Das könnte Ihnen auch gefallen
- Just-In-Time Systems: Submitted To-Submitted by - Ms. Neha Gulati Tanvi VermaDokument35 SeitenJust-In-Time Systems: Submitted To-Submitted by - Ms. Neha Gulati Tanvi VermaPankaj Khindria100% (1)
- MOT Presentation 12Dokument118 SeitenMOT Presentation 12Kaushal Shrestha50% (2)
- OP-15 Lean Manufacturing JIT: Basic Principles: IE-44 and MM-01Dokument36 SeitenOP-15 Lean Manufacturing JIT: Basic Principles: IE-44 and MM-01Shubham VatsNoch keine Bewertungen
- Operations Management: JIT Week 14 by Farrukh IdreesDokument37 SeitenOperations Management: JIT Week 14 by Farrukh IdreesMuhammad Arsalan ChouhanNoch keine Bewertungen
- Lean ManufacturingDokument18 SeitenLean ManufacturingSakib ZamanNoch keine Bewertungen
- Lean Manufacturing An OverviewDokument18 SeitenLean Manufacturing An OverviewdrustagiNoch keine Bewertungen
- Lean Manufacturing BasicsDokument29 SeitenLean Manufacturing Basicssunilkhairnar38Noch keine Bewertungen
- Victora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarDokument29 SeitenVictora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarrakeshNoch keine Bewertungen
- Unit Iv - TQM MaterialDokument105 SeitenUnit Iv - TQM MaterialSURESH KUMAR APNoch keine Bewertungen
- JitDokument15 SeitenJitRedoanRiyadhNoch keine Bewertungen
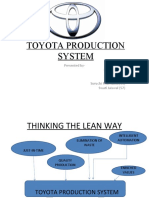
- Toyota Production System (TPS) : BY: Prashant ThakurDokument51 SeitenToyota Production System (TPS) : BY: Prashant ThakurCarbon Nano TubeNoch keine Bewertungen
- KaizenDokument40 SeitenKaizenAshish KulkarniNoch keine Bewertungen
- Just in TimeDokument24 SeitenJust in TimeMrinal KalitaNoch keine Bewertungen
- JITDokument31 SeitenJITmanojbhatia1220Noch keine Bewertungen
- Lean Manufacturing: Presented By: M. OsamaDokument17 SeitenLean Manufacturing: Presented By: M. OsamaMehreen SheykNoch keine Bewertungen
- Lean Manufacturing and It's Implementation in Automotive IndustryDokument48 SeitenLean Manufacturing and It's Implementation in Automotive IndustryshenoyniteshNoch keine Bewertungen
- Operations ManagementDokument39 SeitenOperations ManagementShilpi JainNoch keine Bewertungen
- Just in Time System: Anuradha Kushwaha Harshpreet Kaur Vrinda GuptaDokument19 SeitenJust in Time System: Anuradha Kushwaha Harshpreet Kaur Vrinda GuptaVrinda GuptaNoch keine Bewertungen
- Lean ManufacturingDokument90 SeitenLean ManufacturingSasa TesijaNoch keine Bewertungen
- Operations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing HandoutDokument92 SeitenOperations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing Handoutjitendrasutar1975Noch keine Bewertungen
- Just-in-Time Systems: Reducing Variance, Waste and Lead Time in The Supply ChainDokument53 SeitenJust-in-Time Systems: Reducing Variance, Waste and Lead Time in The Supply ChainDivya SudarsananNoch keine Bewertungen
- World Class Manufacturing, 16Dokument14 SeitenWorld Class Manufacturing, 16Santhilal S Pillai100% (1)
- Just in Time (Jit) : Kanika Harsh AnshumanDokument20 SeitenJust in Time (Jit) : Kanika Harsh AnshumanKanika GargNoch keine Bewertungen
- Toyota LeanDokument92 SeitenToyota Leanthedjoss2000Noch keine Bewertungen
- Lean Management Unit IIDokument50 SeitenLean Management Unit IIgowri.bvrNoch keine Bewertungen
- Lean Manufacturing Just-In-TimeDokument26 SeitenLean Manufacturing Just-In-TimeDeepakBharathiNoch keine Bewertungen
- Lecture - 1 Lean ManufacturingDokument40 SeitenLecture - 1 Lean ManufacturingMayank PathakNoch keine Bewertungen
- Jit Techniques: By: Ankit Intodia Vishal Pansare Neha Pednekar Yash Roongta Viraj Shethia Shruti MuraliDokument32 SeitenJit Techniques: By: Ankit Intodia Vishal Pansare Neha Pednekar Yash Roongta Viraj Shethia Shruti MuraliVishal PansareNoch keine Bewertungen
- Honda Turned Out Better Motorcycles Because of Their Japanese Production System, Specifically - The Just in Time Inventory Control SystemDokument15 SeitenHonda Turned Out Better Motorcycles Because of Their Japanese Production System, Specifically - The Just in Time Inventory Control SystemNasir MamunNoch keine Bewertungen
- TOM M3 Toyota Production System1Dokument73 SeitenTOM M3 Toyota Production System1Dr. Leela M HNoch keine Bewertungen
