Das könnte Ihnen auch gefallen
- Group DiscussionDokument20 SeitenGroup Discussionsrivan60% (5)
- Group DiscussionDokument20 SeitenGroup Discussionsrivan60% (5)
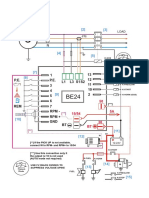
- L1 load circuit diagram for diesel generator controlDokument1 SeiteL1 load circuit diagram for diesel generator controlNabilBouabana100% (3)
- Logitech R-RB5 Presentation Remote ManualDokument2 SeitenLogitech R-RB5 Presentation Remote ManualundermywheelsNoch keine Bewertungen
- Introduction To Rapid PrototypingDokument19 SeitenIntroduction To Rapid PrototypingfamilyumaNoch keine Bewertungen
- Rapid Prototyping Systems Department Mechanical EngineeringDokument24 SeitenRapid Prototyping Systems Department Mechanical EngineeringAyush ChopraNoch keine Bewertungen
- Huawei WDM-OTN Product Family Main SlideDokument47 SeitenHuawei WDM-OTN Product Family Main SlideThunder-Link.comNoch keine Bewertungen
- Laminated Object ManufacturingDokument7 SeitenLaminated Object ManufacturingPritamKumarPradhanNoch keine Bewertungen
- 3D Printing Introduction and Types PDFDokument83 Seiten3D Printing Introduction and Types PDFŤhåŕüñ Kūmæř GøwđNoch keine Bewertungen
- Rapid Prototyping TechniqueDokument35 SeitenRapid Prototyping TechniquekajavarunNoch keine Bewertungen
- Stereo Lithography PresentationDokument28 SeitenStereo Lithography PresentationJayanth RajNoch keine Bewertungen
- Solid Modeling Final - Manual-06!05!19 New by MailDokument276 SeitenSolid Modeling Final - Manual-06!05!19 New by MailRajat ShrirameNoch keine Bewertungen
- Report On 3 D PrintingDokument37 SeitenReport On 3 D Printingawanish singhNoch keine Bewertungen
- Batch 10 v2.0 UpdatedDokument50 SeitenBatch 10 v2.0 UpdatedVamshi RittuNoch keine Bewertungen
- Complete EDM Handbook - 2Dokument16 SeitenComplete EDM Handbook - 2familyumaNoch keine Bewertungen
- Rapid PrototypingDokument29 SeitenRapid PrototypingSoumajit TalukdarNoch keine Bewertungen
- CH6 Laminated Object ManufacturingDokument10 SeitenCH6 Laminated Object ManufacturingParth Modi100% (2)
- Laser Beam MachiningDokument30 SeitenLaser Beam MachiningcpamechaNoch keine Bewertungen
- 07 Final Rapid Prototype ReportDokument16 Seiten07 Final Rapid Prototype ReportpallaviNoch keine Bewertungen
- DCIM-B01.840.10.01.02 Immulite Com Lis PDFDokument311 SeitenDCIM-B01.840.10.01.02 Immulite Com Lis PDFОлександр100% (1)
- Laminated Object Manufacturing MethodDokument8 SeitenLaminated Object Manufacturing MethodSapari VelNoch keine Bewertungen
- Humberto Fernandez MoranDokument18 SeitenHumberto Fernandez MoranGregorio SamsaNoch keine Bewertungen
- 5 - G-CodeDokument55 Seiten5 - G-CodefamilyumaNoch keine Bewertungen
- Rapid PrototypingDokument23 SeitenRapid PrototypingRAIHAN SHAIKHNoch keine Bewertungen
- Additive Manufacturing Student NotesDokument90 SeitenAdditive Manufacturing Student NotesUdayaKumar100% (1)
- Selection &optimization of Spot Welding Process Parameters Using Taguchi MethodDokument40 SeitenSelection &optimization of Spot Welding Process Parameters Using Taguchi MethodBabuli KumarNoch keine Bewertungen
- CAD Model from Physical PartDokument40 SeitenCAD Model from Physical PartBalaji VasudevanNoch keine Bewertungen
- Cadcam Module 2Dokument433 SeitenCadcam Module 2Ahsan IftikharNoch keine Bewertungen
- Syringe Powered Mechanical ArmDokument14 SeitenSyringe Powered Mechanical Armj_sachin09100% (1)
