Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Activity 3 Data SheetDokument9 SeitenActivity 3 Data SheetEli GabuatNoch keine Bewertungen
- ChE 140 - Sulfur and Sulfuric AcidDokument29 SeitenChE 140 - Sulfur and Sulfuric AcidMarialie EnecioNoch keine Bewertungen
- Solution Manual For A Friendly Introduction To Numerical Analysis Brian BradieDokument14 SeitenSolution Manual For A Friendly Introduction To Numerical Analysis Brian BradieAlma Petrillo100% (43)
- Integration Activtiy - Water Quality AssessmentDokument2 SeitenIntegration Activtiy - Water Quality AssessmentMarialie EnecioNoch keine Bewertungen
- Journal Article Review Rubric For ScoringDokument1 SeiteJournal Article Review Rubric For ScoringMarialie EnecioNoch keine Bewertungen
- Thesis Defense RubricDokument1 SeiteThesis Defense RubricStephen Janseen DelaPeña BaloNoch keine Bewertungen
- Progress Report RubricDokument1 SeiteProgress Report RubricMarialie EnecioNoch keine Bewertungen
- Aftershocks Are Not AfterthoughtsDokument3 SeitenAftershocks Are Not AfterthoughtsMarialie EnecioNoch keine Bewertungen
- Chemistry 4, Frontiers of Chemistry 2 Quarter Project Home-Based Water Filter/Design RubricDokument1 SeiteChemistry 4, Frontiers of Chemistry 2 Quarter Project Home-Based Water Filter/Design RubricMarialie EnecioNoch keine Bewertungen
- Praise Prayers ScriptDokument2 SeitenPraise Prayers ScriptMarialie EnecioNoch keine Bewertungen
- Electrolytic IndustriesDokument13 SeitenElectrolytic IndustriesMarialie Enecio0% (1)
- Sulfur and Sulfuric AcidDokument7 SeitenSulfur and Sulfuric AcidMarialie EnecioNoch keine Bewertungen
- 2000B - Row - Crop - Parts - F-247-0512 - 031214 Model 2000 SeriesDokument48 Seiten2000B - Row - Crop - Parts - F-247-0512 - 031214 Model 2000 SeriesvanchinatanyaNoch keine Bewertungen
- Web Development Company in BhubaneswarDokument4 SeitenWeb Development Company in BhubaneswarsatyajitNoch keine Bewertungen
- Photoshop TheoryDokument10 SeitenPhotoshop TheoryShri BhagwanNoch keine Bewertungen
- Materials Science and Engineering ADokument10 SeitenMaterials Science and Engineering Akhudhayer1970Noch keine Bewertungen
- DEED OF ADJUDICATION WITH ABSOLUTE SALE - VigillaDokument3 SeitenDEED OF ADJUDICATION WITH ABSOLUTE SALE - VigillaAlfred AglipayNoch keine Bewertungen
- Delta CaseDokument8 SeitenDelta CaseSeemaNoch keine Bewertungen
- Talent Neuron NewsletterDokument2 SeitenTalent Neuron NewsletterTalent NeuronNoch keine Bewertungen
- Group 5 Transforming Banana Stem Waste To Eco Tote Bag.Dokument4 SeitenGroup 5 Transforming Banana Stem Waste To Eco Tote Bag.Gabriel Abram JopiaNoch keine Bewertungen
- Gcm02-Mt-Ing4 New1 PDFDokument57 SeitenGcm02-Mt-Ing4 New1 PDFabdel jabbar67% (3)
- QuaverEd Lesson Plan 6-7Dokument10 SeitenQuaverEd Lesson Plan 6-7zgyleopardNoch keine Bewertungen
- Case Analysis: A Simple Strategy at Costco: Informative Background InformationDokument15 SeitenCase Analysis: A Simple Strategy at Costco: Informative Background InformationFred Nazareno CerezoNoch keine Bewertungen
- Extractive Metallurgy Pachuca Tank DesignDokument8 SeitenExtractive Metallurgy Pachuca Tank DesignXtet AungNoch keine Bewertungen
- Dove Case Study QNA: Presented - Rachna JoshiDokument7 SeitenDove Case Study QNA: Presented - Rachna JoshiGo2 MummaNoch keine Bewertungen
- Q1 LAS 4 FABM2 12 Week 2 3Dokument7 SeitenQ1 LAS 4 FABM2 12 Week 2 3Flare ColterizoNoch keine Bewertungen
- Space Vector Modulation - An Introduction - TutoriDokument11 SeitenSpace Vector Modulation - An Introduction - TutorileonardoNoch keine Bewertungen
- Business PlanDokument20 SeitenBusiness PlanRona BautistaNoch keine Bewertungen
- A Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationDokument13 SeitenA Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationIJAR JOURNALNoch keine Bewertungen
- Crew Body Temp: Arrival ArrivalDokument1 SeiteCrew Body Temp: Arrival ArrivalАлександр ГриднёвNoch keine Bewertungen
- CHAPTER 2 Principles of MarketingDokument41 SeitenCHAPTER 2 Principles of MarketingASHIMA THAPANoch keine Bewertungen
- Final ResearchDokument6 SeitenFinal ResearchArenly LongkumerNoch keine Bewertungen
- 1 Diet Guide PDFDokument43 Seiten1 Diet Guide PDFYG1Noch keine Bewertungen
- Estrada, Roubenj S. Quiz 1Dokument13 SeitenEstrada, Roubenj S. Quiz 1Roubenj EstradaNoch keine Bewertungen
- LC1D40008B7: Product Data SheetDokument4 SeitenLC1D40008B7: Product Data SheetLê Duy MinhNoch keine Bewertungen
- Assessment Form (Indoor)Dokument14 SeitenAssessment Form (Indoor)Mark Tally0% (1)
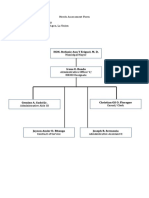
- Needs Assessment Form Company Name: HRMO Address: Sta. Barbara Agoo, La UnionDokument2 SeitenNeeds Assessment Form Company Name: HRMO Address: Sta. Barbara Agoo, La UnionAlvin LaroyaNoch keine Bewertungen
- Research On Restaurant DesignDokument20 SeitenResearch On Restaurant DesignCrizalene Caballero100% (1)
- Ats1811 MLDokument16 SeitenAts1811 MLWathNoch keine Bewertungen