Das könnte Ihnen auch gefallen
- Trabalho Cultura RacionalDokument20 SeitenTrabalho Cultura RacionalAntonio Domingos DiasNoch keine Bewertungen
- 04.soldagem Mig MagDokument12 Seiten04.soldagem Mig MagAntonio Domingos DiasNoch keine Bewertungen
- A Ciência Do Costume. In. Padrões de Cultura. Lisboa, 2000. - BENEDICT, RDokument24 SeitenA Ciência Do Costume. In. Padrões de Cultura. Lisboa, 2000. - BENEDICT, RRobert WagnerNoch keine Bewertungen
- A Cruz e a conquista da América no século XVDokument4 SeitenA Cruz e a conquista da América no século XVAntonio Domingos DiasNoch keine Bewertungen
- 13 - 6 - 2012 - 13.07.47-Revolução IndustrialDokument20 Seiten13 - 6 - 2012 - 13.07.47-Revolução IndustrialAntonio Domingos DiasNoch keine Bewertungen
- A dominação americana na América Latina após a 2a GuerraDokument6 SeitenA dominação americana na América Latina após a 2a GuerraAntonio Domingos DiasNoch keine Bewertungen
- A condição humana segundo Hannah ArendtDokument23 SeitenA condição humana segundo Hannah ArendtAntonio Domingos DiasNoch keine Bewertungen
- Biografia Hannah ArendtDokument8 SeitenBiografia Hannah ArendtAntonio Domingos DiasNoch keine Bewertungen
- Soldagem Mig-Mag OficialDokument161 SeitenSoldagem Mig-Mag OficialAntonio Domingos DiasNoch keine Bewertungen
- Curso Desenho TécnicoDokument26 SeitenCurso Desenho TécnicoAntonio Domingos DiasNoch keine Bewertungen
- 1 Metrologia1°Dokument37 Seiten1 Metrologia1°Antonio Domingos DiasNoch keine Bewertungen
- Projeto - TCC Concluindo 04-12Dokument32 SeitenProjeto - TCC Concluindo 04-12Antonio Domingos DiasNoch keine Bewertungen
- Classificação Manutenção PitDokument14 SeitenClassificação Manutenção PitAntonio Domingos DiasNoch keine Bewertungen
- Curso de Soldagem Mig MagDokument44 SeitenCurso de Soldagem Mig MagAntonio Domingos DiasNoch keine Bewertungen
- Projeção Ortográfica de Sólidos GeométricosDokument55 SeitenProjeção Ortográfica de Sólidos GeométricosAntonio Domingos DiasNoch keine Bewertungen
- Questionário Processos de SoldaDokument1 SeiteQuestionário Processos de SoldaAntonio Domingos DiasNoch keine Bewertungen
- GA-Tratamento de EfluentesDokument103 SeitenGA-Tratamento de EfluentesAntonio Domingos DiasNoch keine Bewertungen
- 48 O Novo GestorDokument7 Seiten48 O Novo GestorAntonio Domingos DiasNoch keine Bewertungen
- Questionario Mig 03Dokument1 SeiteQuestionario Mig 03Antonio Domingos DiasNoch keine Bewertungen
- Apostila ESAB Catalogo - Equipamentos PDFDokument148 SeitenApostila ESAB Catalogo - Equipamentos PDFFernanda NandinhaNoch keine Bewertungen
- Guias de produtos de botões e sinaleirosDokument52 SeitenGuias de produtos de botões e sinaleirosCarlos Celso JúniorNoch keine Bewertungen
- 3 ParafusosDokument29 Seiten3 ParafusosAntonio Domingos DiasNoch keine Bewertungen
- Monovias PDFDokument4 SeitenMonovias PDFdardson100% (2)
- Ceia Do SenhorDokument11 SeitenCeia Do SenhorAntonio Domingos DiasNoch keine Bewertungen
- Ferramentas Industriais Profissionais AlicatesDokument60 SeitenFerramentas Industriais Profissionais AlicatesAntonio Domingos DiasNoch keine Bewertungen
- Apresentação - Trafo1Dokument28 SeitenApresentação - Trafo1Antonio Domingos DiasNoch keine Bewertungen
- Texto Brinell Vickers Rockwell ShoreDokument13 SeitenTexto Brinell Vickers Rockwell ShorelucianospardaNoch keine Bewertungen
- Apostila ESAB Catalogo - Equipamentos PDFDokument148 SeitenApostila ESAB Catalogo - Equipamentos PDFFernanda NandinhaNoch keine Bewertungen