- Brochure Book Additive Manufacturing FinalDokument5 SeitenBrochure Book Additive Manufacturing FinalsreeshpsNoch keine Bewertungen
- Unit Ii: Process PlanningDokument17 SeitenUnit Ii: Process PlanningVijaya Prabhu KumarasamyNoch keine Bewertungen
- Prototype Model: Bipul Shrestha Shilpa ShresthaDokument13 SeitenPrototype Model: Bipul Shrestha Shilpa ShresthaShilpaNoch keine Bewertungen
- Rapid Prototyping Lesson on SLA, SLS, LOM and FDMDokument15 SeitenRapid Prototyping Lesson on SLA, SLS, LOM and FDMRishabh MendirattaNoch keine Bewertungen
- HOW To DO Capsmill Cycle Time Reduction CadcamDokument23 SeitenHOW To DO Capsmill Cycle Time Reduction CadcamrajualagNoch keine Bewertungen
- Rapid Prototyping 212me2301Dokument20 SeitenRapid Prototyping 212me2301Abhishek SinghNoch keine Bewertungen
- TOPSIS Based Taguchi Method For Electrical DischargeDokument44 SeitenTOPSIS Based Taguchi Method For Electrical DischargeGeeta VermaNoch keine Bewertungen
- HIDDEN SURFACE REMOVAL ALGORITHMSDokument8 SeitenHIDDEN SURFACE REMOVAL ALGORITHMSAshok KumarNoch keine Bewertungen
- Multi-objective optimisation of EDM for AISI P20 tool steelDokument244 SeitenMulti-objective optimisation of EDM for AISI P20 tool steelShiba Narayan SahuNoch keine Bewertungen
- Moldflow PresentationDokument50 SeitenMoldflow PresentationpatrickNX9420Noch keine Bewertungen
- Rapid Prototyping and ToolingDokument1 SeiteRapid Prototyping and Toolingroscilla100% (1)
- Mechanical Projects TopicsDokument4 SeitenMechanical Projects TopicsrohitNoch keine Bewertungen
- ProposalDokument16 SeitenProposalmakawiss1Noch keine Bewertungen
- Automated Punching MachineDokument8 SeitenAutomated Punching MachineMohamed IbrahemNoch keine Bewertungen
- CAD and RP modeling techniquesDokument24 SeitenCAD and RP modeling techniquesGooftilaaAniJiraachuunkooYesusiinNoch keine Bewertungen
- Design For Manufacturing ExamplesDokument13 SeitenDesign For Manufacturing ExamplesVikash Singh100% (1)
- 15me835 PLCM Module 2Dokument17 Seiten15me835 PLCM Module 2prashanth prabhuNoch keine Bewertungen
- Design For Manufacturing - SyllabusDokument1 SeiteDesign For Manufacturing - SyllabuskanivelNoch keine Bewertungen
- StereolithographyDokument13 SeitenStereolithographyonkar masekar0% (1)
- Me2204 Fluid Mechanics and Machinery SyllabusDokument1 SeiteMe2204 Fluid Mechanics and Machinery SyllabusrajapratyNoch keine Bewertungen
- Thesis Final PDFDokument32 SeitenThesis Final PDFChan elvisNoch keine Bewertungen
- Mechanical Problems in Surface MicromachiningDokument24 SeitenMechanical Problems in Surface MicromachiningShankarAthava100% (1)
- Selective Laser SinteringDokument5 SeitenSelective Laser Sinteringmanoharanpark_433315Noch keine Bewertungen
- Unit Ii Cad & Reverse EngineeringDokument54 SeitenUnit Ii Cad & Reverse EngineeringmunirajNoch keine Bewertungen
- 01-Industrial Visit Doc. ListDokument12 Seiten01-Industrial Visit Doc. ListNachiket Kadlag100% (1)
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDokument26 SeitenUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNoch keine Bewertungen
- Case Study On Rapid PrototypingDokument7 SeitenCase Study On Rapid PrototypingSachin KumbharNoch keine Bewertungen
- Use of Rapid Prototyping For Rapid Tooling - PPTDokument17 SeitenUse of Rapid Prototyping For Rapid Tooling - PPTSudhanwa KulkarniNoch keine Bewertungen
