Das könnte Ihnen auch gefallen
- Summary of Laxmikant Indian PolityDokument135 SeitenSummary of Laxmikant Indian PolityBandi Babloo85% (26)
- Cutting Tool FundamentalsDokument25 SeitenCutting Tool FundamentalssatenawuNoch keine Bewertungen
- Tool Geometry and Tool LifeDokument29 SeitenTool Geometry and Tool LifeSudeepHandikherkarNoch keine Bewertungen
- Parts of Single Point Cutting ToolDokument8 SeitenParts of Single Point Cutting ToolMukesh sutharNoch keine Bewertungen
- Machine tools and cutting toolsDokument23 SeitenMachine tools and cutting toolsMohammad Anaitullah HassanNoch keine Bewertungen
- LatheDokument63 SeitenLatheRandom100% (1)
- Chips Single PT Cutting ToolDokument4 SeitenChips Single PT Cutting Toolbalamurugan_meNoch keine Bewertungen
- 5 Grinding and Realated OperationsDokument23 Seiten5 Grinding and Realated OperationsSaiful IslamNoch keine Bewertungen
- Surface GrindingDokument3 SeitenSurface GrindingNithish Kuttan100% (1)
- GRINDING PROCESS GUIDEDokument44 SeitenGRINDING PROCESS GUIDEPrashant Rao MeshramNoch keine Bewertungen
- ch21 Fundamentals of MachiningDokument25 Seitench21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Multi Point Cutting Tool Design PDFDokument73 SeitenMulti Point Cutting Tool Design PDFsrutiiNoch keine Bewertungen
- Law As A Command of SovereignDokument12 SeitenLaw As A Command of SovereignAdv BL Dewasi100% (2)
- Tail Stock of LatheDokument7 SeitenTail Stock of LatheKIÊN HOÀNG TRUNG100% (1)
- Types of Chips Waqas MTMDokument2 SeitenTypes of Chips Waqas MTMirfan aminNoch keine Bewertungen
- Metal CuttingDokument39 SeitenMetal Cuttingavinashn12Noch keine Bewertungen
- Theory of Metal Cutting-Tool GeometryDokument25 SeitenTheory of Metal Cutting-Tool GeometryIzi78% (9)
- Regrind End Mills and VikDokument1 SeiteRegrind End Mills and VikMawan BentzNoch keine Bewertungen
- Engineering Drawing Multiple Choice QuestionDokument7 SeitenEngineering Drawing Multiple Choice Questionlogicvirus58% (26)
- LatheDokument14 SeitenLatheHimanshu ModiNoch keine Bewertungen
- Lathe Workholding and Operations GuideDokument4 SeitenLathe Workholding and Operations GuideBOT-X GAMING100% (1)
- Drilling Operations l3 NotesDokument21 SeitenDrilling Operations l3 Notesishimwe kwizera willyNoch keine Bewertungen
- JJ104 Workshop Technology Chapter6 Milling MachineDokument27 SeitenJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDokument49 SeitenMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadNoch keine Bewertungen
- Consumer Perception TowardsDokument90 SeitenConsumer Perception Towardsjitendra jaushik75% (20)
- F - BoringDokument44 SeitenF - BoringedsaregNoch keine Bewertungen
- CNC Lathe Machines PDFDokument7 SeitenCNC Lathe Machines PDFMetwally Naser100% (1)
- Carbide GradesDokument51 SeitenCarbide GradesRicardo BravoNoch keine Bewertungen
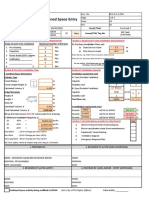
- Ventilation Plan For Confined Space EntryDokument9 SeitenVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- GEOMETRY OF SINGLE POINT TOOLSDokument13 SeitenGEOMETRY OF SINGLE POINT TOOLSAkshay KakaniNoch keine Bewertungen
- Guide to Cross-Subject Area ReportsDokument19 SeitenGuide to Cross-Subject Area Reportssatyanarayana NVSNoch keine Bewertungen
- Theory of Metal CuttingDokument147 SeitenTheory of Metal Cuttingavutu_kunduru100% (1)
- Milling Machine ToolDokument42 SeitenMilling Machine ToolSai SashankNoch keine Bewertungen
- Finishing Operations GuideDokument27 SeitenFinishing Operations GuideAnnieMalik100% (1)
