Das könnte Ihnen auch gefallen
- Victoria Sobre La Oscuridad - Neil AndersonDokument131 SeitenVictoria Sobre La Oscuridad - Neil AndersonCristo Viene Pronto92% (26)
- Informe de Normas de Seguridad en El LaboratorioDokument39 SeitenInforme de Normas de Seguridad en El LaboratorioJoseph Fretel Arteaga100% (1)
- El Condor Pasa - ArregloDokument6 SeitenEl Condor Pasa - ArregloRaúl LincangoNoch keine Bewertungen
- Recubrimientos PinturaDokument57 SeitenRecubrimientos PinturaAlftigre TovarNoch keine Bewertungen
- 2.4 Commisioning Procedimiento Pruebas ElectricasDokument9 Seiten2.4 Commisioning Procedimiento Pruebas ElectricasJmVl VlNoch keine Bewertungen
- Curso de Radiografia Industrial Nivel I y II. Part 2Dokument57 SeitenCurso de Radiografia Industrial Nivel I y II. Part 2Alftigre Tovar100% (1)
- Curso Básico de Estructuras Metálicas - Carlos Bermudez - NSR98 EXC PDFDokument78 SeitenCurso Básico de Estructuras Metálicas - Carlos Bermudez - NSR98 EXC PDFHenry HoyosNoch keine Bewertungen
- Control de Temperatura de Un Horno EléctricoDokument90 SeitenControl de Temperatura de Un Horno EléctricoAcuña JavierNoch keine Bewertungen
- Anexo Nro 09 Pre Uso de Veh CuloDokument1 SeiteAnexo Nro 09 Pre Uso de Veh CuloAlftigre TovarNoch keine Bewertungen
- Tiempo RXDokument1 SeiteTiempo RXAlftigre TovarNoch keine Bewertungen
- Reporte de TorqueDokument11 SeitenReporte de TorqueAlftigre TovarNoch keine Bewertungen
- DiseÑo de Acero EstructuralDokument621 SeitenDiseÑo de Acero Estructuraljugi84100% (8)
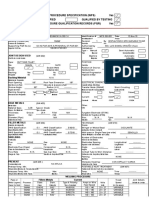
- WPS FormatoDokument1 SeiteWPS FormatoAlftigre TovarNoch keine Bewertungen
- CertificadoDokument1 SeiteCertificadoAlftigre TovarNoch keine Bewertungen
- de Verificacion de Equipo Minitest 600bDokument13 Seitende Verificacion de Equipo Minitest 600bAlftigre Tovar0% (1)
- Publicación2 SICONSADokument2 SeitenPublicación2 SICONSAAlftigre TovarNoch keine Bewertungen
- Capitulo 1 Curso de SoldaduraDokument28 SeitenCapitulo 1 Curso de SoldaduraJuanMa Carso100% (1)
- Air Carbon-Arc Manual Gouging Torches 89250019es - AbDokument32 SeitenAir Carbon-Arc Manual Gouging Torches 89250019es - AbYaroslav Arpad Von Gerzanits CastañonNoch keine Bewertungen
- Capitulo I - CDokument12 SeitenCapitulo I - CAlftigre TovarNoch keine Bewertungen
- Test ¿Eres AsertivoDokument3 SeitenTest ¿Eres AsertivoAlftigre TovarNoch keine Bewertungen
- Air Carbon-Arc Manual Gouging Torches 89250019es - AbDokument32 SeitenAir Carbon-Arc Manual Gouging Torches 89250019es - AbYaroslav Arpad Von Gerzanits CastañonNoch keine Bewertungen
- Oreja de HizajeDokument1 SeiteOreja de HizajeAlftigre TovarNoch keine Bewertungen
- Metalografia Preparacion de Probetas Al MicroscopioDokument4 SeitenMetalografia Preparacion de Probetas Al Microscopiojorge_t_71Noch keine Bewertungen
- Sic Aisc VT 001 Rev 000Dokument4 SeitenSic Aisc VT 001 Rev 000Alftigre TovarNoch keine Bewertungen
- La Practica Como Modo de ConocerDokument9 SeitenLa Practica Como Modo de ConocerAlftigre Tovar67% (3)
- CRINIDokument104 SeitenCRINIAlftigre TovarNoch keine Bewertungen
- Curso de Inspeccion Visual ExamenDokument5 SeitenCurso de Inspeccion Visual ExamenAlftigre TovarNoch keine Bewertungen
- Lista de Material para Unidad Radiografica.Dokument2 SeitenLista de Material para Unidad Radiografica.Alftigre TovarNoch keine Bewertungen
- AE3 - Administrador Del Área de Trabajo Sesión 1Dokument32 SeitenAE3 - Administrador Del Área de Trabajo Sesión 1Alftigre TovarNoch keine Bewertungen