- (CAM) Group Technology: Computer Aided ManufacturingDokument118 Seiten(CAM) Group Technology: Computer Aided ManufacturingPratik PrajapatiNoch keine Bewertungen
- Lecture 13 Guidelines For Process SelectionDokument23 SeitenLecture 13 Guidelines For Process Selectionshanur begulajiNoch keine Bewertungen
- Week 14 (Rapid Prototyping)Dokument50 SeitenWeek 14 (Rapid Prototyping)Umair MalikNoch keine Bewertungen
- Final Thesis - 1 PDFDokument152 SeitenFinal Thesis - 1 PDFHarshvardhan RaiNoch keine Bewertungen
- Final PPT For Minor Project 2021-22Dokument19 SeitenFinal PPT For Minor Project 2021-22Dashanand RavanNoch keine Bewertungen
- Training ReportDokument18 SeitenTraining ReportSachin ShikotraNoch keine Bewertungen
- Laminated Object Manufacturing (LOM)Dokument19 SeitenLaminated Object Manufacturing (LOM)PritamKumarPradhan100% (3)
- 1Dokument9 Seiten1familyumaNoch keine Bewertungen
- 2 PDFDokument7 Seiten2 PDFfamilyumaNoch keine Bewertungen
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDokument10 SeitenSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNoch keine Bewertungen
- Ex. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationDokument5 SeitenEx. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationfamilyumaNoch keine Bewertungen
- 7 Shpaper PlanerDokument29 Seiten7 Shpaper PlanerfamilyumaNoch keine Bewertungen
- Master CamDokument87 SeitenMaster CamfamilyumaNoch keine Bewertungen
- Cam 2 ATCDokument18 SeitenCam 2 ATCfamilyumaNoch keine Bewertungen
- Unit7 Nan PDFDokument56 SeitenUnit7 Nan PDFAnonymous L7XrxpeI1zNoch keine Bewertungen
- Metal FormingDokument17 SeitenMetal FormingfamilyumaNoch keine Bewertungen
- Rapid ToolingDokument19 SeitenRapid ToolingSunny GaekwadNoch keine Bewertungen
- ThesisDokument60 SeitenThesisfamilyumaNoch keine Bewertungen
- Rapid Prototyping 3d PrintingDokument21 SeitenRapid Prototyping 3d PrintingfamilyumaNoch keine Bewertungen
- Numerical ControlDokument30 SeitenNumerical ControlKeshav AroteNoch keine Bewertungen
- Electrical DischargeDokument3 SeitenElectrical DischargeRipper JackNoch keine Bewertungen
- Cad CamDokument63 SeitenCad CamfamilyumaNoch keine Bewertungen
- Design and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsDokument146 SeitenDesign and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsfamilyumaNoch keine Bewertungen
- A Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemDokument96 SeitenA Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemfamilyumaNoch keine Bewertungen
- Fuzzy Logic Using MatlabDokument85 SeitenFuzzy Logic Using MatlabVehid TavakolNoch keine Bewertungen
- 01a Decision MakingDokument45 Seiten01a Decision MakingfamilyumaNoch keine Bewertungen
- Study On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessDokument207 SeitenStudy On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessfamilyumaNoch keine Bewertungen
- Plummer Block AssemblyDokument2 SeitenPlummer Block Assemblyaksundarm531Noch keine Bewertungen
- Lab02 Simulink TutorialDokument36 SeitenLab02 Simulink Tutorialkok_oc25Noch keine Bewertungen
- MATLAB/Simulink Basics GuideDokument59 SeitenMATLAB/Simulink Basics GuidefamilyumaNoch keine Bewertungen
- Decision MakingDokument10 SeitenDecision Makingashok2009csNoch keine Bewertungen
- M.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMDokument25 SeitenM.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMPushparaj KaruNoch keine Bewertungen
