyorsDokument168 SeitenDesign Aspects of Multiple Driven Belt ConveyorsAndresNoch keine Bewertungen
- Application of EXCEL in Teaching FEMDokument10 SeitenApplication of EXCEL in Teaching FEMj.emmett.dwyer1033Noch keine Bewertungen
- Fire Alarm Fire SignaturesDokument1 SeiteFire Alarm Fire SignaturesWhizzWrNoch keine Bewertungen
- Upaya Peningkatan Kemampuan Mahasiswa DLM Mata Kulia Translation (PTK)Dokument16 SeitenUpaya Peningkatan Kemampuan Mahasiswa DLM Mata Kulia Translation (PTK)WhizzWrNoch keine Bewertungen
- Bode PlotDokument19 SeitenBode Plotkoolking786Noch keine Bewertungen
- TU Delft BSC MSC Report 02 TemplateDokument12 SeitenTU Delft BSC MSC Report 02 TemplateWhizzWrNoch keine Bewertungen
- NFC Reader ACR122U API GuideDokument38 SeitenNFC Reader ACR122U API GuideWhizzWrNoch keine Bewertungen
- Automobile Porter Diamond ChinaDokument117 SeitenAutomobile Porter Diamond ChinaParamkusam100% (2)
- Inertial Measurement Unit in ArduinoDokument7 SeitenInertial Measurement Unit in ArduinoWhizzWrNoch keine Bewertungen
- Measuring Technology Contribution For Performance AnalysisDokument9 SeitenMeasuring Technology Contribution For Performance AnalysisWhizzWrNoch keine Bewertungen
- HP Deskjet 4515Dokument2 SeitenHP Deskjet 4515WhizzWrNoch keine Bewertungen
- Academic GuideBook FTUI 2013 English Ed For WebDokument538 SeitenAcademic GuideBook FTUI 2013 English Ed For WebDenden DermawanNoch keine Bewertungen
- HID Lite WP V10Dokument25 SeitenHID Lite WP V10WhizzWrNoch keine Bewertungen
- Etching and Lithography in MicrofabricationDokument8 SeitenEtching and Lithography in MicrofabricationWhizzWrNoch keine Bewertungen
- Data Glove StichingDokument5 SeitenData Glove StichingWhizzWrNoch keine Bewertungen
- Micro MachiningDokument19 SeitenMicro MachiningWhizzWrNoch keine Bewertungen
- TeachingEnglish ROLE PLAYDokument4 SeitenTeachingEnglish ROLE PLAYWhizzWrNoch keine Bewertungen
- Natural Gas Storage TankDokument10 SeitenNatural Gas Storage TankSurya Budi WidagdoNoch keine Bewertungen
- Etching and Lithography in MicrofabricationDokument8 SeitenEtching and Lithography in MicrofabricationWhizzWrNoch keine Bewertungen
- DynEd SynclogDokument1 SeiteDynEd SynclogWhizzWrNoch keine Bewertungen
- DynEd LogDokument146 SeitenDynEd LogWhizzWr0% (1)
- Neural Network OutputDokument58 SeitenNeural Network OutputWhizzWrNoch keine Bewertungen
- Neural Network OutputDokument58 SeitenNeural Network OutputWhizzWrNoch keine Bewertungen
- LA2405wg Data Sheet 081309Dokument2 SeitenLA2405wg Data Sheet 081309WhizzWrNoch keine Bewertungen
- E&M Equation SheetDokument9 SeitenE&M Equation SheetDan WilkinsonNoch keine Bewertungen
- SdsDokument1 SeiteSdsWhizzWrNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Gandhar - Reliance Industries Limited.Dokument2 SeitenGandhar - Reliance Industries Limited.ash61117Noch keine Bewertungen
- B LineDokument29 SeitenB Linehesham3bbasNoch keine Bewertungen
- Technical Catalogue PP v1Dokument84 SeitenTechnical Catalogue PP v1Fluidra Group0% (1)
- Vigneshwara Raja CV Feb 2022Dokument4 SeitenVigneshwara Raja CV Feb 2022kamarajme2006Noch keine Bewertungen
