Das könnte Ihnen auch gefallen
- PLC Programming With RSLogix 500 - SharedDokument132 SeitenPLC Programming With RSLogix 500 - Sharedbadenkey100% (5)
- Rexroth Hydraulics Compontents PDFDokument11 SeitenRexroth Hydraulics Compontents PDFMohamed Semeda100% (2)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsVon EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNoch keine Bewertungen
- PLC Full BookDokument112 SeitenPLC Full BookDilip Patel100% (2)
- Manual For Siemens PLC From HamitiDokument314 SeitenManual For Siemens PLC From HamitiHAMIT91% (22)
- PLC NotesDokument170 SeitenPLC NotesBikasita Talukdar100% (2)
- Introduction to PLC Components, Logic Concepts & ApplicationsDokument108 SeitenIntroduction to PLC Components, Logic Concepts & ApplicationsQais Alsafasfeh100% (2)
- Fieldbus Systems and Their Applications 2005: A Proceedings volume from the 6th IFAC International Conference, Puebla, Mexico 14-25 November 2005Von EverandFieldbus Systems and Their Applications 2005: A Proceedings volume from the 6th IFAC International Conference, Puebla, Mexico 14-25 November 2005Miguel Leon ChavezNoch keine Bewertungen
- Basics of PLC Workshop - Day 1 AgendaDokument119 SeitenBasics of PLC Workshop - Day 1 AgendaOwais Khan100% (2)
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesVon EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNoch keine Bewertungen
- Ladder Logic: From Wikipedia, The Free EncyclopediaDokument6 SeitenLadder Logic: From Wikipedia, The Free Encyclopediagmagi169337Noch keine Bewertungen
- Programming PLCs Using Structured TextDokument14 SeitenProgramming PLCs Using Structured Textvorge daoNoch keine Bewertungen
- PLC Sequence ProgrammingDokument8 SeitenPLC Sequence Programmingspate77Noch keine Bewertungen
- Beginner - Guide PLC ControllerDokument255 SeitenBeginner - Guide PLC ControllerLuís Ki-llahNoch keine Bewertungen
- 2 Basic Ladder Instructions R1.1Dokument19 Seiten2 Basic Ladder Instructions R1.1Ahmed SamiNoch keine Bewertungen
- PLC Analog I/O KL SeriesDokument12 SeitenPLC Analog I/O KL SeriesJoseph Zeaiter100% (1)
- GT Designer 3 Manual (Unlockplc - Com)Dokument1.316 SeitenGT Designer 3 Manual (Unlockplc - Com)Unlock PLC100% (1)
- How To Program RSView32Dokument132 SeitenHow To Program RSView32neoflash75% (4)
- PLC STDokument244 SeitenPLC STnsm98473Noch keine Bewertungen
- Oracle 1Z0-883: Mysql 5.6 Database AdministratorDokument59 SeitenOracle 1Z0-883: Mysql 5.6 Database AdministratorjavierNoch keine Bewertungen
- Chapter 1 - PLC OverviewDokument55 SeitenChapter 1 - PLC Overviewbob100% (2)
- PLC Programming For Industrial Automation: Kevin CollinsDokument10 SeitenPLC Programming For Industrial Automation: Kevin CollinsLuka Nikitovic100% (1)
- Cellocator Programmer ManualDokument76 SeitenCellocator Programmer ManualWilson Geovanny Cabezas Tapia100% (1)
- Introduction To PLC LadderDokument26 SeitenIntroduction To PLC LadderHorvat Zoltán100% (2)
- Beginner Manual GT Designer 3Dokument156 SeitenBeginner Manual GT Designer 3Mari Khusmaniar100% (1)
- Programmable Logic Controllers (PLCs): An OverviewDokument53 SeitenProgrammable Logic Controllers (PLCs): An Overviewokk chuNoch keine Bewertungen
- Manual ValveExpert 7.1 EnglishDokument59 SeitenManual ValveExpert 7.1 EnglishMohamed SemedaNoch keine Bewertungen
- PLC Solution BookDokument49 SeitenPLC Solution BookJagadeesh Rajamanickam71% (14)
- Programmable Logic Control: Department of Electrical and ElectronicsDokument35 SeitenProgrammable Logic Control: Department of Electrical and ElectronicsApurva BangaleNoch keine Bewertungen
- Variable Speed Pump Komsta Powerpoint PresentationDokument40 SeitenVariable Speed Pump Komsta Powerpoint PresentationMohamed Semeda100% (1)
