Das könnte Ihnen auch gefallen
- Indus Institute of Technology & EngineeringDokument31 SeitenIndus Institute of Technology & Engineeringkeval patelNoch keine Bewertungen
- CHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsDokument41 SeitenCHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsVarshaNoch keine Bewertungen
- V-Machine Design 1Dokument37 SeitenV-Machine Design 1roamer10Noch keine Bewertungen
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionVon EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNoch keine Bewertungen
- Design of RivetsDokument20 SeitenDesign of RivetsRavishanker BaligaNoch keine Bewertungen
- Rivet, Bolted and Welded ConncetionDokument58 SeitenRivet, Bolted and Welded ConncetionOpu DebnathNoch keine Bewertungen
- Columbus Tubes 2018 Catalogue V3 PDFDokument34 SeitenColumbus Tubes 2018 Catalogue V3 PDFAlex StihiNoch keine Bewertungen
- Lecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziDokument30 SeitenLecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziAkulNoch keine Bewertungen
- ''''''''''''''''''''''''' 2017 California Bridge ChallengeDokument14 Seiten''''''''''''''''''''''''' 2017 California Bridge Challengeapi-340834806Noch keine Bewertungen
- Cantilever Through Truss BridgeDokument22 SeitenCantilever Through Truss Bridgeapi-310803571Noch keine Bewertungen
- Wallace ThesisDokument109 SeitenWallace Thesissaikat mondalNoch keine Bewertungen
- Advanced Ansys Icem CFDDokument5 SeitenAdvanced Ansys Icem CFDAhmadreza AminianNoch keine Bewertungen
- EBPlate Work ExampleDokument10 SeitenEBPlate Work ExampleVivaCharlesNoch keine Bewertungen
- Design of Steel StructuresDokument4 SeitenDesign of Steel StructuresprkshdvNoch keine Bewertungen
- 107-s38 - Nonlinear Analysis of Cross Sections Under Axial Load and Biaxial BendingDokument10 Seiten107-s38 - Nonlinear Analysis of Cross Sections Under Axial Load and Biaxial BendingbllldNoch keine Bewertungen
- AlloysDokument33 SeitenAlloyshenryNoch keine Bewertungen
- DS Prestress HBDokument28 SeitenDS Prestress HBBrian James MarzanNoch keine Bewertungen
- Tolerances PDFDokument30 SeitenTolerances PDFpurush75Noch keine Bewertungen
- Fibre Beam ElementDokument55 SeitenFibre Beam Elementmakkusa100% (1)
- Investigation of The Cause of Failure of The Omo River BridgeDokument5 SeitenInvestigation of The Cause of Failure of The Omo River Bridgeambachew abebeNoch keine Bewertungen
- Bridge Building Design Thinking ProcessDokument12 SeitenBridge Building Design Thinking Processapi-262592867100% (1)
- Design of Thin Wall Structures For Energy Absorption Applications Enhancement of Crushworthiness Due To Axial and Oblique Impact ForcesDokument11 SeitenDesign of Thin Wall Structures For Energy Absorption Applications Enhancement of Crushworthiness Due To Axial and Oblique Impact ForcesAnonymous PufNjgNoch keine Bewertungen
- Structural DesignDokument119 SeitenStructural DesignKannan KandappanNoch keine Bewertungen
- TorsionDokument49 SeitenTorsionBandula PrasadNoch keine Bewertungen
- Fmw0j L S D R CDokument566 SeitenFmw0j L S D R CAnonymous lEBdswQXmx100% (1)
- Principles of RCCDokument28 SeitenPrinciples of RCCprashmce100% (1)
- Goodco Z Tech Spherical BearingsDokument20 SeitenGoodco Z Tech Spherical BearingsRusandi NoorNoch keine Bewertungen
- Riveted JointsDokument44 SeitenRiveted Jointssharwan sharma67% (3)
- EFNARC Spec and Guidelines For SCC Test Methods 2002Dokument12 SeitenEFNARC Spec and Guidelines For SCC Test Methods 2002Hugo Marín GonzálezNoch keine Bewertungen
- Assignment 1 Steel Structure DesignDokument3 SeitenAssignment 1 Steel Structure DesignAizat Sera SuwandiNoch keine Bewertungen
- Bridge Deck FormworkDokument8 SeitenBridge Deck Formworkedgarabraham100% (1)
- The Basics of Bolted JointsDokument2 SeitenThe Basics of Bolted Jointshitesh_tilalaNoch keine Bewertungen