- Just in TimeDokument24 SeitenJust in TimeMeet BakotiaNoch keine Bewertungen
- Toyota Production SystemDokument37 SeitenToyota Production Systemjaiswalswatin87100% (1)
- Just in TimeDokument23 SeitenJust in TimeAdnan SheikhNoch keine Bewertungen
- Lean Manufacturing and It's Implementation in Automotive IndustryDokument48 SeitenLean Manufacturing and It's Implementation in Automotive IndustryshenoyniteshNoch keine Bewertungen
- 08 Lean OperationsDokument16 Seiten08 Lean OperationsAshwin MathewNoch keine Bewertungen
- Just-In-Time Manufacturing: A Powerpoint Presentation by Swati (54), Meenal (39), Reenu (45), JayaDokument24 SeitenJust-In-Time Manufacturing: A Powerpoint Presentation by Swati (54), Meenal (39), Reenu (45), JayaRonald De CastroNoch keine Bewertungen
- Week 1 - Lean Production - Introduction-The Birth of LeanDokument30 SeitenWeek 1 - Lean Production - Introduction-The Birth of LeanQuynh Chau TranNoch keine Bewertungen
- Lecture 27-28 Jit & Lean SystemsDokument59 SeitenLecture 27-28 Jit & Lean Systemsmanali VaidyaNoch keine Bewertungen
- Inventory Management: Presented byDokument21 SeitenInventory Management: Presented bymedhap_26Noch keine Bewertungen
- Opre Presentation 2015 3 30Dokument50 SeitenOpre Presentation 2015 3 30api-284308085Noch keine Bewertungen
- Total Quality ManagementDokument38 SeitenTotal Quality Managementashish RautNoch keine Bewertungen
- Operations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing HandoutDokument92 SeitenOperations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing HandoutZakria Ezzat MohamedNoch keine Bewertungen
- Handout - TPS & LeanDokument92 SeitenHandout - TPS & LeanLyne LerinNoch keine Bewertungen
- Just in TimeDokument13 SeitenJust in TimeSiddharth PatelNoch keine Bewertungen
- Lean Management Unit IDokument38 SeitenLean Management Unit Igowri.bvrNoch keine Bewertungen
- Toyota Production SystemDokument26 SeitenToyota Production SystemVignesh HegdeNoch keine Bewertungen
- Lean Manufacturing Just-In-TimeDokument26 SeitenLean Manufacturing Just-In-TimeTạ Ngọc HuyNoch keine Bewertungen
- Lean ProductionDokument19 SeitenLean ProductionGurpreet VilkhooNoch keine Bewertungen
- Chapter Two Lean Production SystemDokument31 SeitenChapter Two Lean Production SystemIslam Abdou AbbasNoch keine Bewertungen
- Overview of Toyota Production System (TPS)Dokument12 SeitenOverview of Toyota Production System (TPS)IskandarNoch keine Bewertungen
- Just-in-Time and Lean SystemsDokument32 SeitenJust-in-Time and Lean SystemsruchierichNoch keine Bewertungen
- Handout Tps-LeanDokument92 SeitenHandout Tps-LeanmanuelNoch keine Bewertungen
- Just in Time and Lean OperationDokument25 SeitenJust in Time and Lean Operation버니 모지코Noch keine Bewertungen
- IntroductionDokument19 SeitenIntroduction1993richardkNoch keine Bewertungen
- Pull System, JITDokument12 SeitenPull System, JIThendmeNoch keine Bewertungen
- Just-In-Time: By: Abhishek B. Wahid RokadiyaDokument35 SeitenJust-In-Time: By: Abhishek B. Wahid RokadiyawahidrokadiyaNoch keine Bewertungen
- Unit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentDokument31 SeitenUnit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentArkar PhyoNoch keine Bewertungen
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowVon EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowBewertung: 4 von 5 Sternen4/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsVon EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsBewertung: 5 von 5 Sternen5/5 (1)
- Rs. Five Hundred Forty Only Rs. Five Hundred Forty OnlyDokument1 SeiteRs. Five Hundred Forty Only Rs. Five Hundred Forty OnlyrehanroxNoch keine Bewertungen
- Executive Talent Search & Training Company.: WWW - Mirus.inDokument1 SeiteExecutive Talent Search & Training Company.: WWW - Mirus.inrehanroxNoch keine Bewertungen
- Database - Data Warehouse - Data Mining Competing On AnalyticsDokument33 SeitenDatabase - Data Warehouse - Data Mining Competing On AnalyticsrehanroxNoch keine Bewertungen
- PrintDokument1 SeitePrintrehanroxNoch keine Bewertungen
- Business in Action 7Th Edition Bovee Solutions Manual Full Chapter PDFDokument37 SeitenBusiness in Action 7Th Edition Bovee Solutions Manual Full Chapter PDFissacesther6bi3100% (13)