- Storey DecisionTreesDokument38 SeitenStorey DecisionTreesfamilyumaNoch keine Bewertungen
- BISPLATE ALLOY Technical-Guide-ArmourDokument16 SeitenBISPLATE ALLOY Technical-Guide-ArmourFery FebryantoNoch keine Bewertungen
- The Electron Capture Detector TheoryDokument3 SeitenThe Electron Capture Detector TheoryVarun KumarNoch keine Bewertungen
- Andrew Db858dg65esyDokument2 SeitenAndrew Db858dg65esyEmmersonLisboaNoch keine Bewertungen
- Ch3000 At3552 Series Analog Externally Modulated Full Spectrum Transmitter Data SheetDokument4 SeitenCh3000 At3552 Series Analog Externally Modulated Full Spectrum Transmitter Data SheetGilmar Peterle PaganiniNoch keine Bewertungen
- Game Mod WishlistsDokument16 SeitenGame Mod WishlistsMarco Antonio RebancosNoch keine Bewertungen
- Spin-Coating TechniqueDokument2 SeitenSpin-Coating TechniqueOlga BordianNoch keine Bewertungen
- Mec 424 - Laboratory Report Title:Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationDokument20 SeitenMec 424 - Laboratory Report Title:Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationTaufiq MahathirNoch keine Bewertungen
- Lecture Seeding Particles For PIVDokument30 SeitenLecture Seeding Particles For PIVKaffelNoch keine Bewertungen
- Ultrasound-Assisted Drug Delivery in Fractional Cutaneous ApplicationsDokument16 SeitenUltrasound-Assisted Drug Delivery in Fractional Cutaneous ApplicationsErik BrooksNoch keine Bewertungen
- Introduction to Gaussian Beam ParametersDokument4 SeitenIntroduction to Gaussian Beam Parameters吳昭亮Noch keine Bewertungen
- Service Manual: NAU-PG8400US4 QX-3624N-ADokument31 SeitenService Manual: NAU-PG8400US4 QX-3624N-Aboroda2410Noch keine Bewertungen
- Night Vision Tech PPT DeepikaDokument28 SeitenNight Vision Tech PPT DeepikaTushar ChoudharyNoch keine Bewertungen
- DVD615Dokument228 SeitenDVD615Freddy FerrerNoch keine Bewertungen
- Dragon EyeDokument2 SeitenDragon EyeOsorio LuisNoch keine Bewertungen
- Laser in Endodontics-A Review ArticleDokument7 SeitenLaser in Endodontics-A Review ArticleKalpanaNoch keine Bewertungen
- Science 4 Summative Test No 2Dokument1 SeiteScience 4 Summative Test No 2ChristianGalangDelFin100% (2)
- Clarion PN-2165MA E5779-00 PDFDokument12 SeitenClarion PN-2165MA E5779-00 PDFkilol0Noch keine Bewertungen
- VTN244 Equipment ManualDokument79 SeitenVTN244 Equipment ManualĐặng ĐứcNoch keine Bewertungen
- Kd-Sd80bte Sd80bten Sd80btey (Sm-Ma530 Rev.001)Dokument51 SeitenKd-Sd80bte Sd80bten Sd80btey (Sm-Ma530 Rev.001)Roberd MihailovNoch keine Bewertungen
- Tender for computer consumablesDokument6 SeitenTender for computer consumablesSulvine CharlieNoch keine Bewertungen
- As 3641.2-1999 Recommended Practice For Atomic Emission Spectrometric Analysis Inductively Coupled Plasma ExcDokument8 SeitenAs 3641.2-1999 Recommended Practice For Atomic Emission Spectrometric Analysis Inductively Coupled Plasma ExcSAI Global - APACNoch keine Bewertungen
- Ultrasonic Flaw Detector Physics Study MaterialDokument1 SeiteUltrasonic Flaw Detector Physics Study MaterialManjukaviNoch keine Bewertungen
- US Catalog 2018 HQDokument32 SeitenUS Catalog 2018 HQsandroaptNoch keine Bewertungen
- Manufacturing Processes IIDokument2 SeitenManufacturing Processes IIAmrat PatelNoch keine Bewertungen
- Lecture 4Dokument11 SeitenLecture 4Yogesh SharmaNoch keine Bewertungen