Das könnte Ihnen auch gefallen
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryVon EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Equipment and Materials Unit Tag Number Qty NameDokument2 SeitenEquipment and Materials Unit Tag Number Qty NameIshwar AltNoch keine Bewertungen
- Steps For The Procurement of Piping / Mechanical ItemsDokument2 SeitenSteps For The Procurement of Piping / Mechanical ItemsSanjeev KumarNoch keine Bewertungen
- Air Reciver Vessel-1 (Compressor Unit-2)Dokument5 SeitenAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanNoch keine Bewertungen
- Basics of Nitrogen Purging: Siswanto YDokument22 SeitenBasics of Nitrogen Purging: Siswanto Ydiaccessltd_17172961100% (2)
- Petrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321Dokument21 SeitenPetrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321raj_hp2000Noch keine Bewertungen
- Weld CalculationDokument5 SeitenWeld CalculationTAUFIKNoch keine Bewertungen
- Pipeline Support1Dokument18 SeitenPipeline Support1Mohamed RishaNoch keine Bewertungen
- LCTR PipingDokument6 SeitenLCTR PipingNixonNoch keine Bewertungen
- Piping Design Training - Piping Codes and Standards - OilandgasclubDokument4 SeitenPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- Nioec SP 90 02Dokument77 SeitenNioec SP 90 02aminNoch keine Bewertungen
- PLIDCO Pipeline RepairDokument6 SeitenPLIDCO Pipeline RepairGhufran Ahmed BalaNoch keine Bewertungen
- Interview Questions 1 TCSDokument3 SeitenInterview Questions 1 TCSSrinivas TumpalaNoch keine Bewertungen
- Material Selection and SpecificationDokument50 SeitenMaterial Selection and SpecificationbashirNoch keine Bewertungen
- PMI On Duplex Stainless Steel and Stainless SteelDokument5 SeitenPMI On Duplex Stainless Steel and Stainless SteelMichael Valves100% (1)
- Welding Electrodes - Understanding The SMAW Electrode SymbolsDokument5 SeitenWelding Electrodes - Understanding The SMAW Electrode SymbolsRobert DelafosseNoch keine Bewertungen
- Swagelok Fitting PDFDokument16 SeitenSwagelok Fitting PDFmattuiffNoch keine Bewertungen
- Rfi Request FormDokument1 SeiteRfi Request Formvishnu300022Noch keine Bewertungen
- Consumable LasDokument35 SeitenConsumable LasAfifYantoMutuHNoch keine Bewertungen
- Technical Bid Evaluation of Vendor Spring Hanger Offers With PDFDokument3 SeitenTechnical Bid Evaluation of Vendor Spring Hanger Offers With PDFAmjadali ChoudhariNoch keine Bewertungen
- MET 204 Manufacturing ProcessDokument8 SeitenMET 204 Manufacturing Processrejeesh_rajendranNoch keine Bewertungen
- PTI Piping Training Day 1 Rev.0Dokument84 SeitenPTI Piping Training Day 1 Rev.0Karl Caudal100% (1)
- PipesDokument37 SeitenPipesGautam BhardwajNoch keine Bewertungen
- Copia de EPCDokument32 SeitenCopia de EPCPeter RodriguezNoch keine Bewertungen
- Sharing Session Piping Material - Flame ArrestorDokument18 SeitenSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaNoch keine Bewertungen
- Certified QA QC Inspector PipingDokument5 SeitenCertified QA QC Inspector Pipingamit84indNoch keine Bewertungen
- Cosasco Access FittingsDokument2 SeitenCosasco Access FittingsE_Rodriguez20Noch keine Bewertungen
- GS P&D Archsd 2012Dokument127 SeitenGS P&D Archsd 2012Andy Lee100% (1)
- Naphthenic CausticDokument7 SeitenNaphthenic Causticjbloggs2007Noch keine Bewertungen
