Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- LS320 Parts ManualDokument76 SeitenLS320 Parts ManualSergio Alejandro Aguilera Rojo67% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 43-Sheet Metal Punching MachineDokument25 Seiten43-Sheet Metal Punching MachinesathishNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Jewelery MakingDokument1 SeiteJewelery MakingRodica SerbanNoch keine Bewertungen
- Sheet Metal FormingDokument34 SeitenSheet Metal FormingAamir RafiqNoch keine Bewertungen
- Various Types of Mill CuttersDokument6 SeitenVarious Types of Mill CuttersKarthiNoch keine Bewertungen
- RT InterpretationDokument16 SeitenRT InterpretationRavindra S. Jivani100% (1)
- Dcs 1Dokument12 SeitenDcs 1Sai PrintersNoch keine Bewertungen
- SurveyingDokument1 SeiteSurveyingSai PrintersNoch keine Bewertungen
- St. Attri Public School: "Genes and Genetic Disorders"Dokument25 SeitenSt. Attri Public School: "Genes and Genetic Disorders"Sai PrintersNoch keine Bewertungen
- Thermal Overload ProtectorDokument69 SeitenThermal Overload ProtectorSai Printers100% (1)
- 8TH LastDokument19 Seiten8TH LastSai PrintersNoch keine Bewertungen
- 1.write A Program To Print A Message in C LanguageDokument11 Seiten1.write A Program To Print A Message in C LanguageSai PrintersNoch keine Bewertungen
- Ingersoll-Rand (India) LimitedDokument64 SeitenIngersoll-Rand (India) LimitedSai PrintersNoch keine Bewertungen
- Print Upload 1Dokument95 SeitenPrint Upload 1Sai PrintersNoch keine Bewertungen
- Assessment Report: Marks To Be Awarded by The Training Manager / Authorized SignatoryDokument1 SeiteAssessment Report: Marks To Be Awarded by The Training Manager / Authorized SignatorySai PrintersNoch keine Bewertungen
- Railway NarkatiaganjDokument51 SeitenRailway NarkatiaganjSai PrintersNoch keine Bewertungen
- HFCL ProjectDokument67 SeitenHFCL ProjectSai PrintersNoch keine Bewertungen
- Embeeded SystemDokument53 SeitenEmbeeded SystemSai PrintersNoch keine Bewertungen
- Varroc: Corporate PresentationDokument18 SeitenVarroc: Corporate PresentationSai PrintersNoch keine Bewertungen
- BOSCH Automative Aftermarket: Project Report OnDokument1 SeiteBOSCH Automative Aftermarket: Project Report OnSai PrintersNoch keine Bewertungen
- Training Report: Six Months Practical Training Undertaken, ATDokument4 SeitenTraining Report: Six Months Practical Training Undertaken, ATSai PrintersNoch keine Bewertungen
- "Solar Power Water Pumping System": Project Report ONDokument38 Seiten"Solar Power Water Pumping System": Project Report ONSai PrintersNoch keine Bewertungen
- Rays Engineering Services: (A Name For Industrial Products)Dokument1 SeiteRays Engineering Services: (A Name For Industrial Products)Sai PrintersNoch keine Bewertungen
- Project Report AjayDokument52 SeitenProject Report AjaySai PrintersNoch keine Bewertungen
- WindmillDokument38 SeitenWindmillSai PrintersNoch keine Bewertungen
- (SOLGROUP) Enermix HydroDokument4 Seiten(SOLGROUP) Enermix HydroAlonso AurisNoch keine Bewertungen
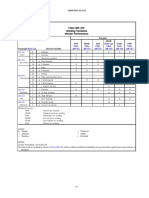
- Table - QW-416 Welding Variables For Welder Performance PDFDokument1 SeiteTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNoch keine Bewertungen
- Charger Stabilizing Reamer: 8-3/8" OD 4 Blade Bi-Directional Tool Product DatasheetDokument1 SeiteCharger Stabilizing Reamer: 8-3/8" OD 4 Blade Bi-Directional Tool Product DatasheetMiguel Mora ReveloNoch keine Bewertungen
- NC, CNC and DNCDokument7 SeitenNC, CNC and DNCaqtu12fuc67% (3)
- Osstem KIT Catalogue PDFDokument21 SeitenOsstem KIT Catalogue PDFMeysha BiogreenNoch keine Bewertungen
- Tna300 TX8H EngDokument392 SeitenTna300 TX8H EngAndey RibalkoNoch keine Bewertungen
- ESW - Strip Cladding + LBW Long.Dokument8 SeitenESW - Strip Cladding + LBW Long.Ricardo MouraNoch keine Bewertungen
- HMTDokument26 SeitenHMTGanesh B NairNoch keine Bewertungen
- CABEÇOTES - HTT - Stanki - Glubokogo - SverleniyaDokument12 SeitenCABEÇOTES - HTT - Stanki - Glubokogo - Sverleniyacarolina lopesNoch keine Bewertungen
- Induction Heating.20130206.105834Dokument10 SeitenInduction Heating.20130206.105834metaltext31Noch keine Bewertungen
- ESB 321M116700 SpecSheetDokument2 SeitenESB 321M116700 SpecSheetCitra Adelina SitorusNoch keine Bewertungen
- Veritas Shooting Board C 03 eDokument4 SeitenVeritas Shooting Board C 03 eMichael McKennaNoch keine Bewertungen
- Gardenline Double Rocker User ManualDokument20 SeitenGardenline Double Rocker User ManualearizabalNoch keine Bewertungen
- Training Presentation: at India Yamaha Motors PVT LTD Surajpur, Gautambudh Nagar, UTTAR PRADESH-201306Dokument22 SeitenTraining Presentation: at India Yamaha Motors PVT LTD Surajpur, Gautambudh Nagar, UTTAR PRADESH-201306Vibhor JainNoch keine Bewertungen
- Fem 9 511Dokument2 SeitenFem 9 511Emilio Jose Andia AbregiNoch keine Bewertungen
- KC Tools Aug-Oct 2014 CatalogueDokument5 SeitenKC Tools Aug-Oct 2014 CatalogueRiverland Welding and Tool SuppliesNoch keine Bewertungen
- Microgroup Catalog 2005 PDFDokument64 SeitenMicrogroup Catalog 2005 PDFRené Galbraith BerraNoch keine Bewertungen
- Vantrunk 2018 Cat 5 FixingsDokument8 SeitenVantrunk 2018 Cat 5 FixingsSri Surya LankapalliNoch keine Bewertungen
- Alvar 14Dokument6 SeitenAlvar 14api-3838787Noch keine Bewertungen
- D2 Tool Steel - CrucibleDokument2 SeitenD2 Tool Steel - CrucibleRockWagonNoch keine Bewertungen
- Alform Laser Produktfolder en 1112Dokument6 SeitenAlform Laser Produktfolder en 1112szystNoch keine Bewertungen
- M05 MicroKom Hi-FlexDokument16 SeitenM05 MicroKom Hi-Flexjimmy_bikerNoch keine Bewertungen
- Din 13-23Dokument21 SeitenDin 13-23rajeskumarNoch keine Bewertungen
- Nes D2126Dokument6 SeitenNes D2126prasannaNoch keine Bewertungen