- 4.ladder Logic ProgrammingDokument19 Seiten4.ladder Logic Programmingaamya100% (2)
- Siemens Basics of PLCDokument89 SeitenSiemens Basics of PLCAlejandro Cortes Bolados100% (1)
- Plc+LectureDokument82 SeitenPlc+LectureJerone CastilloNoch keine Bewertungen
- PLC Ladder ProgrmmingDokument51 SeitenPLC Ladder ProgrmmingJosephNoch keine Bewertungen
- PLC Training Course by AhmedelsisyDokument91 SeitenPLC Training Course by Ahmedelsisymohamed_amri10067% (3)
- PLC & SCADA: Programmable Logic Controllers and Supervisory Control And Data AcquisitionDokument45 SeitenPLC & SCADA: Programmable Logic Controllers and Supervisory Control And Data AcquisitionRam RamNoch keine Bewertungen
- Ofbiz Support Angular Cli GuideDokument11 SeitenOfbiz Support Angular Cli GuidevaradasriniNoch keine Bewertungen
- PLC FatekDokument36 SeitenPLC FatekM7mud M7mdNoch keine Bewertungen
- Flights Reservation Test PlanDokument16 SeitenFlights Reservation Test Planraji100% (1)
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingVon EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingBewertung: 4 von 5 Sternen4/5 (1)
- Marketing Research ProjectDokument28 SeitenMarketing Research ProjectPrasad BhatNoch keine Bewertungen
- Week 4 CSS PowerpointDokument31 SeitenWeek 4 CSS PowerpointBe NjNoch keine Bewertungen
- Function block diagrams and logic gatesDokument43 SeitenFunction block diagrams and logic gatesAamir Ahmed Ali SalihNoch keine Bewertungen
- Automatic Car Wash PLC ProgramDokument105 SeitenAutomatic Car Wash PLC Programtechknow leader50% (2)
- Introduction To Industrial Automation in PLCDokument50 SeitenIntroduction To Industrial Automation in PLCkaushikei22100% (1)
- Cisco IP ACL Practice Questions and ExplanationsDokument3 SeitenCisco IP ACL Practice Questions and ExplanationsBaaska214Noch keine Bewertungen
- Beginners Guide To PLC Programming Excerpt PDFDokument19 SeitenBeginners Guide To PLC Programming Excerpt PDFAnonymous Nr9eWou100% (1)
- PCM200 Operating InstructionsDokument80 SeitenPCM200 Operating InstructionsMohamed SemedaNoch keine Bewertungen
- Chapter 4 - PLC ProgrammingDokument75 SeitenChapter 4 - PLC ProgrammingYazid Ismail0% (1)
- Third Quarter Examination in CSS 9 and 10Dokument3 SeitenThird Quarter Examination in CSS 9 and 10Be Nj100% (1)
- Drilling Pump RexrothDokument1 SeiteDrilling Pump RexrothIvanZavaletaNoch keine Bewertungen
- PLC overview: PID control, Tuning, History, Evolution, Definition, Architecture, Subsystems, IEC 61131 StandardDokument64 SeitenPLC overview: PID control, Tuning, History, Evolution, Definition, Architecture, Subsystems, IEC 61131 StandardBalaji KumarNoch keine Bewertungen
- Siemens S7 PLC ConnectionDokument15 SeitenSiemens S7 PLC ConnectionkiciorNoch keine Bewertungen
- Lab 2 Industrial AutomationDokument7 SeitenLab 2 Industrial AutomationMuhammad UmarNoch keine Bewertungen
- Mikroelektronika Books Introduction To PLC ControllersDokument157 SeitenMikroelektronika Books Introduction To PLC ControllersemylangamNoch keine Bewertungen
- Allen-Bradley PLC System DocumentationDokument61 SeitenAllen-Bradley PLC System DocumentationMuhammad Zaka100% (2)
- PID For Dummies: SearchDokument13 SeitenPID For Dummies: SearchChinmoy DasNoch keine Bewertungen
- Automation Using PLC: Presented byDokument32 SeitenAutomation Using PLC: Presented byRamashish KumarNoch keine Bewertungen
- Troubleshooting Three-Phase AC Motors With U1210 Series Handheld Clamp Meters5990-5192ENDokument6 SeitenTroubleshooting Three-Phase AC Motors With U1210 Series Handheld Clamp Meters5990-5192ENecomujNoch keine Bewertungen
- STLDokument8 SeitenSTLAkshay DandgeNoch keine Bewertungen
- Spe 2321 Lecture 9Dokument26 SeitenSpe 2321 Lecture 9Martinez MutaiNoch keine Bewertungen