- 1 PipelineDokument69 Seiten1 PipelineEhab MohammedNoch keine Bewertungen
- Material Properties Requirements For Metallic MaterialsDokument70 SeitenMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمNoch keine Bewertungen
- Dots in ASME B36.10 Under Schedule TableDokument5 SeitenDots in ASME B36.10 Under Schedule TableIbrahim BashaNoch keine Bewertungen
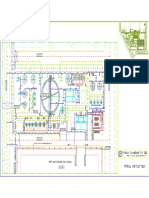
- Typical Unit Plot Plan PDFDokument1 SeiteTypical Unit Plot Plan PDFArun KumarNoch keine Bewertungen
- Tori SphericalDokument62 SeitenTori SphericalWebsoft Tech-HydNoch keine Bewertungen
- Static Equipment in Oil and Gas IndustryDokument93 SeitenStatic Equipment in Oil and Gas IndustryRaghavanNoch keine Bewertungen
- PIPINGDokument6 SeitenPIPINGMananNoch keine Bewertungen
- Test Pack Table of ContentsDokument1 SeiteTest Pack Table of ContentsRavindra S. JivaniNoch keine Bewertungen
- Clock Spring Pipe Repair System PDFDokument2 SeitenClock Spring Pipe Repair System PDFNeo_1982Noch keine Bewertungen
- Introduction To BoilersDokument36 SeitenIntroduction To BoilersAdel SukerNoch keine Bewertungen
- GTAW Chapter 1Dokument4 SeitenGTAW Chapter 1Renold ElsenNoch keine Bewertungen
- PipingDokument4 SeitenPipingmshkNoch keine Bewertungen
- Butt Weld Stainless Steel FittingsDokument16 SeitenButt Weld Stainless Steel Fittingsbayu susiloNoch keine Bewertungen
- ENG2068 SampleofcontentsDokument10 SeitenENG2068 SampleofcontentsKlich77Noch keine Bewertungen
- Effect of Metallurgy On Pygas Fouling PDFDokument6 SeitenEffect of Metallurgy On Pygas Fouling PDFstreamtNoch keine Bewertungen
- Brochure API 570 Piping Inspector Preparation Xpress Course DescriptionDokument9 SeitenBrochure API 570 Piping Inspector Preparation Xpress Course DescriptionINSTECH ConsultingNoch keine Bewertungen
- Oil & Gas Processing Facilities (Onshore & Offshore) and Petroleum RefineryDokument37 SeitenOil & Gas Processing Facilities (Onshore & Offshore) and Petroleum RefineryRicky Rizki Rifo OktaviandraNoch keine Bewertungen
- Trepanning Positioning Welding ManualDokument14 SeitenTrepanning Positioning Welding ManualGovindan PerumalNoch keine Bewertungen
- Vessel Module Sans RH GoodDokument24 SeitenVessel Module Sans RH GoodThaksenNoch keine Bewertungen
- PmsDokument3 SeitenPmsKurian JoseNoch keine Bewertungen
- A StandardsDokument5 SeitenA StandardsSampath KumarNoch keine Bewertungen
- Tank Bottom Plate CorrosionDokument5 SeitenTank Bottom Plate CorrosionShaalan AI-ZuhairiNoch keine Bewertungen
- Piping ComponentsDokument39 SeitenPiping Componentsbvenky991100% (1)
- Condenser and Heat Exchanger Tube RestorationDokument6 SeitenCondenser and Heat Exchanger Tube RestorationspalaniyandiNoch keine Bewertungen
- Chapter 3 - Corrosion ThermodynamicsDokument34 SeitenChapter 3 - Corrosion ThermodynamicsEDU Academic Programs CoordinatorNoch keine Bewertungen
- Pressure Vessel Costly MistakeDokument11 SeitenPressure Vessel Costly MistakearjayNoch keine Bewertungen
- MM435 - CDP-1 - 9 - Kinetics of PassivityDokument17 SeitenMM435 - CDP-1 - 9 - Kinetics of PassivityAhmad JanNoch keine Bewertungen
- Comparision Table For AluminumDokument2 SeitenComparision Table For AluminumJigar M. UpadhyayNoch keine Bewertungen