- 22 Posibles Causas de La Porosidad Del Metal de SoldaduraDokument4 Seiten22 Posibles Causas de La Porosidad Del Metal de Soldadurachrist2pherNoch keine Bewertungen
- Obesidad InfantilDokument14 SeitenObesidad InfantilAlftigre TovarNoch keine Bewertungen
- AE5 - Administrador de La SeguridadDokument95 SeitenAE5 - Administrador de La SeguridadAlftigre TovarNoch keine Bewertungen
- AE4 - AutodesarrolloDokument36 SeitenAE4 - AutodesarrolloAlftigre TovarNoch keine Bewertungen
- Estudio y Trazado de CarreterasDokument12 SeitenEstudio y Trazado de CarreterasDennis Quispe JuradoNoch keine Bewertungen
- Lab 1Dokument2 SeitenLab 1Crisstian SantamariaaNoch keine Bewertungen
- Pirobo SilvioDokument8 SeitenPirobo SilvioReZniKNoch keine Bewertungen
- Informe II-Medroa Valencia Lilia DahizeDokument3 SeitenInforme II-Medroa Valencia Lilia DahizeLilia Dahize Medroa ValenciaNoch keine Bewertungen
- Generalidades de PavimentosDokument25 SeitenGeneralidades de PavimentosRaul Acosta100% (2)
- Aq de TiticacaDokument432 SeitenAq de TiticacaEdidzon Tito LujanNoch keine Bewertungen
- Homologacin Vehicular - Vehculos Automotores 10-07-2013Dokument18 SeitenHomologacin Vehicular - Vehculos Automotores 10-07-2013api-229382813Noch keine Bewertungen
- 03-Flujo de Llamada en IMSv1Dokument36 Seiten03-Flujo de Llamada en IMSv1Cecilia Camarena QuispeNoch keine Bewertungen
- 03diseño y Ejecucion Proyectos Explotacion VCD 2011Dokument135 Seiten03diseño y Ejecucion Proyectos Explotacion VCD 2011Jose Notario TorresNoch keine Bewertungen
- Cartas de ControlDokument3 SeitenCartas de ControlDarwin FiallosNoch keine Bewertungen
- Taller 1Dokument4 SeitenTaller 1Iriana EspinozaNoch keine Bewertungen
- Definiciones Técnica, Táctica y EstrategiaDokument24 SeitenDefiniciones Técnica, Táctica y EstrategiaLily-Gira MolinaNoch keine Bewertungen
- Actividad Del MóduloDokument8 SeitenActividad Del MóduloAngie Lizeth Carrasco RojasNoch keine Bewertungen
- ATLAS MUS Componente Combo de ValoresDokument16 SeitenATLAS MUS Componente Combo de ValorescheoaranaNoch keine Bewertungen
- FINAL - Tema 1 Introduccion A La Seguridad InformaticaDokument37 SeitenFINAL - Tema 1 Introduccion A La Seguridad Informaticaespinosafausto4764Noch keine Bewertungen
- Qué Es AlbañileríaDokument4 SeitenQué Es AlbañileríaClaudia NuñezNoch keine Bewertungen
- Certificación de Cables de RedDokument11 SeitenCertificación de Cables de Redvicky_yánez_7Noch keine Bewertungen
- Pasos A Paso para Impermeabilizar TechoDokument4 SeitenPasos A Paso para Impermeabilizar TechoYraida AriasNoch keine Bewertungen
- 248 Hoja de Vida AtractivaDokument2 Seiten248 Hoja de Vida AtractivaEdwin VNoch keine Bewertungen
- Turismo Civa S.A.C: Autorizado Mediante Resolución de Intendencia #0180050002242/SUNATDokument2 SeitenTurismo Civa S.A.C: Autorizado Mediante Resolución de Intendencia #0180050002242/SUNATKarin Isabel Almeyda RodríguezNoch keine Bewertungen
- Diseño de Cava Cuarto PDFDokument24 SeitenDiseño de Cava Cuarto PDFLuis Enrique Pinillos Ibarra0% (2)
- Tarea 1-I Parcial Informatica AplicadaDokument6 SeitenTarea 1-I Parcial Informatica Aplicadaingrid morales0% (1)
- Panda: 72 Cell NH SeriesDokument2 SeitenPanda: 72 Cell NH SeriesAlejandraPérezRuizNoch keine Bewertungen
- Myra LevineDokument3 SeitenMyra LevineMichy RodríguezNoch keine Bewertungen
- Especificaciones Tecnicas Andenes Manga y BethelDokument19 SeitenEspecificaciones Tecnicas Andenes Manga y BethelYeinner SmithNoch keine Bewertungen
- Teoría ChomskianaDokument13 SeitenTeoría ChomskianaValeria Valencia FernándezNoch keine Bewertungen