- Programmable Logic ControllersDokument11 SeitenProgrammable Logic ControllersLoriedel GondaNoch keine Bewertungen
- Logic control and PLCsDokument6 SeitenLogic control and PLCsKRISHNA KANT GUPTANoch keine Bewertungen
- PLC 1Dokument30 SeitenPLC 1dayyan hashimNoch keine Bewertungen
- CIM Lecture Notes 10Dokument12 SeitenCIM Lecture Notes 10rzrasa100% (1)
- PLC Unit 2-1 PDFDokument44 SeitenPLC Unit 2-1 PDFMahesh ShendeNoch keine Bewertungen
- PLC Programmable Logic ControllersDokument14 SeitenPLC Programmable Logic ControllersStefan BotaNoch keine Bewertungen
- The User's View: A User Is A Person Employing The Computer To Do Useful Work Examples of Useful Work IncludeDokument25 SeitenThe User's View: A User Is A Person Employing The Computer To Do Useful Work Examples of Useful Work Includehamza abbasNoch keine Bewertungen
- PROGRAMMABLE LOGIC CONTROLLERS: AN INTRODUCTIONDokument52 SeitenPROGRAMMABLE LOGIC CONTROLLERS: AN INTRODUCTIONumarsaboNoch keine Bewertungen
- Fpga Based Fuzzy Logic Controller For Electric VehicleDokument14 SeitenFpga Based Fuzzy Logic Controller For Electric Vehiclekavicharan414Noch keine Bewertungen
- PLC Programming: Topic 3 - 1Dokument27 SeitenPLC Programming: Topic 3 - 1Vedant .ChavanNoch keine Bewertungen
- ACCENTURE PLC 3 Days WORKSHOPDokument16 SeitenACCENTURE PLC 3 Days WORKSHOPKishore RaviNoch keine Bewertungen
- HDL Lab Manual: Anandanagar, Bangalore-24Dokument81 SeitenHDL Lab Manual: Anandanagar, Bangalore-24Abinet ArbaNoch keine Bewertungen
- Pall PCM200 Series Fluid Cleanliness MonitorDokument2 SeitenPall PCM200 Series Fluid Cleanliness MonitorMohamed SemedaNoch keine Bewertungen
- Pall Red Filter Elements For Use in Hydac Filter HousingsDokument1 SeitePall Red Filter Elements For Use in Hydac Filter HousingsMohamed SemedaNoch keine Bewertungen
- Pall Red High Collapse Strength Filter Elements For Use in Hydac Filter HousingsDokument1 SeitePall Red High Collapse Strength Filter Elements For Use in Hydac Filter HousingsMohamed SemedaNoch keine Bewertungen
- Pall Industrial PCM200 ReadMe - DraftDokument1 SeitePall Industrial PCM200 ReadMe - DraftMohamed SemedaNoch keine Bewertungen
- OSP 761 Stickstoff Ladegerät SLG 1.1 en Low PDFDokument2 SeitenOSP 761 Stickstoff Ladegerät SLG 1.1 en Low PDFMohamed SemedaNoch keine Bewertungen
- Contamination Control: For The Pulp and Paper IndustryDokument5 SeitenContamination Control: For The Pulp and Paper IndustryMohamed SemedaNoch keine Bewertungen
- Pall Industrial PCM200 Printer SetupDokument1 SeitePall Industrial PCM200 Printer SetupMohamed SemedaNoch keine Bewertungen
- Red1000 Data SheetDokument4 SeitenRed1000 Data SheetMohamed SemedaNoch keine Bewertungen
- Pall Red Filter Elements For Use in Hydac Filter HousingsDokument1 SeitePall Red Filter Elements For Use in Hydac Filter HousingsMohamed SemedaNoch keine Bewertungen
- For Use in Hydac Filter Housings: Red Series Filter Element Interchange ListDokument4 SeitenFor Use in Hydac Filter Housings: Red Series Filter Element Interchange ListMohamed SemedaNoch keine Bewertungen
- Pall Red Filter Elements For Use in Hydac Filter Housings: Switching To Pall Is SimpleDokument2 SeitenPall Red Filter Elements For Use in Hydac Filter Housings: Switching To Pall Is SimpleMohamed SemedaNoch keine Bewertungen
- Niagara WSAC PowerDokument4 SeitenNiagara WSAC PowerMohamed SemedaNoch keine Bewertungen
- E7104 14-07-15 RFL Schweiss KatalogversionDokument4 SeitenE7104 14-07-15 RFL Schweiss KatalogversionMohamed SemedaNoch keine Bewertungen
- 3 DredgingDokument32 Seiten3 DredgingMohamed SemedaNoch keine Bewertungen
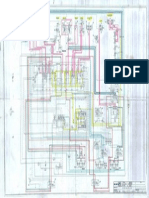
- R 515 Main Hyd CircuitDokument1 SeiteR 515 Main Hyd CircuitMohamed SemedaNoch keine Bewertungen