- A Tale of Two Cities (World Classics, Unabridged)Von EverandA Tale of Two Cities (World Classics, Unabridged)Bewertung: 4 von 5 Sternen4/5 (6889)
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- AFM-Mild Steel Low Hydrogen ElectrodesDokument12 SeitenAFM-Mild Steel Low Hydrogen Electrodesakhilsyam21Noch keine Bewertungen
- HealthDokument123 SeitenHealthakhilsyam21Noch keine Bewertungen
- Sister Nivedita 1Dokument116 SeitenSister Nivedita 1akhilsyam21Noch keine Bewertungen
- Qa QC DifferenceDokument1 SeiteQa QC Differenceakhilsyam21Noch keine Bewertungen
- Prakrithi Enna VismayamDokument159 SeitenPrakrithi Enna Vismayamakhilsyam21Noch keine Bewertungen
- Hempel's Thinner 0845000000 En-UsDokument10 SeitenHempel's Thinner 0845000000 En-UsJose F. MaestreNoch keine Bewertungen
- ESAB Electrodes User ManualDokument44 SeitenESAB Electrodes User ManualF. Alijani100% (1)
- A New Dawn (Eng) PDFDokument16 SeitenA New Dawn (Eng) PDFBrijeshNoch keine Bewertungen
- Lincguns EngDokument6 SeitenLincguns Engakhilsyam21Noch keine Bewertungen
- O2 AnalyzerDokument20 SeitenO2 Analyzerakhilsyam21Noch keine Bewertungen
- 2020 Answe KeyDokument1 Seite2020 Answe KeyParameswaran T.N.Noch keine Bewertungen
- Omi PB 02 0 Eng Plug ValveDokument4 SeitenOmi PB 02 0 Eng Plug Valveakhilsyam21Noch keine Bewertungen
- 003 2020 M Set ADokument16 Seiten003 2020 M Set AVyshakhanNoch keine Bewertungen
- Torque ValuesDokument1 SeiteTorque Valuesakhilsyam21Noch keine Bewertungen
- P NumbersDokument2 SeitenP Numbersakhilsyam21Noch keine Bewertungen
- True Rms Clampmeter Fluke 325Dokument5 SeitenTrue Rms Clampmeter Fluke 325akhilsyam21Noch keine Bewertungen
- Heat Treatment of SteelDokument35 SeitenHeat Treatment of Steelakhilsyam21Noch keine Bewertungen
- Weld DefectsDokument80 SeitenWeld Defectsakhilsyam21100% (1)
- Weld TestingDokument51 SeitenWeld TestingYuki FongNoch keine Bewertungen
- Pipe DataDokument1 SeitePipe Dataakhilsyam21Noch keine Bewertungen
- Introduction To CorrosionDokument35 SeitenIntroduction To Corrosionakhilsyam21Noch keine Bewertungen
- S-Curve Module ExamplesDokument7 SeitenS-Curve Module Examplesakhilsyam21Noch keine Bewertungen
- HDPE Pipe Installation GuideDokument48 SeitenHDPE Pipe Installation GuideAkhil Syamkumar86% (7)
- Instructor GuideDokument4 SeitenInstructor Guideakhilsyam21Noch keine Bewertungen
- Introduction To Nondestructive TestingDokument34 SeitenIntroduction To Nondestructive TestingNanditha Mandava ChowdaryNoch keine Bewertungen
- Miter ElbowDokument4 SeitenMiter Elbowakhilsyam21Noch keine Bewertungen
- Learning Spoken EnglishDokument54 SeitenLearning Spoken EnglishSarah JT93% (87)
- Registration Form Saudi Prometric ExamDokument4 SeitenRegistration Form Saudi Prometric Examakhilsyam21100% (1)
- Low Alloy WiresDokument10 SeitenLow Alloy WiresRyan KimNoch keine Bewertungen
- UniSim Thermo Reference GuideDokument332 SeitenUniSim Thermo Reference Guideapi-3750488100% (2)
- Startup OperationDokument132 SeitenStartup Operationorlando cartagena100% (1)
- Chart+table From Ashrae PDFDokument3 SeitenChart+table From Ashrae PDFSurooshNoch keine Bewertungen
- Daikin Jhogja 2022Dokument22 SeitenDaikin Jhogja 2022Maliki ImamNoch keine Bewertungen
- Stack Monitoring KitDokument53 SeitenStack Monitoring KitknbiolabsNoch keine Bewertungen