- BiCMOS TechnologyDokument21 SeitenBiCMOS TechnologyMohd YasirNoch keine Bewertungen
- LJF Installation Manual ACQA36-00270Dokument11 SeitenLJF Installation Manual ACQA36-00270Raymundo Rangel RdzNoch keine Bewertungen
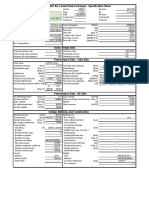
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDokument12 SeitenBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNoch keine Bewertungen
- ASNA2041Dokument18 SeitenASNA2041BorjaNoch keine Bewertungen
- Martensitic Stainless SteelDokument3 SeitenMartensitic Stainless SteelVysakh VasudevanNoch keine Bewertungen
- DR. L.R. KADIYALI & MR. S.C. SHARMA Presentation - IAHE-08112014-PART 1Dokument46 SeitenDR. L.R. KADIYALI & MR. S.C. SHARMA Presentation - IAHE-08112014-PART 1Binayak KumarNoch keine Bewertungen
- Atterburg Limits Tests: Liquid Limit L.L T - 89Dokument7 SeitenAtterburg Limits Tests: Liquid Limit L.L T - 89Saif JanNoch keine Bewertungen
- Chemicalengineeringmagzinenov2012 PDFDokument77 SeitenChemicalengineeringmagzinenov2012 PDF施君儒Noch keine Bewertungen
- Strength-Durability Correlation of OsteosynthesisDokument17 SeitenStrength-Durability Correlation of OsteosynthesisdeniNoch keine Bewertungen
- Simulation of torsion in a beamDokument10 SeitenSimulation of torsion in a beamToBi MorrisonNoch keine Bewertungen
- Concrete Lab and Surveying Lab Equipment ListDokument10 SeitenConcrete Lab and Surveying Lab Equipment ListYasir Ali DharejoNoch keine Bewertungen
- Ces S Manf 13 PDFDokument160 SeitenCes S Manf 13 PDFJohn SokolNoch keine Bewertungen
- BIOREMDIATIONDokument9 SeitenBIOREMDIATIONMae Nielyn PadilloNoch keine Bewertungen
- BIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebDokument8 SeitenBIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebkenNoch keine Bewertungen
- DeaeratorDokument4 SeitenDeaeratorAnonymous NFoZJKYNoch keine Bewertungen
- Magnetoplastic Effect in Nonmagnetic MaterialsDokument8 SeitenMagnetoplastic Effect in Nonmagnetic MaterialsSeindahNyaNoch keine Bewertungen
- Silicato de CalcioDokument2 SeitenSilicato de Calciop_pr01Noch keine Bewertungen
- Effect of Mix Ratio and Curing Water On The Compressive Strength of Oil Palm Shell (Ops) Aggregate ConcreteDokument88 SeitenEffect of Mix Ratio and Curing Water On The Compressive Strength of Oil Palm Shell (Ops) Aggregate ConcreteSoma DeborahNoch keine Bewertungen
- UTP A 8051 Ti: ClassificationsDokument1 SeiteUTP A 8051 Ti: ClassificationsGustavo OrozcoNoch keine Bewertungen
- Semiconductor FabricationDokument6 SeitenSemiconductor FabricationSyed Raheel AdeelNoch keine Bewertungen
- Lab ReportDokument8 SeitenLab ReportNurin BatrisyiaNoch keine Bewertungen
- MQ SP M 4002 PDFDokument28 SeitenMQ SP M 4002 PDFjaseelNoch keine Bewertungen
- Calculation Sheet: Design CodeDokument1 SeiteCalculation Sheet: Design CodeCak AndiNoch keine Bewertungen
- Screed CF 60 TDSDokument2 SeitenScreed CF 60 TDSeng_osamahazaymehNoch keine Bewertungen
- Requirement For Crown Industrial ParkDokument1 SeiteRequirement For Crown Industrial ParkAbdul RafaeNoch keine Bewertungen
- EtdDokument161 SeitenEtdrazmian2010Noch keine Bewertungen