- Machine Tools Guide in 40 CharactersDokument16 SeitenMachine Tools Guide in 40 CharactersKarNoch keine Bewertungen
- 10 Essential Negotiating Skills For HRDokument4 Seiten10 Essential Negotiating Skills For HRRaj KumarNoch keine Bewertungen
- Design of Single Point Cutting ToolDokument11 SeitenDesign of Single Point Cutting ToolSiddharth DubeyNoch keine Bewertungen
- CH 2 Metal Cutting ToolsDokument19 SeitenCH 2 Metal Cutting ToolsAlex AdmasNoch keine Bewertungen
- Milling Operation PDFDokument16 SeitenMilling Operation PDFRaheemNoch keine Bewertungen
- Cutting Tool Materials ME MechanicalDokument4 SeitenCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Broaching MachineDokument26 SeitenBroaching Machinesanaashraf100% (1)
- CNC Wood Turning Lathe Cutters Bits Knife ToolsDokument5 SeitenCNC Wood Turning Lathe Cutters Bits Knife ToolsSalce SmithNoch keine Bewertungen
- Theory of Metal Cutting-Theory of Chip FormationDokument13 SeitenTheory of Metal Cutting-Theory of Chip FormationIzi92% (13)
- Turning and Lathe - Guia de Estudo - 2016Dokument10 SeitenTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNoch keine Bewertungen
- Metrology Angular MeasurementDokument25 SeitenMetrology Angular Measurementegowdhaman100% (4)
- Milling Machine (Group 7)Dokument52 SeitenMilling Machine (Group 7)Faisal Maqsood100% (1)
- CH 5 DrillingDokument39 SeitenCH 5 DrillingMANJEET KUMARNoch keine Bewertungen
- 4 - Cutting Tool GeometryDokument21 Seiten4 - Cutting Tool GeometryFebry Risky Jr.Noch keine Bewertungen
- Milling Machines PDFDokument8 SeitenMilling Machines PDFVikrant SharmaNoch keine Bewertungen
- High Speed Machining GuideDokument4 SeitenHigh Speed Machining GuidedavidNoch keine Bewertungen
- High Speed MachiningDokument27 SeitenHigh Speed MachiningSandeep Kumar100% (1)
- High Speed Machining 2Dokument14 SeitenHigh Speed Machining 2jishnuNoch keine Bewertungen
- Abrasive Jet MachiningDokument37 SeitenAbrasive Jet MachiningPola Vamsi RahulNoch keine Bewertungen
- Drill DataDokument5 SeitenDrill DataDOBJANNoch keine Bewertungen
- Unit One Material and Geometry of Cutting Tools 2015Dokument46 SeitenUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Milling Machine Definition Parts Types Operations WithDokument19 SeitenMilling Machine Definition Parts Types Operations WithMunem ShahriarNoch keine Bewertungen
- Production Technology-I Unit No. 1: Cutting ToolDokument15 SeitenProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNoch keine Bewertungen
- A Method For Predicting Chatter Stability For Systems SchmitzDokument8 SeitenA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNoch keine Bewertungen
- End Mill Training Website PDFDokument64 SeitenEnd Mill Training Website PDFDejan Jovanovic100% (1)
- 26 Broaching - Principles, Systems and ApplicationsDokument16 Seiten26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Broaching BasicsDokument5 SeitenBroaching Basicssaritha0003Noch keine Bewertungen
- Cutting Tool Angles SignificanceDokument37 SeitenCutting Tool Angles SignificanceHeineken Ya PraneetpongrungNoch keine Bewertungen
- Cutting Tool Theory: Types, Angles & Reference SystemsDokument47 SeitenCutting Tool Theory: Types, Angles & Reference SystemsSree RamichettyNoch keine Bewertungen
- Ch-1 Basics of Metal Cutt PDFDokument106 SeitenCh-1 Basics of Metal Cutt PDFAnkit AmbaniNoch keine Bewertungen
- MetrologyDokument11 SeitenMetrologylakshayNoch keine Bewertungen
