Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Building Model Airplanes From Scratch (PDFDrive)Dokument262 SeitenBuilding Model Airplanes From Scratch (PDFDrive)Aulia Suherlan100% (2)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Piping BasicsDokument29 SeitenPiping BasicsManoj Pratap SinghNoch keine Bewertungen
- Piping BasicsDokument29 SeitenPiping BasicsManoj Pratap SinghNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Welding Guide BrochureDokument4 SeitenWelding Guide BrochureAnonymous 6aGAvbNNoch keine Bewertungen
- UTP Brazing Filler MetalsDokument8 SeitenUTP Brazing Filler MetalsIvan Dulic100% (1)
- Induction Heating BasicsDokument39 SeitenInduction Heating Basicstastaman123100% (2)
- Utp Handbook InglesDokument478 SeitenUtp Handbook InglesCURRITOJIMENEZ100% (1)
- Superglaze Aluminum Mig Welding GuideDokument28 SeitenSuperglaze Aluminum Mig Welding Guidetastaman123Noch keine Bewertungen
- High Frequency Induction HeatingDokument12 SeitenHigh Frequency Induction Heatingtastaman123100% (1)
- Temperaturi Topire MetaleDokument1 SeiteTemperaturi Topire MetaleGeorgiana Casleanu95% (20)
- Jig ManufacturingDokument13 SeitenJig ManufacturingAnurag JoshiNoch keine Bewertungen
- Tool Design Summary 1Dokument9 SeitenTool Design Summary 1tastaman123Noch keine Bewertungen
- Bohler ManualDokument519 SeitenBohler ManualCosmin OlteanuNoch keine Bewertungen
- Dormer CatalogDokument27 SeitenDormer CatalogFako GabriellaNoch keine Bewertungen
- Sharks LoveDokument11 SeitenSharks Lovetastaman123Noch keine Bewertungen
- Cms Show DownloadDokument3 SeitenCms Show Downloadtastaman123Noch keine Bewertungen
- Brazing - Machine Design MagDokument57 SeitenBrazing - Machine Design Magtastaman123Noch keine Bewertungen
- DN 11Dokument6 SeitenDN 11tastaman123Noch keine Bewertungen
- Brazing - Machine Design MagDokument57 SeitenBrazing - Machine Design Magtastaman123Noch keine Bewertungen
- Advanced High Srength Steel Application GuideDokument338 SeitenAdvanced High Srength Steel Application Guidetastaman123Noch keine Bewertungen
- Service Manual: CX-JE3Dokument64 SeitenService Manual: CX-JE3Дмитрий КропочевNoch keine Bewertungen
- KX TG9341BX Service ManualDokument115 SeitenKX TG9341BX Service ManualroyapriportNoch keine Bewertungen
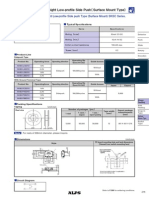
- 1.25mm Height Low-Profile Side Push Surface Mount TypeDokument3 Seiten1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuNoch keine Bewertungen
- Engineering Workshop Practice PDFDokument8 SeitenEngineering Workshop Practice PDFGeorge Camacho0% (1)
- Philips Mcm275Dokument47 SeitenPhilips Mcm275aceNoch keine Bewertungen
- Welder Resume ExamplesDokument6 SeitenWelder Resume Exampleszgctgvvcf100% (2)
- SONY HBD-N5200W - 7200W - WL - 9200W - WL - Ver. 1.1Dokument130 SeitenSONY HBD-N5200W - 7200W - WL - 9200W - WL - Ver. 1.1boroda2410Noch keine Bewertungen
- 42HP16 Toshiba Manual de ServicioDokument89 Seiten42HP16 Toshiba Manual de ServicioDaniel AvecillaNoch keine Bewertungen
- KX ft908 PDFDokument182 SeitenKX ft908 PDFWilson OrellanaNoch keine Bewertungen
- kvs3065cl Series PDFDokument266 Seitenkvs3065cl Series PDFGroza Alexandru ClaudiuNoch keine Bewertungen
- rb048rsm10stftl1 eDokument9 Seitenrb048rsm10stftl1 esureshNoch keine Bewertungen
- Sony hcd-gtr6 gtr6b gtr7 gtr8 gtr8b Ver.1.2 PDFDokument92 SeitenSony hcd-gtr6 gtr6b gtr7 gtr8 gtr8b Ver.1.2 PDFUzziel MagueNoch keine Bewertungen
- Sylvania Srt2232x Service ManualDokument56 SeitenSylvania Srt2232x Service ManualIgnatius ReillyNoch keine Bewertungen
- Aircraft PCB Design, Layout, and Assembly ProcessesDokument6 SeitenAircraft PCB Design, Layout, and Assembly ProcessesjackNoch keine Bewertungen
- Philips 42pf9731d 10+fj3.0e LaDokument261 SeitenPhilips 42pf9731d 10+fj3.0e LaszerelNoch keine Bewertungen
- Common Tools and Equipment CSSDokument2 SeitenCommon Tools and Equipment CSSSharmyne Leigh CorpuzNoch keine Bewertungen
- Application Note: Transistor Mounting and SolderingDokument2 SeitenApplication Note: Transistor Mounting and SolderingJakaTingKingNoch keine Bewertungen
- LCD TV: Service ManualDokument40 SeitenLCD TV: Service ManualVitorio LogoNoch keine Bewertungen
- Sony dsr-pdx10 Ver-1.8 SMDokument526 SeitenSony dsr-pdx10 Ver-1.8 SMSaulvcr64 PorleyNoch keine Bewertungen
- Service Manual: RNJ MDokument115 SeitenService Manual: RNJ MOscar PerezNoch keine Bewertungen
- Service Manual: MODEL:LC-60LE631M-WH LC-60LE631X-WHDokument69 SeitenService Manual: MODEL:LC-60LE631M-WH LC-60LE631X-WHSanie Daliton AbarrientosNoch keine Bewertungen
- Weather Station Program Using LabviewDokument83 SeitenWeather Station Program Using LabviewJj GrandeNoch keine Bewertungen
- TLE ReviewerDokument9 SeitenTLE ReviewerG06 Guela, Aliyah NicoleNoch keine Bewertungen
- Solderability Tests For Printed Boards: IPC J-STD-003CDokument4 SeitenSolderability Tests For Printed Boards: IPC J-STD-003CThiết TrầnNoch keine Bewertungen
- Toshiba 46tl968g Ver.1.00Dokument125 SeitenToshiba 46tl968g Ver.1.00Sonu KumarNoch keine Bewertungen
- Flatron M1721aDokument38 SeitenFlatron M1721aOscar Arthur KoepkeNoch keine Bewertungen
- Is 813 PDFDokument29 SeitenIs 813 PDFAbhijeet Sahu100% (1)