- ArulDokument3 SeitenArulArul Ambalavanan ThenappenNoch keine Bewertungen
- r16 Mba II Semester SyllabusDokument10 Seitenr16 Mba II Semester SyllabusyvNoch keine Bewertungen
- 1.2-Levels and Types of ManagementDokument43 Seiten1.2-Levels and Types of ManagementSonam DemaNoch keine Bewertungen
- Interview QuestionsDokument5 SeitenInterview QuestionsPrakashTamizhNoch keine Bewertungen
- 316 Special Issue No. 7 Vol. XVIII (2013) METALURGIA INTERNATIONALDokument6 Seiten316 Special Issue No. 7 Vol. XVIII (2013) METALURGIA INTERNATIONALykaNoch keine Bewertungen
- Academy of ManagementDokument39 SeitenAcademy of ManagementNor Zatul-iffa NziNoch keine Bewertungen
- Process Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessDokument14 SeitenProcess Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessSamuel DebebeNoch keine Bewertungen
- Toyota Strategic MGTDokument54 SeitenToyota Strategic MGTSara Ahmed67% (3)
- Production and Operations ManagmentDokument26 SeitenProduction and Operations ManagmentAakanshaNoch keine Bewertungen
- Test Bank For Operationa Management in The Supply Chain Decisions Cases 7th Edition Roger Schroeder M Johnny Rungtusanatham Susan GoldsteinDokument36 SeitenTest Bank For Operationa Management in The Supply Chain Decisions Cases 7th Edition Roger Schroeder M Johnny Rungtusanatham Susan Goldsteinutmostfriary0v6a6100% (42)
- OM Question Bank I BADokument8 SeitenOM Question Bank I BAS Gayathri Vels UniversityNoch keine Bewertungen
- Introduction To Operations ManagementDokument32 SeitenIntroduction To Operations ManagementPrajna Shirsho ShomeNoch keine Bewertungen
- 4764-2469-20!16!34 - SQA OPM Assignment BriefDokument14 Seiten4764-2469-20!16!34 - SQA OPM Assignment BriefKaramat AliNoch keine Bewertungen
- PBO Student Guide V1.1 UpdatedbooklistDokument82 SeitenPBO Student Guide V1.1 UpdatedbooklistDavid IyodoNoch keine Bewertungen
- Service Operations Management: Improving Service Delivery 3 EditionDokument21 SeitenService Operations Management: Improving Service Delivery 3 EditionbernmamNoch keine Bewertungen
- CH 20 Im 11 eDokument18 SeitenCH 20 Im 11 eYvette ZapantaNoch keine Bewertungen
- Industrial Management Handouts Lecture Notes 4Dokument8 SeitenIndustrial Management Handouts Lecture Notes 4NicuNoch keine Bewertungen
- Operations Management Processes and Supply Chains 11th Edition Krajewski Test BankDokument36 SeitenOperations Management Processes and Supply Chains 11th Edition Krajewski Test Bankburgee.dreinbwsyva100% (42)
- 5078 ASM 1 Outline (SP24)Dokument2 Seiten5078 ASM 1 Outline (SP24)Bui Thi Khanh Tan (FGW DN)Noch keine Bewertungen
- Test Bank For Operations Management Processes and Supply Chains 11Th Edition Krajewski Malhotra Ritzman 1323334750 978013387213 Full Chapter PDFDokument17 SeitenTest Bank For Operations Management Processes and Supply Chains 11Th Edition Krajewski Malhotra Ritzman 1323334750 978013387213 Full Chapter PDFrobert.prouty543100% (10)
- Syllabus MBA II SemDokument12 SeitenSyllabus MBA II SemRaman_panwarNoch keine Bewertungen
- Siemens Plant Simulation PDFDokument87 SeitenSiemens Plant Simulation PDFMarko Matić100% (1)
- Becker, Ronald M. - Lean Manufacturing and The Toyota Production System (2007, Lean Management Instituut, 3p)Dokument3 SeitenBecker, Ronald M. - Lean Manufacturing and The Toyota Production System (2007, Lean Management Instituut, 3p)Sergio BoillosNoch keine Bewertungen
- Operations and Production Management: MSC512M Enrique J. MartinezDokument28 SeitenOperations and Production Management: MSC512M Enrique J. MartinezDu Baladad Andrew MichaelNoch keine Bewertungen
- Financial Feasibility StudyDokument76 SeitenFinancial Feasibility StudyBurhanNoch keine Bewertungen
- Apple Casestudy'Dokument23 SeitenApple Casestudy'Olanrewaju Rasheed OpeyemiNoch keine Bewertungen
- Saad Bin Sadaqat VisualCV ResumeDokument3 SeitenSaad Bin Sadaqat VisualCV Resumesaad bin sadaqatNoch keine Bewertungen
- Operational Management of Ford Motors CorporationDokument56 SeitenOperational Management of Ford Motors CorporationMuhammad Hassan KhanNoch keine Bewertungen
- Ba9221 Operations ManagementDokument2 SeitenBa9221 Operations ManagementSonuSwathi0% (1)