- Manufacturing Lab Process Metal CuttingDokument8 SeitenManufacturing Lab Process Metal CuttingAhmedNoch keine Bewertungen
- Mechanics of Metal CuttingDokument41 SeitenMechanics of Metal CuttingBalaji ReddyNoch keine Bewertungen
- Cardinal Public School FA-1 EXAMINATION - (2016-2017) Class - 5 Sub. - ComputerDokument1 SeiteCardinal Public School FA-1 EXAMINATION - (2016-2017) Class - 5 Sub. - ComputerNisha SharmaNoch keine Bewertungen
- Banking Awareness 1 (Handout)Dokument4 SeitenBanking Awareness 1 (Handout)Nisha SharmaNoch keine Bewertungen
- Salient Features of The Indian ConstitutionDokument4 SeitenSalient Features of The Indian ConstitutionNisha SharmaNoch keine Bewertungen
- SBI PO Computer Knowledge and General AwarenessDokument12 SeitenSBI PO Computer Knowledge and General AwarenessPardha SaradhiNoch keine Bewertungen
- 2015-26 Weeks Post Graduate Diploma Course in GIS and Remote SensingDokument4 Seiten2015-26 Weeks Post Graduate Diploma Course in GIS and Remote SensingNisha SharmaNoch keine Bewertungen
- Syllabus CWCDokument5 SeitenSyllabus CWCDowlath BashaNoch keine Bewertungen
- Hero MotocorpDokument64 SeitenHero MotocorpAnkit Kumar100% (2)
- Environment Ncert Revision - Compressed PDFDokument64 SeitenEnvironment Ncert Revision - Compressed PDFjituNoch keine Bewertungen
- IOF Previous PapersDokument6 SeitenIOF Previous Paperssauvish100% (1)
- 2015-26 Weeks Post Graduate Diploma Course in GIS and Remote SensingDokument4 Seiten2015-26 Weeks Post Graduate Diploma Course in GIS and Remote SensingNisha SharmaNoch keine Bewertungen
- Listofeligible Candadites Regular Group A B PostDokument70 SeitenListofeligible Candadites Regular Group A B PostNisha SharmaNoch keine Bewertungen
- Mars Mission Basics, Benefits and CriticismsDokument7 SeitenMars Mission Basics, Benefits and CriticismsNisha SharmaNoch keine Bewertungen
- As 4 DefDokument5 SeitenAs 4 Defilocam3130Noch keine Bewertungen
- IGNOU MBA Prospectus 2014Dokument230 SeitenIGNOU MBA Prospectus 2014manas routNoch keine Bewertungen
- Freedom Struggle HistoryDokument4 SeitenFreedom Struggle HistoryNisha SharmaNoch keine Bewertungen
- 13 (B) L, Andh'r': (Di LRDokument12 Seiten13 (B) L, Andh'r': (Di LRNisha SharmaNoch keine Bewertungen
- 1Dokument8 Seiten1Nisha SharmaNoch keine Bewertungen
- Longing for a lover's affection and acceptanceDokument1 SeiteLonging for a lover's affection and acceptanceNisha SharmaNoch keine Bewertungen
- Clerk Competition BoosterDokument70 SeitenClerk Competition Boosterdheeru0071Noch keine Bewertungen
- Leave Application Form (: Research Centre For Modeling & Simulation (RCMS)Dokument1 SeiteLeave Application Form (: Research Centre For Modeling & Simulation (RCMS)Nisha SharmaNoch keine Bewertungen
- A Mini-Ratna Company A Mini-Ratna Company A Mini-Ratna CompanyDokument1 SeiteA Mini-Ratna Company A Mini-Ratna Company A Mini-Ratna CompanyNisha SharmaNoch keine Bewertungen
- EagerDokument1 SeiteEagerNisha SharmaNoch keine Bewertungen
- Air P SDokument103 SeitenAir P SNisha SharmaNoch keine Bewertungen
- Notes On Magneto Hy 08 FrieDokument74 SeitenNotes On Magneto Hy 08 FrieNisha SharmaNoch keine Bewertungen
- Notes On Magneto Hy 03 GradDokument20 SeitenNotes On Magneto Hy 03 GradNisha SharmaNoch keine Bewertungen
- Notes On Magneto Hy 07 BlanDokument24 SeitenNotes On Magneto Hy 07 BlanNisha SharmaNoch keine Bewertungen
- Adruino LCD, Test CodeDokument20 SeitenAdruino LCD, Test CodeDaniel Evans100% (1)
