Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- CompensationDokument7 SeitenCompensationdharm287Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Ed-Role of Different Banks (A Comparison)Dokument21 SeitenEd-Role of Different Banks (A Comparison)dharm287Noch keine Bewertungen
- SDMDokument14 SeitenSDMdharm287Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
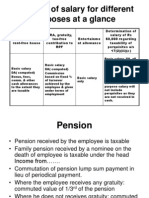
- SalaryDokument13 SeitenSalarydharm287Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Job AnalysisDokument8 SeitenJob Analysisdharm287Noch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- IHRM PPT - 2Dokument12 SeitenIHRM PPT - 2dharm287Noch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Shop Floor PlanningDokument19 SeitenShop Floor Planningdharm287Noch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Advertising Legends - Bill Bernbach: BeginningsDokument5 SeitenAdvertising Legends - Bill Bernbach: Beginningsdharm287Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- B4002job AnalysisDokument19 SeitenB4002job Analysisdharm287Noch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Module 1sdm 1Dokument20 SeitenModule 1sdm 1dharm287Noch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Advertising Legends - Bill Bernbach: BeginningsDokument5 SeitenAdvertising Legends - Bill Bernbach: Beginningsdharm287Noch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Objective of StudyDokument9 SeitenObjective of Studydharm287Noch keine Bewertungen
- Shop Floor PlanningDokument19 SeitenShop Floor Planningdharm287Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Module 6 SDMDokument34 SeitenModule 6 SDMdharm287Noch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Module 1SCSDokument10 SeitenModule 1SCSdharm287Noch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Advertising & Society: - Brand Communication in India Is Like SnakeDokument15 SeitenAdvertising & Society: - Brand Communication in India Is Like Snakedharm287Noch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- M4 M6Dokument67 SeitenM4 M6dharm287Noch keine Bewertungen
- Module 2SCSDokument13 SeitenModule 2SCSdharm287Noch keine Bewertungen
- Advertising: - Defining Advertising - Need - Scope - ObjectivesDokument16 SeitenAdvertising: - Defining Advertising - Need - Scope - Objectivesdharm287Noch keine Bewertungen
- Promotion MixDokument21 SeitenPromotion Mixdharm287Noch keine Bewertungen
- Technological EnvironmentDokument28 SeitenTechnological Environmentdharm287Noch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SH Aaaaaaaaaaaaaaaaaaaaa AreDokument82 SeitenSH Aaaaaaaaaaaaaaaaaaaaa Aredharm287Noch keine Bewertungen
- Module-3 Part 2SCSDokument6 SeitenModule-3 Part 2SCSdharm287Noch keine Bewertungen
- Action ResearchDokument2 SeitenAction ResearchGeli BaringNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- RSC Article Template-Mss - DaltonDokument15 SeitenRSC Article Template-Mss - DaltonIon BadeaNoch keine Bewertungen
- Beyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisDokument21 SeitenBeyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisEra B. LargisNoch keine Bewertungen
- Embedded Systems Online TestingDokument6 SeitenEmbedded Systems Online TestingPuspala ManojkumarNoch keine Bewertungen
- Unbound DNS Server Tutorial at CalomelDokument25 SeitenUnbound DNS Server Tutorial at CalomelPradyumna Singh RathoreNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Sainik School Balachadi: Name-Class - Roll No - Subject - House - Assigned byDokument10 SeitenSainik School Balachadi: Name-Class - Roll No - Subject - House - Assigned byPagalNoch keine Bewertungen
- A 138Dokument1 SeiteA 138pooja g pNoch keine Bewertungen
- Science and Technology in Ancient India by NeneDokument274 SeitenScience and Technology in Ancient India by NeneAshok Nene100% (1)
- Philhis 1blm Group 6 ReportDokument19 SeitenPhilhis 1blm Group 6 Reporttaehyung trashNoch keine Bewertungen
- Paul Spicker - The Welfare State A General TheoryDokument162 SeitenPaul Spicker - The Welfare State A General TheoryTista ArumNoch keine Bewertungen
- Directorate of Technical Education, Admission Committee For Professional Courses (ACPC), GujaratDokument2 SeitenDirectorate of Technical Education, Admission Committee For Professional Courses (ACPC), GujaratgamailkabaaaapNoch keine Bewertungen
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDokument15 SeitenUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALNoch keine Bewertungen
- Neet Question Paper 2019 Code r3Dokument27 SeitenNeet Question Paper 2019 Code r3Deev SoniNoch keine Bewertungen
- BSH 7005-15Dokument129 SeitenBSH 7005-15Mark InnesNoch keine Bewertungen
- Toshiba MotorsDokument16 SeitenToshiba MotorsSergio Cabrera100% (1)
- The Body Shop Case Analysis. The Challenges of Managing Business As Holistic ConfigurationDokument28 SeitenThe Body Shop Case Analysis. The Challenges of Managing Business As Holistic ConfigurationHanna AbejoNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- International Freight 01Dokument5 SeitenInternational Freight 01mature.ones1043Noch keine Bewertungen
- Xtype Power Train DTC SummariesDokument53 SeitenXtype Power Train DTC Summariescardude45750Noch keine Bewertungen
- B. Inggris X - 7Dokument8 SeitenB. Inggris X - 7KabardiantoNoch keine Bewertungen
- Gastroesophagea L of Reflux Disease (GERD)Dokument34 SeitenGastroesophagea L of Reflux Disease (GERD)Alyda Choirunnissa SudiratnaNoch keine Bewertungen
- CCDokument5 SeitenCCnazmulNoch keine Bewertungen
- BÀI TẬP LESSON 7. CÂU BỊ ĐỘNG 1Dokument4 SeitenBÀI TẬP LESSON 7. CÂU BỊ ĐỘNG 1Yến Vy TrầnNoch keine Bewertungen
- KCG-2001I Service ManualDokument5 SeitenKCG-2001I Service ManualPatrick BouffardNoch keine Bewertungen
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionDokument36 SeitenTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- Boarding House Preferences by Middle Up Class Students in SurabayaDokument8 SeitenBoarding House Preferences by Middle Up Class Students in Surabayaeditor ijeratNoch keine Bewertungen
- Advertisement: National Institute of Technology, Tiruchirappalli - 620 015 TEL: 0431 - 2503365, FAX: 0431 - 2500133Dokument4 SeitenAdvertisement: National Institute of Technology, Tiruchirappalli - 620 015 TEL: 0431 - 2503365, FAX: 0431 - 2500133dineshNoch keine Bewertungen
- Ancient Sumer Flip BookDokument9 SeitenAncient Sumer Flip Bookapi-198624210Noch keine Bewertungen
- Operations Management Interim ProjectDokument4 SeitenOperations Management Interim ProjectABAYANKAR SRIRAM (RA1931201020042)Noch keine Bewertungen
- PreviewpdfDokument29 SeitenPreviewpdfSoemarlan ErlanNoch keine Bewertungen
- Dynalift Sed0804679lDokument1 SeiteDynalift Sed0804679lzaryab khanNoch keine Bewertungen