Das könnte Ihnen auch gefallen
- Geometric Attributes of Manufactured PartsDokument17 SeitenGeometric Attributes of Manufactured PartsDeejay ShivNoch keine Bewertungen
- GD&TDokument70 SeitenGD&TKarthi KeyanNoch keine Bewertungen
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionVon EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Rapid Manufacturing: An Industrial Revolution for the Digital AgeVon EverandRapid Manufacturing: An Industrial Revolution for the Digital AgeNoch keine Bewertungen
- 13-08-26 List of GPS Relevant ISO-Standards - August 2013 - Edition 25 - Issue Number OrderDokument22 Seiten13-08-26 List of GPS Relevant ISO-Standards - August 2013 - Edition 25 - Issue Number OrderOmar MokhtarNoch keine Bewertungen
- ABC Group Checking and Gauge Standard 80-STD-D-01Dokument53 SeitenABC Group Checking and Gauge Standard 80-STD-D-01Quy HoangNoch keine Bewertungen
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionVon EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionNoch keine Bewertungen
- 489 33 Powerpoint-Slides 9Dokument17 Seiten489 33 Powerpoint-Slides 9Randøm Talkìês100% (1)
- Interface control document The Ultimate Step-By-Step GuideVon EverandInterface control document The Ultimate Step-By-Step GuideNoch keine Bewertungen
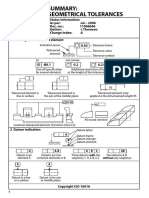
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADokument10 SeitenSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNoch keine Bewertungen
- GDT Day1Dokument119 SeitenGDT Day1Narendrareddy RamireddyNoch keine Bewertungen
- SW Dimensioning and TolerancingDokument40 SeitenSW Dimensioning and TolerancingHector MontesNoch keine Bewertungen
- GD T ExamplesDokument10 SeitenGD T ExamplesJuan Posada GNoch keine Bewertungen
- Formosa Ldpe Data SheetDokument5 SeitenFormosa Ldpe Data SheetBasant AGarwalNoch keine Bewertungen
- Fundamentals of GD&TDokument7 SeitenFundamentals of GD&TPalani TrainerNoch keine Bewertungen
- Dimensioning and TolerancingDokument100 SeitenDimensioning and TolerancingiyomasaNoch keine Bewertungen
- Quality AssessmentDokument38 SeitenQuality AssessmentIgnacioNoch keine Bewertungen
- nx5 KeyboardcommandsDokument1 Seitenx5 KeyboardcommandsShaheen ArihaNoch keine Bewertungen
- Metrology 1CDokument44 SeitenMetrology 1CRadhaMadhavNoch keine Bewertungen
- GT&D SymbolsDokument8 SeitenGT&D SymbolsshawntsungNoch keine Bewertungen
- Rule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Dokument6 SeitenRule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Anonymous 7ZTcBnNoch keine Bewertungen
- Automotive Quality Management Systems A Complete Guide - 2020 EditionVon EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionNoch keine Bewertungen
- Samsung Design Guide For Assembly of Injection Molded Plastic PartsDokument35 SeitenSamsung Design Guide For Assembly of Injection Molded Plastic PartsFeray VatanseverNoch keine Bewertungen
- SPC For MS Excel V2.0 Demo InstructionsDokument12 SeitenSPC For MS Excel V2.0 Demo InstructionsDanu MamlukatNoch keine Bewertungen
- Tolerance Stack Up Analysis in Manufacturing Based Capstone ProjectsDokument10 SeitenTolerance Stack Up Analysis in Manufacturing Based Capstone ProjectsAmirtharaaj VijayanNoch keine Bewertungen
- Tolerance Stack-Up Analysis: Consulting Training SoftwareDokument3 SeitenTolerance Stack-Up Analysis: Consulting Training SoftwarenmjboseNoch keine Bewertungen
- Tolerancing: Definition of TermsDokument22 SeitenTolerancing: Definition of Termsandrawala111Noch keine Bewertungen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Design For AssemblyDokument16 SeitenDesign For AssemblyOmkar Pradeep KhanvilkarNoch keine Bewertungen
- Tolerance Stack Up-Lecture 3Dokument69 SeitenTolerance Stack Up-Lecture 3deepakgr79Noch keine Bewertungen
- New GD&TDokument3 SeitenNew GD&TvasantNoch keine Bewertungen
- Return On Investment A Complete Guide - 2019 EditionVon EverandReturn On Investment A Complete Guide - 2019 EditionNoch keine Bewertungen
- Design For Assembly A Complete Guide - 2020 EditionVon EverandDesign For Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Geometric Dimensioning and Tolerancing: FundamentalsDokument40 SeitenGeometric Dimensioning and Tolerancing: FundamentalsdramiltNoch keine Bewertungen
- 8 Run DOE TemplateDokument10 Seiten8 Run DOE Templatesumitjain2Noch keine Bewertungen
- 0085-Design For AssemblyDokument41 Seiten0085-Design For AssemblyAmolPagdalNoch keine Bewertungen
- Instructors GuideDokument108 SeitenInstructors GuideLuiz IkedaNoch keine Bewertungen
- Design For Manufacturability A Complete Guide - 2021 EditionVon EverandDesign For Manufacturability A Complete Guide - 2021 EditionNoch keine Bewertungen
