Das könnte Ihnen auch gefallen
- 超临界+CO sub 2 sub +辅助制备+TiO sub 2 sub +外负载火山岩复合体及其光催化降解亚甲基蓝性能Dokument6 Seiten超临界+CO sub 2 sub +辅助制备+TiO sub 2 sub +外负载火山岩复合体及其光催化降解亚甲基蓝性能lux0008Noch keine Bewertungen
- Effect ValveDokument7 SeitenEffect Valvelux0008Noch keine Bewertungen
- PC Module2Dokument12 SeitenPC Module2lux0008Noch keine Bewertungen
- Montazeri Laugurre PublishedDokument10 SeitenMontazeri Laugurre Publishedlux0008Noch keine Bewertungen
- Ph-Neutralization: Integrated Process and Control Design: Audun Faanes, Sigurd SkogestadDokument13 SeitenPh-Neutralization: Integrated Process and Control Design: Audun Faanes, Sigurd Skogestadlux0008Noch keine Bewertungen
- Photocatalytic Degradation of Azo Dyes by Supported Tio + Uv in Aqueous SolutionDokument7 SeitenPhotocatalytic Degradation of Azo Dyes by Supported Tio + Uv in Aqueous Solutionlux0008Noch keine Bewertungen
- 348292Dokument10 Seiten348292lux0008Noch keine Bewertungen
- PH ControlDokument10 SeitenPH Controllux0008Noch keine Bewertungen
- Team 6Dokument29 SeitenTeam 6lux0008Noch keine Bewertungen
- Team 3Dokument21 SeitenTeam 3lux0008Noch keine Bewertungen
- PH SystemsDokument12 SeitenPH Systemslux0008Noch keine Bewertungen
- Team 5Dokument25 SeitenTeam 5lux0008Noch keine Bewertungen
- Team 4 Final PresentationDokument25 SeitenTeam 4 Final Presentationlux0008Noch keine Bewertungen
- Memo 5 - Energy BalancesDokument2 SeitenMemo 5 - Energy Balanceslux0008Noch keine Bewertungen
- YTang CntmemoryDokument27 SeitenYTang Cntmemorylux0008Noch keine Bewertungen
- Schmid 7Dokument20 SeitenSchmid 7lux0008Noch keine Bewertungen
- MEMS HandoutDokument5 SeitenMEMS Handoutlux0008Noch keine Bewertungen
- Nano Magnetic TutorialDokument54 SeitenNano Magnetic TutorialkeroycanNoch keine Bewertungen
- Carbon Nano Materials 1Dokument27 SeitenCarbon Nano Materials 1LIAKMANNoch keine Bewertungen
- Memo 4 Multiple ReactionsDokument1 SeiteMemo 4 Multiple Reactionslux0008Noch keine Bewertungen
- Spintronics NanomagnetismDokument15 SeitenSpintronics Nanomagnetismlux0008Noch keine Bewertungen
- NanoB Photovoltaic and Nano 20121227Dokument112 SeitenNanoB Photovoltaic and Nano 20121227lux0008Noch keine Bewertungen
- Structure of Materials HandoutDokument9 SeitenStructure of Materials Handoutlux0008Noch keine Bewertungen
- NanoB PART II 20121101Dokument68 SeitenNanoB PART II 20121101lux0008Noch keine Bewertungen
- Nano EducationDokument74 SeitenNano Educationlux0008Noch keine Bewertungen
- The Many Forms of Carbon: - BondsDokument19 SeitenThe Many Forms of Carbon: - Bondslux0008Noch keine Bewertungen
- Lecture Nano 13Dokument33 SeitenLecture Nano 13lux0008Noch keine Bewertungen
- CHP 3Dokument20 SeitenCHP 3Meysam SharifzadehNoch keine Bewertungen
- R 10301Dokument85 SeitenR 10301lux0008Noch keine Bewertungen
- Nanostructured Magnetic Materials 051311Dokument152 SeitenNanostructured Magnetic Materials 051311lux0008Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Sample Letters To DEPDokument7 SeitenSample Letters To DEPSJLibraryNoch keine Bewertungen
- BSC (Hons) in Civil EngineeringDokument33 SeitenBSC (Hons) in Civil EngineeringFaisal NazeerNoch keine Bewertungen
- CS412, Fall 2010, Assignment 1: SolutionDokument8 SeitenCS412, Fall 2010, Assignment 1: SolutionpeacekentNoch keine Bewertungen
