Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Tablet GranulationDokument31 SeitenTablet GranulationIvenksNoch keine Bewertungen
- Mechanically Agitated VesselDokument11 SeitenMechanically Agitated VesselIvenksNoch keine Bewertungen
- PDS Air CompressorDokument1 SeitePDS Air Compressordhavalesh1Noch keine Bewertungen
- Salary Data 18092018Dokument5.124 SeitenSalary Data 18092018pjrkrishna100% (1)
- Stages in The Development of Commercial FormulationsDokument2 SeitenStages in The Development of Commercial FormulationsIvenksNoch keine Bewertungen
- HRTDokument4 SeitenHRTIvenksNoch keine Bewertungen
- Blood Pressure: Take Control of YourDokument16 SeitenBlood Pressure: Take Control of YourIvenksNoch keine Bewertungen
- 33 PDFDokument9 Seiten33 PDFIvenksNoch keine Bewertungen
- Drop Weight MethodDokument14 SeitenDrop Weight MethodIvenksNoch keine Bewertungen
- Lucentis Efficacy in DMEDokument12 SeitenLucentis Efficacy in DMEIvenksNoch keine Bewertungen
- Tadalafil Oral SuspensionDokument3 SeitenTadalafil Oral SuspensionIvenksNoch keine Bewertungen
- Esterification ReactionDokument3 SeitenEsterification ReactionIvenksNoch keine Bewertungen
- Muscular SystemDokument11 SeitenMuscular SystemIvenksNoch keine Bewertungen
- Dosage FormDokument48 SeitenDosage FormbenreuNoch keine Bewertungen
- Mahkota Medical Centre MMCDokument3 SeitenMahkota Medical Centre MMCIvenksNoch keine Bewertungen
- Haemophilus Influenzae: Type B (Hib)Dokument6 SeitenHaemophilus Influenzae: Type B (Hib)IvenksNoch keine Bewertungen
- The Consulting Services For PreparationDokument50 SeitenThe Consulting Services For PreparationJay PanitanNoch keine Bewertungen
- Rules and Regulations of Asian Parliamentary Debating FormatDokument2 SeitenRules and Regulations of Asian Parliamentary Debating FormatmahmudNoch keine Bewertungen
- UNIT 2 - ConnectivityDokument41 SeitenUNIT 2 - ConnectivityZain BuhariNoch keine Bewertungen
- Account Statement From 1 Oct 2018 To 15 Mar 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDokument8 SeitenAccount Statement From 1 Oct 2018 To 15 Mar 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalancerohantNoch keine Bewertungen
- 556pm 42.epra Journals-5691Dokument4 Seiten556pm 42.epra Journals-5691Nabila AyeshaNoch keine Bewertungen
- DOL, Rotor Resistance and Star To Delta StarterDokument8 SeitenDOL, Rotor Resistance and Star To Delta StarterRAMAKRISHNA PRABU GNoch keine Bewertungen
- ANSYS 14.0 Fluid Dynamics Update - Dipankar ChoudhuryDokument87 SeitenANSYS 14.0 Fluid Dynamics Update - Dipankar Choudhuryj_c_garcia_d100% (1)
- University of MauritiusDokument4 SeitenUniversity of MauritiusAtish KissoonNoch keine Bewertungen
- Shubham Devnani DM21A61 FintechDokument7 SeitenShubham Devnani DM21A61 FintechShubham DevnaniNoch keine Bewertungen
- Plasticizers For CPE ElastomersDokument8 SeitenPlasticizers For CPE Elastomersbatur42Noch keine Bewertungen
- D13A540, EU4SCR - Eng - 01 - 1499912Dokument2 SeitenD13A540, EU4SCR - Eng - 01 - 1499912javed samaaNoch keine Bewertungen
- HAART PresentationDokument27 SeitenHAART PresentationNali peterNoch keine Bewertungen
- 1 Conflict in NG - Report - 28FEB2018Dokument46 Seiten1 Conflict in NG - Report - 28FEB2018KrishnaNoch keine Bewertungen
- Astm D2940 D2940M 09Dokument1 SeiteAstm D2940 D2940M 09INDIRA DEL CARMEN BERMEJO FERN�NDEZNoch keine Bewertungen
- Bit2203 Advanced Object-Oriented Programming Lectures Sep 2021Dokument250 SeitenBit2203 Advanced Object-Oriented Programming Lectures Sep 2021Agnes MathekaNoch keine Bewertungen
- PolisiDokument16 SeitenPolisiResh 0000Noch keine Bewertungen
- Marc-André Ter Stegen PES 2021 StatsDokument1 SeiteMarc-André Ter Stegen PES 2021 StatsSom VasnaNoch keine Bewertungen
- Sworn Statement of Assets, Liabilities and Net WorthDokument2 SeitenSworn Statement of Assets, Liabilities and Net WorthFaidah Palawan AlawiNoch keine Bewertungen
- BSBMGT516 Facilitate Continuous Improvement: Summative Assessment 1Dokument4 SeitenBSBMGT516 Facilitate Continuous Improvement: Summative Assessment 1Mmc MixNoch keine Bewertungen
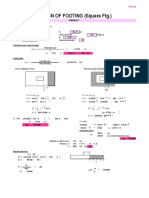
- Design of Footing (Square FTG.) : M Say, L 3.75Dokument2 SeitenDesign of Footing (Square FTG.) : M Say, L 3.75victoriaNoch keine Bewertungen
- Complete Governmental Structure of PakistanDokument6 SeitenComplete Governmental Structure of PakistanYa seen khan0% (1)
- Address All Ifrs 17 Calculations Across The Organization W Ith A Unified PlatformDokument4 SeitenAddress All Ifrs 17 Calculations Across The Organization W Ith A Unified Platformthe sulistyoNoch keine Bewertungen
- A Packed Cultural Calendar - The Indian Music and Dance Festivals You Shouldn't Miss - The HinduDokument6 SeitenA Packed Cultural Calendar - The Indian Music and Dance Festivals You Shouldn't Miss - The HindufisaNoch keine Bewertungen
- Feasibility QuestionnaireDokument1 SeiteFeasibility QuestionnaireIvy Rose Torres100% (1)
- CSFP's Annual Executive Budget 2014Dokument169 SeitenCSFP's Annual Executive Budget 2014rizzelmangilitNoch keine Bewertungen
- The Effectiveness of Blended Learning Model During Covid-19 Pandemic On Automotive Engineering Major Program Students of SMK Negeri 10 SamarindaDokument7 SeitenThe Effectiveness of Blended Learning Model During Covid-19 Pandemic On Automotive Engineering Major Program Students of SMK Negeri 10 SamarindaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Ranking - Best Multivitamins in 2018Dokument7 SeitenRanking - Best Multivitamins in 2018JosephVillanuevaNoch keine Bewertungen
- Video Case 1.1 Burke: Learning and Growing Through Marketing ResearchDokument3 SeitenVideo Case 1.1 Burke: Learning and Growing Through Marketing ResearchAdeeba 1Noch keine Bewertungen