Das könnte Ihnen auch gefallen
- Sesión #1 Joyeria y Diseño de JoyasDokument24 SeitenSesión #1 Joyeria y Diseño de JoyasMiguel Quintana OrtizNoch keine Bewertungen
- Plan de CalidadDokument12 SeitenPlan de CalidadPiscoSour //SkyNoch keine Bewertungen
- 3831-PC-CR-01 MONTAJE EMPLANTILLADO Y SOLDADURA DE CAÑERÍAS ACERO CARBONO Rev.4 PDFDokument34 Seiten3831-PC-CR-01 MONTAJE EMPLANTILLADO Y SOLDADURA DE CAÑERÍAS ACERO CARBONO Rev.4 PDFCristian Andrés GalindoNoch keine Bewertungen
- Ep PC 220 - Torque de Juntas BridadasDokument36 SeitenEp PC 220 - Torque de Juntas BridadasFreddy Roa100% (3)
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADokument9 SeitenGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAJonathan Luján LópezNoch keine Bewertungen
- Tipos de Pozos de VisitaDokument20 SeitenTipos de Pozos de VisitaRodrigo OG100% (3)
- Sistemas Constructivos Convencional y No ConvencionalDokument15 SeitenSistemas Constructivos Convencional y No ConvencionalMax Vargas Fuentes33% (3)
- PR-Procedimiento de Retiro y Colocacion de Ripio Rev. 0Dokument8 SeitenPR-Procedimiento de Retiro y Colocacion de Ripio Rev. 0ozelwill5388100% (1)
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Von EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Noch keine Bewertungen
- 00.03 Procedimiento de Pintura Epoxica para Pisos Rev 0.01Dokument8 Seiten00.03 Procedimiento de Pintura Epoxica para Pisos Rev 0.01Jhonatan Josmell Celis CristobalNoch keine Bewertungen
- Manual Torno CNCDokument127 SeitenManual Torno CNCJimmy Carlos Tone LimaNoch keine Bewertungen
- Responsabilidad Por La CalidadDokument9 SeitenResponsabilidad Por La Calidadjhota280Noch keine Bewertungen
- Reporte de Certificacion 6 SigmaDokument11 SeitenReporte de Certificacion 6 SigmaIsabel RamirezNoch keine Bewertungen
- Calzados GuanteDokument163 SeitenCalzados GuanteFreddy Nuñez67% (3)
- Pro-Cci-024 Rev 1 Procedimiento de Inspeccion de Cables de AceroDokument26 SeitenPro-Cci-024 Rev 1 Procedimiento de Inspeccion de Cables de AceroAlvaro EspinosaNoch keine Bewertungen
- Proyecto 6 SigmaDokument12 SeitenProyecto 6 SigmaedithNoch keine Bewertungen
- Cluster de Ocio, Cultura y Turismo País VascoDokument63 SeitenCluster de Ocio, Cultura y Turismo País VascoJairo GuevaraNoch keine Bewertungen
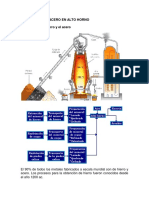
- Obtención Del Acero en Alto HornoDokument17 SeitenObtención Del Acero en Alto HornoDiana Carolina Zapata BerecheNoch keine Bewertungen
- Aplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre MagnetoDokument12 SeitenAplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre Magneto'RuBén Plascencia AgredanoNoch keine Bewertungen
- A9 JGHDokument14 SeitenA9 JGHyodyth garciNoch keine Bewertungen
- Evidencia 2 AlmexaDokument20 SeitenEvidencia 2 AlmexaEuridice LemusNoch keine Bewertungen
- Ejemplo de Proyecto de CalidadDokument14 SeitenEjemplo de Proyecto de CalidadErick Díaz CastilloNoch keine Bewertungen
- Aplicación de La Metodologia Seis Sigma Dmaic para Lograr La Eliminacion de Problemas Con Pin Hole en Alambre Magneto 36 BDL Con AislamientoDokument53 SeitenAplicación de La Metodologia Seis Sigma Dmaic para Lograr La Eliminacion de Problemas Con Pin Hole en Alambre Magneto 36 BDL Con AislamientoAnonymous XIIv9HZNoch keine Bewertungen
- Aplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoDokument53 SeitenAplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoHugo Enrique Medina ReynaNoch keine Bewertungen
- SIx SIgmaDokument32 SeitenSIx SIgmaMartha AltamiranoNoch keine Bewertungen
- Canacintra GP Noviembre 2018 Ejercicicio Practico Six SigmaDokument46 SeitenCanacintra GP Noviembre 2018 Ejercicicio Practico Six SigmaAgustin FloresNoch keine Bewertungen
- Control y Gestion de La Calidad 8 6 SigmaDokument68 SeitenControl y Gestion de La Calidad 8 6 SigmaMarco ZepedaNoch keine Bewertungen
- JoséAlfredo Coronado Grupo#4 Actividadsemana 4Dokument18 SeitenJoséAlfredo Coronado Grupo#4 Actividadsemana 4Alfredo CoronadoNoch keine Bewertungen
- Rebaba Metálica - AnteproyectoDokument12 SeitenRebaba Metálica - AnteproyectoArturo CastilloNoch keine Bewertungen
- Informe 2312Dokument11 SeitenInforme 2312Ricardo Astocondor RabanalNoch keine Bewertungen
- Anteproyecto Tren de LaminacionDokument8 SeitenAnteproyecto Tren de LaminacionJosé Vicente Rodriguez100% (1)
- B Ingenieria Del ProductoDokument38 SeitenB Ingenieria Del Productoramiro paucar villaNoch keine Bewertungen
- Gestion de Proyectos - Avance 2Dokument20 SeitenGestion de Proyectos - Avance 2Frans QuiapeNoch keine Bewertungen
- Índlce: Procedimiento OperativoDokument13 SeitenÍndlce: Procedimiento OperativoSamuel Toledo CaluaNoch keine Bewertungen
- Pia - Villalobos - Tarea Semana 7 Gestion de CalidadDokument8 SeitenPia - Villalobos - Tarea Semana 7 Gestion de Calidadandrea100% (1)
- Mejora Proceso GalvanizadoDokument117 SeitenMejora Proceso GalvanizadoJuan Coasaca PortalNoch keine Bewertungen
- Unidad 3, Caso PracticoDokument63 SeitenUnidad 3, Caso PracticoBRANDON ALEJANDRO CONSTANTE CASAS100% (1)
- Anteproyecto Residencias-5Dokument5 SeitenAnteproyecto Residencias-5Christian PérezNoch keine Bewertungen
- Mantenimiento Industrial en Maquinas WiddmannDokument88 SeitenMantenimiento Industrial en Maquinas WiddmannGustavo FelixNoch keine Bewertungen
- Proyecto Six Sigma-PracticoDokument7 SeitenProyecto Six Sigma-PracticoMiguel Reynoso MagañaNoch keine Bewertungen
- Ejemplo ResidenciaDokument95 SeitenEjemplo ResidenciaIngrid Sarahi Banda GarzaNoch keine Bewertungen
- 1.1.2 Proceso de Armado 4Dokument5 Seiten1.1.2 Proceso de Armado 4henry vigo cornejoNoch keine Bewertungen
- Proyecto Aseguramiento de La CalidadDokument22 SeitenProyecto Aseguramiento de La CalidadIngDanielMartinezNoch keine Bewertungen
- Pca Segundo Mec Const Metalicas BT Soldadura Galo CajasDokument6 SeitenPca Segundo Mec Const Metalicas BT Soldadura Galo CajasGalo CajasNoch keine Bewertungen
- Metodología de Los Siete PasosDokument6 SeitenMetodología de Los Siete Pasosvicc liliNoch keine Bewertungen
- Evidencia 2Dokument9 SeitenEvidencia 2Euridice LemusNoch keine Bewertungen
- P-09-037-M-SP-00002 Rev. 2 - Procedimiento de PinturaDokument36 SeitenP-09-037-M-SP-00002 Rev. 2 - Procedimiento de PinturamaryamilNoch keine Bewertungen
