Das könnte Ihnen auch gefallen
- New Microsoft Office Word DocumentDokument9 SeitenNew Microsoft Office Word DocumentKhalid PerwezNoch keine Bewertungen
- Geometrical TolerancingDokument12 SeitenGeometrical TolerancingItalo Venegas100% (1)
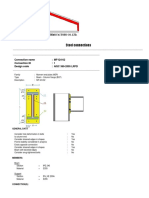
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDokument12 SeitenSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalNoch keine Bewertungen
- Section 2 - Thread - BasicsDokument27 SeitenSection 2 - Thread - BasicsChris MedeirosNoch keine Bewertungen
- Metrology Lab w2014Dokument15 SeitenMetrology Lab w2014ObaidNoch keine Bewertungen
- Welder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDokument1 SeiteWelder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingReza100% (1)
- Basic Review CardDokument6 SeitenBasic Review CardSheena LeavittNoch keine Bewertungen
- Shear Wave PDFDokument6 SeitenShear Wave PDFcutefrenzyNoch keine Bewertungen
- ISO 3834purchasedocumentDokument8 SeitenISO 3834purchasedocumenthector-salomonNoch keine Bewertungen
- Part 1 (Final 2022-11-21)Dokument28 SeitenPart 1 (Final 2022-11-21)saraNoch keine Bewertungen
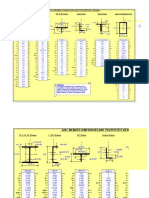
- AISC Properties MM GPP 2017Dokument87 SeitenAISC Properties MM GPP 2017Pablo García PeñaNoch keine Bewertungen
- AWS Catalog 2017 Winter SpringDokument52 SeitenAWS Catalog 2017 Winter SpringPilar Medrano MenaNoch keine Bewertungen
- Engineering DrawingDokument157 SeitenEngineering DrawingLab Thermo100% (1)
- Skeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDokument66 SeitenSkeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDenver TanhuanNoch keine Bewertungen
- A Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65Dokument5 SeitenA Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65tuanNoch keine Bewertungen
- How To Read Welding GaugesDokument8 SeitenHow To Read Welding GaugeshemnNoch keine Bewertungen
- AISC steel connection design documentDokument17 SeitenAISC steel connection design documentSh MNNoch keine Bewertungen
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Dokument17 SeitenFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiNoch keine Bewertungen
- Result Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDDokument6 SeitenResult Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDMichenerparkNoch keine Bewertungen
- Applicable ASTM Specifications For Structural Fasteners: Table 3.8 Anchor RodsDokument1 SeiteApplicable ASTM Specifications For Structural Fasteners: Table 3.8 Anchor Rodsivan bolañosNoch keine Bewertungen
- Welding InspectionDokument317 SeitenWelding InspectionQualidade QualidadeNoch keine Bewertungen
- RSW WOPQ REV. 2010a Interactive FormDokument1 SeiteRSW WOPQ REV. 2010a Interactive FormcosmicbunnyNoch keine Bewertungen
- Al-Suwaidi Industrial Welding ReportDokument85 SeitenAl-Suwaidi Industrial Welding ReportwalitedisonNoch keine Bewertungen
- Welding Procedure Qualification of A36 Steel Plates Using The GTADokument33 SeitenWelding Procedure Qualification of A36 Steel Plates Using The GTAKYAW SOENoch keine Bewertungen
- Projection Welding Guide for Materials & DesignDokument20 SeitenProjection Welding Guide for Materials & DesignCebrac ItatibaNoch keine Bewertungen
- GB-T 232-2010 Metallic Materials-Bend TestDokument14 SeitenGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.Noch keine Bewertungen
- AWS D16 Committee Update CRAWDokument20 SeitenAWS D16 Committee Update CRAWVICTORNoch keine Bewertungen
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDokument9 SeitenResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNoch keine Bewertungen
- Stainless steel welding procedure qualification recordDokument1 SeiteStainless steel welding procedure qualification recordchandraNoch keine Bewertungen
- STAUFF Catalogue 1 STAUFF Clamps English PDFDokument172 SeitenSTAUFF Catalogue 1 STAUFF Clamps English PDFGBHJRNoch keine Bewertungen
- HeadDokument1 SeiteHeadabdulloh_99Noch keine Bewertungen
- AISI 1018 Mild Low Carbon Steel PDFDokument3 SeitenAISI 1018 Mild Low Carbon Steel PDFFebrian JhaNoch keine Bewertungen
- WELD DESIGN CHECK FOR ANCHOR SUPPORTDokument8 SeitenWELD DESIGN CHECK FOR ANCHOR SUPPORTUmer AziqNoch keine Bewertungen
- Weld FinishesDokument3 SeitenWeld FinishesDee DeeNoch keine Bewertungen
- Care & Cleaning - Stainless Steel PDFDokument7 SeitenCare & Cleaning - Stainless Steel PDFpsp710Noch keine Bewertungen
- SS 409M WeldingDokument12 SeitenSS 409M WeldingwentropremNoch keine Bewertungen
- Flange Face Surface FinishDokument2 SeitenFlange Face Surface FinishJoel Ashley D'SouzaNoch keine Bewertungen