- Control PlansDokument12 SeitenControl Plansaman_ranhotra67% (6)
- Asme - Y145m-1994 Engineering Drawing Dimension Ing and TolerancingDokument236 SeitenAsme - Y145m-1994 Engineering Drawing Dimension Ing and TolerancingMAX100% (1)
- Analysis of DFMEA and PFMEADokument68 SeitenAnalysis of DFMEA and PFMEAderekrichner100% (1)
- The New Y14.5: We've Improved The Gold StandardDokument9 SeitenThe New Y14.5: We've Improved The Gold StandardVignesh PanneerselvamNoch keine Bewertungen
- Section: Illustrated Sourcebook Mechanical ComponentsDokument22 SeitenSection: Illustrated Sourcebook Mechanical ComponentsscubazNoch keine Bewertungen
- Design of Jigs and Fixtures.Dokument27 SeitenDesign of Jigs and Fixtures.madala ajay kumarNoch keine Bewertungen
- GD&T CylindricityDokument15 SeitenGD&T CylindricityjaithilagarajNoch keine Bewertungen
- Geometric Dimensioning and Tolerancing White Paper 2016Dokument17 SeitenGeometric Dimensioning and Tolerancing White Paper 2016Ahdfgb Dbach100% (1)
- Isolated Footing Mathcad CalculationDokument33 SeitenIsolated Footing Mathcad CalculationdumbadumbaNoch keine Bewertungen
- Math - Final Time LessonDokument12 SeitenMath - Final Time Lessonapi-272910790Noch keine Bewertungen
- Decimals: From White Rose Maths Schemes For Year 6 Spring TermDokument8 SeitenDecimals: From White Rose Maths Schemes For Year 6 Spring TermShabana MullaNoch keine Bewertungen
- Deteksi Kerusakan Motor InduksiDokument7 SeitenDeteksi Kerusakan Motor InduksifaturNoch keine Bewertungen
- Fabozzi Solution ManualDokument21 SeitenFabozzi Solution ManualNhlanhla ZuluNoch keine Bewertungen
- The Effects of Design, Manufacturing Processes, and Operations Management On The Assembly of Aircraft Composite StructureDokument104 SeitenThe Effects of Design, Manufacturing Processes, and Operations Management On The Assembly of Aircraft Composite StructureLinda Ayu Kusuma WardaniNoch keine Bewertungen
- Ds PDFDokument1.126 SeitenDs PDFGamindu UdayangaNoch keine Bewertungen
- Math 1st Quarter Exam Grade 9 2023-24Dokument9 SeitenMath 1st Quarter Exam Grade 9 2023-24ronnie.sisonNoch keine Bewertungen
- SSK 3101 (Computer Programming II) : Learning OutcomesDokument2 SeitenSSK 3101 (Computer Programming II) : Learning OutcomesHoh Jia DaNoch keine Bewertungen
- Life Contingencies II: ObjectivesDokument2 SeitenLife Contingencies II: Objectivesdavid AbotsitseNoch keine Bewertungen
- Algebra Word Problems - Worksheet 4 - Coin and Money ProblemsDokument31 SeitenAlgebra Word Problems - Worksheet 4 - Coin and Money ProblemsZeinab ElkholyNoch keine Bewertungen
- Course Outline BUSN-225Dokument10 SeitenCourse Outline BUSN-225Kevin KooblallNoch keine Bewertungen
- T 3 S 3Dokument7 SeitenT 3 S 3Ashim KumarNoch keine Bewertungen
- Tables For Cas Exam Mas-IiDokument18 SeitenTables For Cas Exam Mas-IiPhat LocNoch keine Bewertungen
- Soal Text GREETING CARDDokument1 SeiteSoal Text GREETING CARDuswatun hasanahNoch keine Bewertungen
- Ebook C Programming Program Design Including Data Structures 8Th Edition Malik Test Bank Full Chapter PDFDokument35 SeitenEbook C Programming Program Design Including Data Structures 8Th Edition Malik Test Bank Full Chapter PDFrowenathuyzdwqr100% (12)
- Liuwei NN2022 发表版Dokument13 SeitenLiuwei NN2022 发表版sohel ranaNoch keine Bewertungen
- Module 5 Raeesa D-17230Dokument21 SeitenModule 5 Raeesa D-17230Raeesa ShoaibNoch keine Bewertungen
- Class 12 ProjectDokument82 SeitenClass 12 ProjectCap: Gh0stNoch keine Bewertungen
- Interpreting Graphs LessonDokument5 SeitenInterpreting Graphs LessonChristina AlexanderNoch keine Bewertungen
- Math Unit Test 2Dokument2 SeitenMath Unit Test 2divya shreeNoch keine Bewertungen
- Tenth Dimension Ebook PDFDokument227 SeitenTenth Dimension Ebook PDFshit-_happens100% (5)
- Zero To InfinityDokument181 SeitenZero To InfinityAnup SaravanNoch keine Bewertungen
- 1.4: Quadratic Equations: Section OutlineDokument4 Seiten1.4: Quadratic Equations: Section OutlineAHMED ALSHAMMARINoch keine Bewertungen
- MCA III Complied 23.06.16Dokument243 SeitenMCA III Complied 23.06.16Shahriar AhmedNoch keine Bewertungen
- Exp 8Dokument3 SeitenExp 8Kurl Vincent GamboaNoch keine Bewertungen
- Mock Report Card ApproachingDokument3 SeitenMock Report Card Approachingapi-298474338Noch keine Bewertungen
- Safety Maturity LevelDokument25 SeitenSafety Maturity LevelN Sarah88% (8)
- Lab Report 2 - Structural StudiesDokument15 SeitenLab Report 2 - Structural StudiesKAR WEI LEENoch keine Bewertungen
- Pig Trap Cal.Dokument16 SeitenPig Trap Cal.chinazo onuigboNoch keine Bewertungen