- Elements of Road: Highway Geometric Design: Cross Sectional Elements Width, Surface, CamberDokument45 SeitenElements of Road: Highway Geometric Design: Cross Sectional Elements Width, Surface, Camberanarkali mominNoch keine Bewertungen
- Design of Rivets & Welded JointsDokument52 SeitenDesign of Rivets & Welded JointsKrishna VamsiNoch keine Bewertungen
- Week 9 - Session 1 - Concrete Design - Punching Shear in RC Flat SlabsDokument5 SeitenWeek 9 - Session 1 - Concrete Design - Punching Shear in RC Flat SlabsengkjNoch keine Bewertungen
- RC Beam Torsion Design To PCA Comment PDFDokument8 SeitenRC Beam Torsion Design To PCA Comment PDFEngChuan LimNoch keine Bewertungen
- SWD As 3600 09 PDFDokument71 SeitenSWD As 3600 09 PDFUriel Vélez OrejuelaNoch keine Bewertungen
- Experimental Tests and Numerical Modeling of Cellular Beams With Sinusoidal OpeningsDokument16 SeitenExperimental Tests and Numerical Modeling of Cellular Beams With Sinusoidal OpeningscaesarNoch keine Bewertungen
- Drinkwater - Sunniberg Analysis PDFDokument9 SeitenDrinkwater - Sunniberg Analysis PDFRichard MnDezNoch keine Bewertungen
- 3 Chapter 3 Design of ClampDokument54 Seiten3 Chapter 3 Design of ClampKhaled HamdyNoch keine Bewertungen
- Losses in Prestressed ConcreteDokument36 SeitenLosses in Prestressed Concretedorel1900Noch keine Bewertungen
- Pre-Stressed Concrete PDFDokument75 SeitenPre-Stressed Concrete PDFUmer WaheedNoch keine Bewertungen
- Sigrist, Hackbarth 3rd Fib International Congress - 2010Dokument10 SeitenSigrist, Hackbarth 3rd Fib International Congress - 2010mocker1987Noch keine Bewertungen
- Modal Maths Issue 3Dokument19 SeitenModal Maths Issue 3KemoHNoch keine Bewertungen
- Lintel Cum SunshadeDokument1 SeiteLintel Cum SunshadeAsr FlowerNoch keine Bewertungen
- Questions On Advanced ConcreteDokument1 SeiteQuestions On Advanced ConcreteRatna Sai100% (1)
- Riveted JointsDokument9 SeitenRiveted JointsRani_Nabil_4934100% (2)
- Bending and Buckling of Thin PlatesDokument44 SeitenBending and Buckling of Thin PlatesHazem EmamNoch keine Bewertungen
- Prestress Beam PDFDokument12 SeitenPrestress Beam PDFramapraveengNoch keine Bewertungen
- ACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsDokument11 SeitenACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsUALU333Noch keine Bewertungen
- SteelDesign LTB Fu NewDokument36 SeitenSteelDesign LTB Fu NewAnonymous UibQYvc6Noch keine Bewertungen
- !! Stability Assessments According To Eurocode 3 PDFDokument106 Seiten!! Stability Assessments According To Eurocode 3 PDFAnonymous hprsT3WlPNoch keine Bewertungen
- Lapped Joints in Compression: TechnicalDokument2 SeitenLapped Joints in Compression: TechnicalNBV2381Noch keine Bewertungen
- Lecture Design of Boiler JointsDokument26 SeitenLecture Design of Boiler JointsYOGESH CHHAGANRAO MULEY67% (3)
- Design of Machine Elements Sample QuestionsDokument9 SeitenDesign of Machine Elements Sample Questionsblogger100% (1)
- 3.DME - ME3RD - UNIT-3.2 - Design of JointsDokument70 Seiten3.DME - ME3RD - UNIT-3.2 - Design of JointsCHITYALA YASHWANTH KRISHNA ,ECE18 Vel Tech, ChennaiNoch keine Bewertungen
- Riveted JointDokument70 SeitenRiveted JointAbhishek Saliya100% (1)
- Lecture Notes 08Dokument30 SeitenLecture Notes 08georgekenjiputraNoch keine Bewertungen
- Dos PPT 3Dokument33 SeitenDos PPT 3Keerthana PNoch keine Bewertungen
- Pneumatics Symbols Din ISO 1219 PDFDokument4 SeitenPneumatics Symbols Din ISO 1219 PDFN.Palaniappan100% (1)
- Ae302 Vehicle Body Engineering: Objective of The CourseDokument1 SeiteAe302 Vehicle Body Engineering: Objective of The CoursegurdyalNoch keine Bewertungen
- Fundamentals of Automobile Body Structure DesignDokument2 SeitenFundamentals of Automobile Body Structure Designgurdyal14% (7)