- Proyecto de MejoraDokument17 SeitenProyecto de MejoraJOSE ANTONIO YAÑEZ ALVAREZNoch keine Bewertungen
- Examen Parcial #1 Diseño de Experimentos1Dokument5 SeitenExamen Parcial #1 Diseño de Experimentos1Joaquin RetanaNoch keine Bewertungen
- AACTIVIDAD de APRENDIZAJE 1. Análisis y Propuesta de Mejora de ProcesosDokument10 SeitenAACTIVIDAD de APRENDIZAJE 1. Análisis y Propuesta de Mejora de ProcesosAlexander LoganNoch keine Bewertungen
- Aplicacion de 6 Sigma en Proceso de Fabricacion de VidriosDokument14 SeitenAplicacion de 6 Sigma en Proceso de Fabricacion de VidriosManny PelaezNoch keine Bewertungen
- VIL-PROC-MEC-07 - ORN - Rev. 00Dokument15 SeitenVIL-PROC-MEC-07 - ORN - Rev. 00TonyRiverosBecerraNoch keine Bewertungen
- Ana P Min.42 r03 Test - SMC MetalurgiaDokument13 SeitenAna P Min.42 r03 Test - SMC Metalurgiaerick manuel Quiroz AicachiNoch keine Bewertungen
- Planificacion - Taller Semana 3, DesarrolloDokument4 SeitenPlanificacion - Taller Semana 3, DesarrolloRosa Cecilia Amado DiazNoch keine Bewertungen
- 7 Pro-Cc Reparación de Soldadura de ElementosDokument7 Seiten7 Pro-Cc Reparación de Soldadura de ElementosCarlo LaraNoch keine Bewertungen
- Concurso de Diseño y Planeamiento de Minas-Formulacion Del Problema Etapa 1Dokument7 SeitenConcurso de Diseño y Planeamiento de Minas-Formulacion Del Problema Etapa 1Anderson Joel Jeronimo GarnicaNoch keine Bewertungen
- M&M-MANTTO-CAL-M-PR-129 - Desmontaje y Montaje de Valvulas en Muelle 4 Rev01Dokument12 SeitenM&M-MANTTO-CAL-M-PR-129 - Desmontaje y Montaje de Valvulas en Muelle 4 Rev01Alam Pierre Grau CorreaNoch keine Bewertungen
- 25800-220-V74-E00X-00020 Interruptor MTDokument40 Seiten25800-220-V74-E00X-00020 Interruptor MTdaniel1974Noch keine Bewertungen
- Formato 4Dokument6 SeitenFormato 4Almadelia Vazquez GomezNoch keine Bewertungen
- Evaluacion de Anodos de Magnesio: Especificacion Tecnica de Calidad de Materiales, Muestreo Y PruebasDokument13 SeitenEvaluacion de Anodos de Magnesio: Especificacion Tecnica de Calidad de Materiales, Muestreo Y PruebasjoseNoch keine Bewertungen
- Universidad de Costa Rica Proyecto Final Versión 2Dokument72 SeitenUniversidad de Costa Rica Proyecto Final Versión 2Jorge Ramirez SandiNoch keine Bewertungen
- Tesis Upiicsa Seis Sigma y Die CastingDokument97 SeitenTesis Upiicsa Seis Sigma y Die CastingJose Pablo FuentesNoch keine Bewertungen
- Tornillo Seis SigmaDokument34 SeitenTornillo Seis SigmaAdrian EquihuaNoch keine Bewertungen
- KZN-8080171-PO-PRY-06 - Rev 1 Tendido de CablesDokument5 SeitenKZN-8080171-PO-PRY-06 - Rev 1 Tendido de CablesJosé CallisayaNoch keine Bewertungen
- Conexiones TamsaDokument9 SeitenConexiones Tamsalizabigaillive.comNoch keine Bewertungen
- AVANCE ACTUALIZADO CalidadDokument12 SeitenAVANCE ACTUALIZADO CalidadrosalinoNoch keine Bewertungen
- Presentacion Del Proyecto de CoatsDokument80 SeitenPresentacion Del Proyecto de CoatsJuanAguilar100% (1)
- Planificación - TALLER SEMANA 2Dokument7 SeitenPlanificación - TALLER SEMANA 2Juan Nuñez Zarur100% (1)
- Terminación y expedición de tapones de corcho. MAMA0109Von EverandTerminación y expedición de tapones de corcho. MAMA0109Bewertung: 5 von 5 Sternen5/5 (1)