- Mokon: Central Chillers and Pump TanksDokument4 SeitenMokon: Central Chillers and Pump Tanksbird99Noch keine Bewertungen
- Exercise - V: (Jee Problems)Dokument5 SeitenExercise - V: (Jee Problems)RishabhNoch keine Bewertungen
- The Application of Na-K-Mg, Na-K/Mg-Ca and K-Mg/Quartz Diagrams To Evaluate Water Geochemistry in West Java Geothermal Prospects, IndonesiaDokument8 SeitenThe Application of Na-K-Mg, Na-K/Mg-Ca and K-Mg/Quartz Diagrams To Evaluate Water Geochemistry in West Java Geothermal Prospects, IndonesiaReinhard DanangNoch keine Bewertungen
- Reflection Paper in DressmakingDokument8 SeitenReflection Paper in DressmakingMaria CeciliaNoch keine Bewertungen
- P J Haines - Et Al-Thermal Methods of Analysis - Principles, Applications and Problems-Blackie Academic & Professional (1995)Dokument272 SeitenP J Haines - Et Al-Thermal Methods of Analysis - Principles, Applications and Problems-Blackie Academic & Professional (1995)JAVID TAJHIZ MAHAN67% (3)
- Kia Carnival KV TSB008Dokument6 SeitenKia Carnival KV TSB008lilianadiaz.201074Noch keine Bewertungen
- STULZ Wall-Air Displacement Evolution 0712 enDokument8 SeitenSTULZ Wall-Air Displacement Evolution 0712 enAnonymous MVbaaUBSZTNoch keine Bewertungen
- ACDHUM EbrochureDokument4 SeitenACDHUM EbrochureIan Harris ChandraNoch keine Bewertungen
- Ginoled Ho Module G1: DatasheetDokument8 SeitenGinoled Ho Module G1: DatasheetDevin Yhojan Viafara MancillaNoch keine Bewertungen
- Chilled Water AHU - Performance Data PDFDokument12 SeitenChilled Water AHU - Performance Data PDFLynel Arianne TaborNoch keine Bewertungen
- Second Law of ThermodynamicsDokument21 SeitenSecond Law of ThermodynamicsVaibhav Vithoba NaikNoch keine Bewertungen
- Nota Padat Fizik F4 Heat Notes SignedDokument17 SeitenNota Padat Fizik F4 Heat Notes SignedkwNoch keine Bewertungen
- Vortrag Denis DenisovDokument10 SeitenVortrag Denis DenisovMarioNoch keine Bewertungen
- Tesla R32 Heat Pump Air To Water TGTP-8HMDA1 Spec 2023 ENGDokument1 SeiteTesla R32 Heat Pump Air To Water TGTP-8HMDA1 Spec 2023 ENGAnonymous LDJnXeNoch keine Bewertungen
- Air-Conditioner Using Peltier ModulesDokument2 SeitenAir-Conditioner Using Peltier ModulesVIPIN KUMARNoch keine Bewertungen
- Lecture Notes in Physics: MonographsDokument200 SeitenLecture Notes in Physics: MonographsMarcos GouveiaNoch keine Bewertungen
- Licensed Contractors by Business Name July22Dokument208 SeitenLicensed Contractors by Business Name July22brijeshNoch keine Bewertungen
- GVS - KNX Smart TouchDokument55 SeitenGVS - KNX Smart TouchmellNoch keine Bewertungen
- Reverse Engineering Written ReportDokument14 SeitenReverse Engineering Written Reportapi-359873016Noch keine Bewertungen
- HX145CR, LCR PDFDokument688 SeitenHX145CR, LCR PDFГригорий Григорян100% (1)
- Thermo CheatDokument24 SeitenThermo Cheatali_b1367Noch keine Bewertungen
- PDF Created With Pdffactory Pro Trial VersionDokument12 SeitenPDF Created With Pdffactory Pro Trial VersionAws HasanNoch keine Bewertungen
- JEE Main Physics SyllabusDokument5 SeitenJEE Main Physics SyllabusRanjit KumarNoch keine Bewertungen
- Highly Accelerated Temperature andDokument14 SeitenHighly Accelerated Temperature andMirnaNoch keine Bewertungen
- AHUs Dimensional DetailsDokument6 SeitenAHUs Dimensional DetailsUsman ShaikhNoch keine Bewertungen