- Catálogo ParafusosDokument27 SeitenCatálogo ParafusosRomulo AlvesNoch keine Bewertungen
- Prod Aço 2013Dokument94 SeitenProd Aço 2013Vanessa RamosNoch keine Bewertungen
- Fatores que influenciam na fadiga do materialDokument7 SeitenFatores que influenciam na fadiga do materialedsonguitarNoch keine Bewertungen
- Catalogo Perfis Perfilar Agosto 2023Dokument126 SeitenCatalogo Perfis Perfilar Agosto 2023lucascau2000Noch keine Bewertungen
- Procedimento de Montagem de Tubulaçção-EthzDokument6 SeitenProcedimento de Montagem de Tubulaçção-Ethzjoão carlos monteiroNoch keine Bewertungen
- MF0013 SERRALHARIA 1o VOLUME PDFDokument5 SeitenMF0013 SERRALHARIA 1o VOLUME PDFluisNoch keine Bewertungen
- NBR14220 4 PDFDokument3 SeitenNBR14220 4 PDFKalyude DiógenesNoch keine Bewertungen
- SOMEPAL - Folha - Tecnica Marco Incêndio - ClassicoDokument2 SeitenSOMEPAL - Folha - Tecnica Marco Incêndio - Classicotigre_loucoNoch keine Bewertungen
- NBR17007 - Arquivo para Impressão PDFDokument11 SeitenNBR17007 - Arquivo para Impressão PDFNathália PerissottoNoch keine Bewertungen
- Apostila de Processos de FabricaçãoDokument83 SeitenApostila de Processos de FabricaçãoEduardo DepiattiNoch keine Bewertungen
- Aço 42crmos4Dokument4 SeitenAço 42crmos4Francisco Sousalima100% (1)
- Siderurgia PDFDokument29 SeitenSiderurgia PDFDenise Perozin100% (2)
- Ferro Fundido Branco - TRABALHODokument8 SeitenFerro Fundido Branco - TRABALHOPâmela CristinaNoch keine Bewertungen
- Fundição: um bom começo para a mecânicaDokument75 SeitenFundição: um bom começo para a mecânicaEsteban AlonzoNoch keine Bewertungen
- 02 - Cobre e Suas LigasDokument92 Seiten02 - Cobre e Suas LigasRosângela Celso CarvalhoNoch keine Bewertungen
- Cobre e Suas LigasDokument36 SeitenCobre e Suas LigasThiago CurvoNoch keine Bewertungen
- Capitulo 1A Corrosão e ProtecçãoDokument16 SeitenCapitulo 1A Corrosão e ProtecçãoCleiton FernandesNoch keine Bewertungen
- Condutor de Cobre Ou AlumínioDokument34 SeitenCondutor de Cobre Ou AlumínioMarcondes TakedaNoch keine Bewertungen
- Guia interpretação relatório análise óleoDokument8 SeitenGuia interpretação relatório análise óleoJaques ValleNoch keine Bewertungen
- Apresentação Do PowerPointDokument13 SeitenApresentação Do PowerPointAlice SantanaNoch keine Bewertungen
- Checklist Básico - SPDA e AterramentoDokument5 SeitenChecklist Básico - SPDA e AterramentoReliton JuniorNoch keine Bewertungen
- 2020-05-19 - UNIFESP - IEC - Corrosão - Proteção CatódicaDokument108 Seiten2020-05-19 - UNIFESP - IEC - Corrosão - Proteção CatódicaMagali Santos100% (2)
- Aços Construção MecânicaDokument20 SeitenAços Construção MecânicaRafael QueirozNoch keine Bewertungen
- Lei de Ohm: entendendo a relação entre corrente, tensão e resistênciaDokument32 SeitenLei de Ohm: entendendo a relação entre corrente, tensão e resistênciafernando miguelNoch keine Bewertungen
- Alumínio e ligas: propriedades e aplicaçõesDokument29 SeitenAlumínio e ligas: propriedades e aplicaçõesMarcio FerreiraNoch keine Bewertungen
- Soluções Tintas Estruturas MetálicasDokument8 SeitenSoluções Tintas Estruturas Metálicasleomariano21Noch keine Bewertungen
- Sistema Duplex: Vantagens da pintura sobre aço galvanizadoDokument22 SeitenSistema Duplex: Vantagens da pintura sobre aço galvanizadoRenan BergamimNoch keine Bewertungen
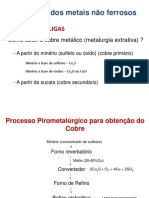
- Processo de Producao de CobreDokument18 SeitenProcesso de Producao de CobrePiedoso MicorosseNoch keine Bewertungen