- M1d2t1.ejercicio - Longitud de Capa de LlantasDokument5 SeitenM1d2t1.ejercicio - Longitud de Capa de LlantasToti Toti0% (1)
- M1d2t1.ejercicio - Defecto en HeladerasDokument7 SeitenM1d2t1.ejercicio - Defecto en HeladerasToti TotiNoch keine Bewertungen
- Teorico Fisica Segunda ParteDokument184 SeitenTeorico Fisica Segunda ParteToti TotiNoch keine Bewertungen
- Cuadernillo 054Dokument144 SeitenCuadernillo 054Jesús Sosa CorreaNoch keine Bewertungen
- Filminas de EvaporaciónDokument109 SeitenFilminas de EvaporaciónToti TotiNoch keine Bewertungen
- Lean OfficeDokument4 SeitenLean OfficeAlejandro Poma VillarrealNoch keine Bewertungen
- Estudio de Caso La Industria de Las Flores en Colombia1Dokument10 SeitenEstudio de Caso La Industria de Las Flores en Colombia1Nadia Ponton CaroNoch keine Bewertungen
- Indice NMXDokument13 SeitenIndice NMXMiguel RamírezNoch keine Bewertungen
- Equipos Mecanizados Desatado & Empernado-ATLAS COPCODokument42 SeitenEquipos Mecanizados Desatado & Empernado-ATLAS COPCOFranco Rojas Boza100% (1)
- El Hormigon CelularDokument32 SeitenEl Hormigon CelularTele Satelital GratisNoch keine Bewertungen
- TRABAJO COLABORATIVO DISTRIBUCIÓN DE PLANTA 1 EntregaDokument10 SeitenTRABAJO COLABORATIVO DISTRIBUCIÓN DE PLANTA 1 EntregaLuisa BallesterosNoch keine Bewertungen
- Norma Oficial Mexicana NomDokument8 SeitenNorma Oficial Mexicana NomFernando ZeaNoch keine Bewertungen
- JUSE DoraDokument7 SeitenJUSE DoraMaritza G. RosalesNoch keine Bewertungen
- Ta Logistica Internacional 1Dokument15 SeitenTa Logistica Internacional 1MelyQRNoch keine Bewertungen
- Resumen de Lecturas Complementarias - PROFOCOMDokument11 SeitenResumen de Lecturas Complementarias - PROFOCOMcatarijhonson75% (8)
- Taiichi OhnoDokument7 SeitenTaiichi OhnoAniiAvilaPenicheNoch keine Bewertungen
- Catalogo de Elementos de Fijacion PDFDokument245 SeitenCatalogo de Elementos de Fijacion PDFOmar PérezNoch keine Bewertungen
- Costos Industriales Trabajo Práctico #5 - Costos Por ProcesosDokument7 SeitenCostos Industriales Trabajo Práctico #5 - Costos Por ProcesosJuanNoch keine Bewertungen
- Curriculum VitaeDokument2 SeitenCurriculum VitaeJose Angel Barbosa GarciaNoch keine Bewertungen
- Tipos de TornoDokument4 SeitenTipos de TornoSanchez AndresNoch keine Bewertungen
- Ingenieria de Materiales 1 PDFDokument331 SeitenIngenieria de Materiales 1 PDFcristianNoch keine Bewertungen
- Tipos de Compañías Que Existen en EcuadorDokument7 SeitenTipos de Compañías Que Existen en Ecuadorlucy bravoNoch keine Bewertungen
- Que Es Steel FramingDokument3 SeitenQue Es Steel FramingnomiarqNoch keine Bewertungen
- Listado Gestores Regulados Por La SA VIGENTES 06 Mayo 16 v1Dokument15 SeitenListado Gestores Regulados Por La SA VIGENTES 06 Mayo 16 v1Fabricio GualotuñaNoch keine Bewertungen
- Diseño San Rafael Final COSTOSDokument43 SeitenDiseño San Rafael Final COSTOSJuan Carlos Acevedo MatosNoch keine Bewertungen
- Estudio Economico Del Azufre ChileDokument42 SeitenEstudio Economico Del Azufre Chileraul saravia jaldinNoch keine Bewertungen