- Premier University Department of Computer Science and Engineering (DCSE) Class Schedule (Updated) Session: Fall 2020Dokument6 SeitenPremier University Department of Computer Science and Engineering (DCSE) Class Schedule (Updated) Session: Fall 2020X streamNoch keine Bewertungen
- Std-Insp-0002 (Incoming Material Inspection Procedure)Dokument3 SeitenStd-Insp-0002 (Incoming Material Inspection Procedure)airbroomNoch keine Bewertungen
- INFA3227 Esquema 01-MAR-2021Dokument9 SeitenINFA3227 Esquema 01-MAR-2021sasgarisNoch keine Bewertungen
- Ditch Excavation Procedure - C01Dokument8 SeitenDitch Excavation Procedure - C01Toreson OfuafoNoch keine Bewertungen
- Engineering Major: Brandon University Courses by YearDokument2 SeitenEngineering Major: Brandon University Courses by YearnavidNoch keine Bewertungen
- Building Completion Certificate: Certificate Number Plot Number Initial Issue DateDokument2 SeitenBuilding Completion Certificate: Certificate Number Plot Number Initial Issue DateAbrar AbbasiNoch keine Bewertungen
- 00001Dokument14 Seiten00001LuhamNoch keine Bewertungen
- Chemistry Laboratory EquipmentsDokument11 SeitenChemistry Laboratory EquipmentsEliutario IgnacioNoch keine Bewertungen
- Intel® System Identification UtilityDokument2 SeitenIntel® System Identification UtilityPatel NikhilNoch keine Bewertungen
- DSE7410 MKII DSE7420 MKII Installation Instructions PDFDokument2 SeitenDSE7410 MKII DSE7420 MKII Installation Instructions PDFyao nestorNoch keine Bewertungen
- Composite For Innovative Wind TurbineDokument25 SeitenComposite For Innovative Wind TurbineSuraj MoodNoch keine Bewertungen
- VentureDeckingInstallationInstructions LRDokument13 SeitenVentureDeckingInstallationInstructions LRGhislainTremblayNoch keine Bewertungen
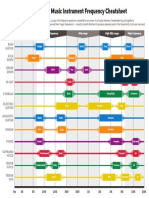
- Music Frequency Cheat SheetDokument1 SeiteMusic Frequency Cheat SheetLeonel Molina AlvaradoNoch keine Bewertungen
- Loadsand Load PathsDokument34 SeitenLoadsand Load PathsAnonymous pD2ymRUgu0% (1)
- Steam Its Generation and Use 41st Edition PDFDokument1.106 SeitenSteam Its Generation and Use 41st Edition PDFAlberto Valdivia91% (11)
- Norton Scan 12212Dokument4 SeitenNorton Scan 12212Saurabh KumarNoch keine Bewertungen
- Conductor StringingDokument5 SeitenConductor StringingJamie JovellanosNoch keine Bewertungen
- Truebluepower: Advanced Lithium-Ion Battery TB17Dokument2 SeitenTruebluepower: Advanced Lithium-Ion Battery TB17Milad YadollahiNoch keine Bewertungen
- Design of Ms Pipe:: - (40 MM NB, Class'b'Dokument4 SeitenDesign of Ms Pipe:: - (40 MM NB, Class'b'Kancharla Naga Ratna KumarNoch keine Bewertungen
- Electrical Type Flow MetersDokument22 SeitenElectrical Type Flow MetersAnuNarayan R0% (1)
- Sujai TCS RESumeDokument3 SeitenSujai TCS RESumeJithin Payyanur80% (5)
- MCQs On Queue With AnswersDokument7 SeitenMCQs On Queue With AnswersBabuLalSainiNoch keine Bewertungen
- Industrial Public AddressDokument2 SeitenIndustrial Public AddresspradeepNoch keine Bewertungen
- ZbirkicaDokument520 SeitenZbirkicaVladimir MilovanovicNoch keine Bewertungen
- FIDIC Red Book Construction Contract 1st Edition 1 9Dokument9 SeitenFIDIC Red Book Construction Contract 1st Edition 1 9raviNoch keine Bewertungen
- Fighting To Win - Tank in Australian ArmyDokument38 SeitenFighting To Win - Tank in Australian ArmyLeo Purdy100% (1)