- The Analog Input Output SystemDokument42 SeitenThe Analog Input Output SystemMohamed SemedaNoch keine Bewertungen
- Install and Maintain Synchronized Telescopic CylinderDokument23 SeitenInstall and Maintain Synchronized Telescopic CylinderMohamed SemedaNoch keine Bewertungen
- Moog ValveChecker G040125 Catalog enDokument4 SeitenMoog ValveChecker G040125 Catalog enMohamed SemedaNoch keine Bewertungen
- Simatic Working With STEP 7Dokument112 SeitenSimatic Working With STEP 7Slavisa LejicNoch keine Bewertungen
- PLC ExercisesDokument27 SeitenPLC ExercisesMohamed SemedaNoch keine Bewertungen
- Radial Piston Pump: Rkp-IiDokument60 SeitenRadial Piston Pump: Rkp-IiMohamed SemedaNoch keine Bewertungen
- Spare Parts Book 2007: A Colfax Business UnitDokument110 SeitenSpare Parts Book 2007: A Colfax Business UnitMohamed SemedaNoch keine Bewertungen
- Advanced Operating Systems - CS703 Power Point Slides Lecture 1Dokument17 SeitenAdvanced Operating Systems - CS703 Power Point Slides Lecture 1asadNoch keine Bewertungen
- OSPF Single-Area Configuration LabDokument15 SeitenOSPF Single-Area Configuration LabSokhna Cambell DIENGNoch keine Bewertungen
- To DWDM: Friday, May 10, 2013 Alttc / Tx-1 / WDM D N Sahay 1Dokument36 SeitenTo DWDM: Friday, May 10, 2013 Alttc / Tx-1 / WDM D N Sahay 1Rohit SharmaNoch keine Bewertungen
- Important Questions For MID I CNDokument14 SeitenImportant Questions For MID I CN20H51A0540-NAKKA SREEKAR B.Tech CSE (2020-24)Noch keine Bewertungen
- 05 ContentsDokument10 Seiten05 ContentsSravya ReddyNoch keine Bewertungen
- 802.15.4 ThesisDokument123 Seiten802.15.4 ThesisPranesh SthapitNoch keine Bewertungen
- Intellipaat Blockchain Certification Training CourseDokument15 SeitenIntellipaat Blockchain Certification Training Coursejp techNoch keine Bewertungen
- 888788918-LS5 RE Eng NEWDokument275 Seiten888788918-LS5 RE Eng NEWPur WantoNoch keine Bewertungen
- PoE Pro BT User Manual - EnglishDokument31 SeitenPoE Pro BT User Manual - EnglishjeanNoch keine Bewertungen
- 08m50e00 - FARO Laser Tracker Accessories - February 2007Dokument108 Seiten08m50e00 - FARO Laser Tracker Accessories - February 2007f1f2f3f4f5cruzNoch keine Bewertungen
- Ocb 283 AppDokument180 SeitenOcb 283 Appneeraj kumar singh100% (5)
- 15.1.2 Lab - Implement NTPDokument14 Seiten15.1.2 Lab - Implement NTPTRYST CHAMANoch keine Bewertungen
- PowerFlex 520-Series AC Drives External Presentation - Updated February 2017Dokument20 SeitenPowerFlex 520-Series AC Drives External Presentation - Updated February 2017Ridho AnjikoNoch keine Bewertungen
- Requirements for Using BCAAA with PacketShaperDokument4 SeitenRequirements for Using BCAAA with PacketShaperChindu Mathew KuruvillaNoch keine Bewertungen
- Proposal - Slides-FTTH INSIDE VALLEY - Major Strength of NTC With ISP'sDokument13 SeitenProposal - Slides-FTTH INSIDE VALLEY - Major Strength of NTC With ISP'sÞrem Bahadur PoudelNoch keine Bewertungen
- NSEP - 2018-19 List of Top StudentsDokument61 SeitenNSEP - 2018-19 List of Top StudentsRajeev DayalaniNoch keine Bewertungen
- Data - FTP - HMI - P5 - Document - Fatek HMI Connection Manual - en - P5Dokument180 SeitenData - FTP - HMI - P5 - Document - Fatek HMI Connection Manual - en - P5M WAQAR SABNoch keine Bewertungen
- Find PID for open portsDokument2 SeitenFind PID for open portslarjeNoch keine Bewertungen
- Sub Harmonic MixerDokument7 SeitenSub Harmonic MixerMukthaPadakandlaNoch keine Bewertungen
- SEPAM 2000 ModbusDokument50 SeitenSEPAM 2000 Modbuslam9021Noch keine Bewertungen
- Top 200 (Or So) MN Media & Contributors On TwitterDokument5 SeitenTop 200 (Or So) MN Media & Contributors On TwitterLars LeafbladNoch keine Bewertungen
- DNSsec PDFDokument29 SeitenDNSsec PDFButnaru CristiNoch keine Bewertungen