- ĐỀ CƯƠNG ÔN TẬP HỌC KÌ 1-LỚP 12Dokument15 SeitenĐỀ CƯƠNG ÔN TẬP HỌC KÌ 1-LỚP 12Anh Duc VuNoch keine Bewertungen
- Ingles Instrumental - Atividade 1Dokument5 SeitenIngles Instrumental - Atividade 1PatriciaNoch keine Bewertungen
- Operator Interface SERIES 300 Device Platform EAGLE OS ET-316-TXDokument6 SeitenOperator Interface SERIES 300 Device Platform EAGLE OS ET-316-TXDecoNoch keine Bewertungen
- General Psychology Module 1.1Dokument6 SeitenGeneral Psychology Module 1.1Niño Gabriel MagnoNoch keine Bewertungen
- Causal Inference For The Brave and True - Causal Inference For The Brave and TrueDokument2 SeitenCausal Inference For The Brave and True - Causal Inference For The Brave and TrueVkook ForeverNoch keine Bewertungen
- Hypac C 766 C 778Dokument4 SeitenHypac C 766 C 778Dave100% (1)
- Memory Slim CBLT PDFDokument4 SeitenMemory Slim CBLT PDFMichell ben ManikNoch keine Bewertungen
- Rosalind FranklinDokument1 SeiteRosalind FranklinMichael SmithNoch keine Bewertungen
- Practical File Class XDokument5 SeitenPractical File Class XJaiNoch keine Bewertungen
- Practical Project Planning and Tracking Using Microsoft Project v2.7Dokument47 SeitenPractical Project Planning and Tracking Using Microsoft Project v2.7Nelson Aguirre BravoNoch keine Bewertungen
- Dinosaur Bones - American Museum of Natural HistoryDokument7 SeitenDinosaur Bones - American Museum of Natural HistoryNicholas FeatherstonNoch keine Bewertungen
- Project Synopsis: "Employee Motivation at Syndicate Bank"Dokument5 SeitenProject Synopsis: "Employee Motivation at Syndicate Bank"SubhamSahaNoch keine Bewertungen
- Appendix 1c Bridge Profiles Allan TrussesDokument43 SeitenAppendix 1c Bridge Profiles Allan TrussesJosue LewandowskiNoch keine Bewertungen
- MrsDokument8 SeitenMrsalien888Noch keine Bewertungen
- The Reference Frame - Nice Try But I Am Now 99% Confident That Atiyah's Proof of RH Is Wrong, HopelessDokument5 SeitenThe Reference Frame - Nice Try But I Am Now 99% Confident That Atiyah's Proof of RH Is Wrong, Hopelesssurjit4123Noch keine Bewertungen
- General Chemistry 2 - LAS 2 LEARNING CAPSULEDokument5 SeitenGeneral Chemistry 2 - LAS 2 LEARNING CAPSULEMark RazNoch keine Bewertungen
- OhmDokument15 SeitenOhmRhonnel Manatad Alburo88% (17)
- Pointer C++ (UAMD)Dokument6 SeitenPointer C++ (UAMD)SaiDj DulevicNoch keine Bewertungen
- ION-CEDI-BR Ion PureDokument8 SeitenION-CEDI-BR Ion PureAndri YantoNoch keine Bewertungen
- Maths ReportDokument3 SeitenMaths ReportShishir BogatiNoch keine Bewertungen
- Porter's Five Forces: Submitted by Subham Chakraborty PGDMDokument5 SeitenPorter's Five Forces: Submitted by Subham Chakraborty PGDMSubham ChakrabortyNoch keine Bewertungen
- Bachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfDokument4 SeitenBachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfPaula Danielle HachuelaNoch keine Bewertungen
- HP t410 Smart Zero Client: Zero Management. Zero Configuration. Zero CompromiseDokument5 SeitenHP t410 Smart Zero Client: Zero Management. Zero Configuration. Zero Compromisekonan09Noch keine Bewertungen
- The Electric Field Due To A Continuous Charge Distribution (Worked Examples)Dokument13 SeitenThe Electric Field Due To A Continuous Charge Distribution (Worked Examples)Elias BojagoNoch keine Bewertungen
- Machine Guarding PrinciplesDokument5 SeitenMachine Guarding Principlesliveconnectionz282Noch keine Bewertungen
- Six Sigma MotorolaDokument3 SeitenSix Sigma MotorolarafaNoch keine Bewertungen