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDokument22 SeitenPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Noch keine Bewertungen
- Welding ElotrodeDokument3 SeitenWelding ElotrodeNiranjan khatuaNoch keine Bewertungen
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDokument12 SeitenDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNoch keine Bewertungen
- The British Standard For Weld Symbols Is BS en 22553Dokument4 SeitenThe British Standard For Weld Symbols Is BS en 22553manojdavangeNoch keine Bewertungen
- As 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)Dokument11 SeitenAs 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)SAI Global - APACNoch keine Bewertungen
- Introduction To Non-Destructive TestingDokument34 SeitenIntroduction To Non-Destructive Testingegy pure100% (1)
- WP07 WeldPRO Setting Angles Sept 2013Dokument16 SeitenWP07 WeldPRO Setting Angles Sept 2013Clecio de PaulaNoch keine Bewertungen
- Deciphering Weld SymbolsDokument10 SeitenDeciphering Weld SymbolsVinoth MechNoch keine Bewertungen
- Custos de SoldagemDokument9 SeitenCustos de SoldagemJoel CezarNoch keine Bewertungen
- Welding StandardsDokument31 SeitenWelding StandardsRakeshNoch keine Bewertungen
- S For Quenching D Tentpering-: SteelDokument28 SeitenS For Quenching D Tentpering-: SteelDidier LZNoch keine Bewertungen
- Pulse Mig WeldingDokument7 SeitenPulse Mig WeldingajayNoch keine Bewertungen
- ASME & ISO ComparisonDokument5 SeitenASME & ISO Comparisonr0m14rNoch keine Bewertungen
- Engineering Drawing Notes BDokument50 SeitenEngineering Drawing Notes BAchinNoch keine Bewertungen
- Sand and Permanent Mold Casting Errata WatermarkDokument7 SeitenSand and Permanent Mold Casting Errata Watermarkprakashp111Noch keine Bewertungen
- Engineering Drawing NotesDokument81 SeitenEngineering Drawing NotesLokesh DahiyaNoch keine Bewertungen
- ME 424/426 Drawing GuidelinesDokument5 SeitenME 424/426 Drawing GuidelinesshivajitagiNoch keine Bewertungen
- Tolerancias Pza FundicionDokument3 SeitenTolerancias Pza FundicionGuero TeoNoch keine Bewertungen
- Appendix A - Tolerances For Impression DieDokument21 SeitenAppendix A - Tolerances For Impression Diekkozak99Noch keine Bewertungen
- NADCA Tolerances 2009Dokument44 SeitenNADCA Tolerances 2009Tom HagertyNoch keine Bewertungen
- Tolerances: ENDG105 Class 7.1Dokument43 SeitenTolerances: ENDG105 Class 7.1nedunchiNoch keine Bewertungen
- 2 Marks MDDokument19 Seiten2 Marks MDsathiaNoch keine Bewertungen
- Hyd Pne Lab 17Dokument3 SeitenHyd Pne Lab 17srchougulaNoch keine Bewertungen
- Jyme10086 PDFDokument9 SeitenJyme10086 PDFsrchougulaNoch keine Bewertungen
- C Test 1Dokument1 SeiteC Test 1srchougulaNoch keine Bewertungen
- Using Excel GraphDokument5 SeitenUsing Excel GraphsrchougulaNoch keine Bewertungen
- MATLAB ManualDokument3 SeitenMATLAB ManualsrchougulaNoch keine Bewertungen
- Machining OperationsDokument5 SeitenMachining OperationssrchougulaNoch keine Bewertungen
- Test 1Dokument1 SeiteTest 1srchougulaNoch keine Bewertungen
- Design of Machine Elements - EditedDokument32 SeitenDesign of Machine Elements - EditedsrchougulaNoch keine Bewertungen
- Mechanical Properties and Stress Strain Concepts MCQ TestDokument7 SeitenMechanical Properties and Stress Strain Concepts MCQ TestsrchougulaNoch keine Bewertungen
- Font and Font Size ExercisesDokument2 SeitenFont and Font Size ExercisessrchougulaNoch keine Bewertungen
- VIRTUAL REALITY JNTU Previous Years Question PapersDokument1 SeiteVIRTUAL REALITY JNTU Previous Years Question PaperssrchougulaNoch keine Bewertungen
- What Is Virtual PrototypingDokument1 SeiteWhat Is Virtual PrototypingsrchougulaNoch keine Bewertungen
- Comparing Reciprocating PumpsDokument9 SeitenComparing Reciprocating PumpssrchougulaNoch keine Bewertungen
- SanjuDokument4 SeitenSanjusrchougulaNoch keine Bewertungen
- Elements of Mechanical Engineering-CompliedDokument10 SeitenElements of Mechanical Engineering-CompliedsrchougulaNoch keine Bewertungen
- DepreDokument15 SeitenDepresrchougulaNoch keine Bewertungen
- Conda EffectDokument8 SeitenConda EffectsrchougulaNoch keine Bewertungen
- Estimation and CostingDokument10 SeitenEstimation and CostingsrchougulaNoch keine Bewertungen
- Casting Is A Manufacturing Process by Which A Liquid Material Is Usually Poured Into ADokument7 SeitenCasting Is A Manufacturing Process by Which A Liquid Material Is Usually Poured Into AsrchougulaNoch keine Bewertungen
- CNCDokument11 SeitenCNCsrchougulaNoch keine Bewertungen
- 02 ForgingDokument58 Seiten02 ForgingRavindra ReddyNoch keine Bewertungen