- Mechanical Mini Projects and Final Year ProjectsDokument4 SeitenMechanical Mini Projects and Final Year Projectsgurdyal100% (1)
- Tips For Using Word Equation EditorDokument3 SeitenTips For Using Word Equation EditorgurdyalNoch keine Bewertungen
- UGC Project ProposalDokument24 SeitenUGC Project ProposalgurdyalNoch keine Bewertungen
- MSS SP45 Bypass and Drain ConnectionsDokument12 SeitenMSS SP45 Bypass and Drain ConnectionsChotiwan Rattanasatien100% (1)
- Introduction To CopmpositesDokument21 SeitenIntroduction To CopmpositesMichael NguyenNoch keine Bewertungen
- Built Up Edge (BUE) in Turning Applications Causes & EffectsDokument4 SeitenBuilt Up Edge (BUE) in Turning Applications Causes & EffectsJo MarbeNoch keine Bewertungen
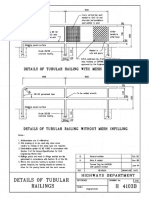
- H4103BDokument1 SeiteH4103BMichael IpNoch keine Bewertungen
- RDS - GMS Qoutation ProposalDokument2 SeitenRDS - GMS Qoutation ProposalLemuel Kim Cera TabinasNoch keine Bewertungen
- Abo Hamour - Activity PlanDokument6 SeitenAbo Hamour - Activity PlanMohammed JavidNoch keine Bewertungen
- Siphonic Roof Drainage System: Ibp Technology Co., LTDDokument2 SeitenSiphonic Roof Drainage System: Ibp Technology Co., LTDDo BuiNoch keine Bewertungen
- LPDC Flow SimulationDokument5 SeitenLPDC Flow SimulationDavid JendraNoch keine Bewertungen
- Nexans Olex TPL September2013Dokument16 SeitenNexans Olex TPL September2013Reza KühnNoch keine Bewertungen
- Cała Książka Hot Stamping of Ultra High Strenght Stell PDFDokument251 SeitenCała Książka Hot Stamping of Ultra High Strenght Stell PDFlukaszNoch keine Bewertungen
- Advisory Guidelines For Design and Construction of Roads DT 01 May 2019Dokument11 SeitenAdvisory Guidelines For Design and Construction of Roads DT 01 May 2019Piyush SoniNoch keine Bewertungen
- Plasma Arc MachiningDokument31 SeitenPlasma Arc Machiningzahirkamil67% (3)
- Hdpe SystemDokument93 SeitenHdpe Systemrommel duranNoch keine Bewertungen
- Straw Bale 4 Alternative Solution PackageDokument19 SeitenStraw Bale 4 Alternative Solution Packageapi-279796519Noch keine Bewertungen
- Slide Plate ApplicationsDokument2 SeitenSlide Plate ApplicationsvietrossNoch keine Bewertungen
- PSD CEU 180Sept11-Corrosion PDFDokument17 SeitenPSD CEU 180Sept11-Corrosion PDFSam ChoiNoch keine Bewertungen
- Seminar Report HimanshuDokument36 SeitenSeminar Report HimanshuAditya SharmaNoch keine Bewertungen
- E66IE001EN G PDL Xsample 520Dokument17 SeitenE66IE001EN G PDL Xsample 520Mauricio CruzNoch keine Bewertungen
- One 74 SpecificationsDokument1 SeiteOne 74 SpecificationsNidz ReddyNoch keine Bewertungen
- Pipe Mill ReportDokument19 SeitenPipe Mill ReportArslan AbbasNoch keine Bewertungen
- List of The Names of The Brand / Manufacturer / Supplier of Building MaterialsDokument1 SeiteList of The Names of The Brand / Manufacturer / Supplier of Building MaterialsHscl PulivendulaNoch keine Bewertungen
- Breast Wall DWGDokument1 SeiteBreast Wall DWGkanagarajodishaNoch keine Bewertungen
- Industrial ClampsDokument36 SeitenIndustrial ClampsHugo Mario Ariza Palacio100% (1)
- Riveted JointsDokument44 SeitenRiveted Jointssharwan sharma67% (3)
- 5 - Water-Tight Reinforced Concrete StructuresDokument19 Seiten5 - Water-Tight Reinforced Concrete StructuresalbertoxinaNoch keine Bewertungen
- 15 Saip 51Dokument5 Seiten15 Saip 51malika_00Noch keine Bewertungen
- QWWKQDKQDokument4 SeitenQWWKQDKQfaizal azizNoch keine Bewertungen
- Method Statement For The Under Ground&Above Ground Drainage SysytemDokument4 SeitenMethod Statement For The Under Ground&Above Ground Drainage Sysytemராஜேஷ் குமார் அசோகன்Noch keine Bewertungen
- Morris Compression Couplings CatalogDokument24 SeitenMorris Compression Couplings CatalogEzequiel Guillermo Trejo NavasNoch keine Bewertungen
- Building Inspection ChecklistDokument3 SeitenBuilding Inspection ChecklistDukeNoch keine Bewertungen