Das könnte Ihnen auch gefallen
- Mass Transfer Lecture 3-1Dokument20 SeitenMass Transfer Lecture 3-1EDWIN SIMBARASHE MASUNUNGURENoch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Climbing Film Evaporation Data (2016) - All GroupsDokument12 SeitenClimbing Film Evaporation Data (2016) - All GroupsJuwon Jeremiah MakuNoch keine Bewertungen
- Lab Report 1 Tray DrierDokument7 SeitenLab Report 1 Tray Drier_never_mind_100% (1)
- Climbing Film GanganDokument20 SeitenClimbing Film GanganAdeniran Joshua50% (2)
- Adverse Vapour Flow ConditionsDokument3 SeitenAdverse Vapour Flow ConditionsSana HajriNoch keine Bewertungen
- Practica CDokument2 SeitenPractica CAlejandroCalleRuizNoch keine Bewertungen
- 181CTDCHA2 - Learning Unit 1BDokument64 Seiten181CTDCHA2 - Learning Unit 1BESTHER TSAKANE MONKWENoch keine Bewertungen
- Investigation of The Effect of Cooling Load On Cooling Tower Performance Thermodynamic Exp 6Dokument14 SeitenInvestigation of The Effect of Cooling Load On Cooling Tower Performance Thermodynamic Exp 6hayder alaliNoch keine Bewertungen
- CONTINUOUS DistillationDokument5 SeitenCONTINUOUS DistillationNaseer SattarNoch keine Bewertungen
- Absorption in PackedDokument21 SeitenAbsorption in PackedfreakameNoch keine Bewertungen
- Lab 5 - Heat Exchangers - Report1Dokument15 SeitenLab 5 - Heat Exchangers - Report1Jamie McGee83% (6)
- Gas AbsorptionDokument34 SeitenGas Absorptionlickaa200100% (1)
- Cre 1 IntroductionDokument4 SeitenCre 1 IntroductionEvangeline LauNoch keine Bewertungen
- Gas Diffusion UnitDokument20 SeitenGas Diffusion Unitsolehah misniNoch keine Bewertungen
- Cooling TowerDokument12 SeitenCooling TowerLillianLinNoch keine Bewertungen
- Liquid LiquidDokument8 SeitenLiquid LiquidAnonymous b9fcR5Noch keine Bewertungen
- Single Effect EvaporatorDokument2 SeitenSingle Effect Evaporatorchemant7100% (1)
- Cooling TowerDokument20 SeitenCooling TowerMazlia MazlanNoch keine Bewertungen
- Exp 4 Gas AbsorptionDokument18 SeitenExp 4 Gas AbsorptionakuNoch keine Bewertungen
- Unit-3, Adiabatic Saturation Temp, Psychrometric ChartDokument7 SeitenUnit-3, Adiabatic Saturation Temp, Psychrometric Chartgayakwad12_ramNoch keine Bewertungen
- Cooling Tower DiscussionDokument4 SeitenCooling Tower DiscussionnamdohyonNoch keine Bewertungen
- Climbing Film EvaporatorDokument8 SeitenClimbing Film EvaporatorPelin Yazgan BirgiNoch keine Bewertungen
- Lab 5 Bernoulli S DemoDokument11 SeitenLab 5 Bernoulli S DemoNando100% (1)
- Colling Tower: Mechanical Lab / Exp. NO.Dokument10 SeitenColling Tower: Mechanical Lab / Exp. NO.Dalal Salih100% (1)
- Exp. 8 Hydraulics Lab Excel FormDokument6 SeitenExp. 8 Hydraulics Lab Excel FormZaher MoftyNoch keine Bewertungen
- Sep Lab Exp 1 LatestDokument20 SeitenSep Lab Exp 1 LatestChan Chun ChenNoch keine Bewertungen
- Series and Parallel PumpsDokument11 SeitenSeries and Parallel PumpsKevin Devastian100% (1)
- Final EvaporatorDokument33 SeitenFinal EvaporatorRadharaman YadavNoch keine Bewertungen
- Cooling Towers PDFDokument60 SeitenCooling Towers PDFRamakrishnaNoch keine Bewertungen
- Thermodynamic Analysis of Vapor Absorption Refrigeration System and Calculation of COPDokument8 SeitenThermodynamic Analysis of Vapor Absorption Refrigeration System and Calculation of COPEver Ospino MeloNoch keine Bewertungen
- Cooling Tower PDFDokument3 SeitenCooling Tower PDFmaimslapNoch keine Bewertungen
- Best Memo ReportDokument16 SeitenBest Memo ReportNadaNoch keine Bewertungen
- CH 3520 Heat and Mass Transfer Laboratory: Title of The Experiment: Plate Column DistillationDokument7 SeitenCH 3520 Heat and Mass Transfer Laboratory: Title of The Experiment: Plate Column DistillationVijay PrasadNoch keine Bewertungen
- Cooling TowerDokument18 SeitenCooling TowerSalehAfadlehNoch keine Bewertungen
- Packed Bed FermentersDokument20 SeitenPacked Bed FermentersGerald Owen FranzaNoch keine Bewertungen
- Liquid Phase Heat Transfer in Helical Coiled Heat ExchangerDokument66 SeitenLiquid Phase Heat Transfer in Helical Coiled Heat ExchangerTushar Mahale50% (2)
- Cooling Tower ReportDokument11 SeitenCooling Tower Reportbae zazNoch keine Bewertungen
- Fludized BedDokument11 SeitenFludized BedHaiqal AzizNoch keine Bewertungen
- Energy Balance - HumidificationDokument13 SeitenEnergy Balance - Humidificationnhalieza1067Noch keine Bewertungen
- Cebu Institute of Technology - University: CHE501-V1 Group 2Dokument11 SeitenCebu Institute of Technology - University: CHE501-V1 Group 2Joshua ClimacoNoch keine Bewertungen
- Marcet Boiler ExperimentDokument3 SeitenMarcet Boiler ExperimentGarfield SmithNoch keine Bewertungen
- Evaporation SBDokument84 SeitenEvaporation SBMirza Salman BaigNoch keine Bewertungen
- Heat TranferDokument17 SeitenHeat TranferLuis González Cos Alcocer100% (1)
- Distillation Column ReportDokument27 SeitenDistillation Column Reportvaqif100% (1)
- Exp 1 Refrigeration CycleDokument23 SeitenExp 1 Refrigeration CycleAnonymous T7vjZG4otNoch keine Bewertungen
- Separation Processes Lab ReportDokument15 SeitenSeparation Processes Lab ReportArslanQureshi0% (1)
- On Off Level Control ProcessDokument16 SeitenOn Off Level Control ProcessAndrew NabilNoch keine Bewertungen
- Full ReportDokument16 SeitenFull ReportafiqahanuwarNoch keine Bewertungen
- Distillation - Written ReportDokument17 SeitenDistillation - Written ReportmichsantosNoch keine Bewertungen
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Dokument11 Seiten(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNoch keine Bewertungen
- Evaporation: Kevin A. OlegarioDokument6 SeitenEvaporation: Kevin A. OlegarioKitty VNoch keine Bewertungen
- Exp 2 Batch DistillationDokument12 SeitenExp 2 Batch DistillationSabrina AzharNoch keine Bewertungen
- CH 7 PowerCyclesDokument12 SeitenCH 7 PowerCyclescarleston thurgoodNoch keine Bewertungen
- Chapter - 1Dokument9 SeitenChapter - 1Sahil PatilNoch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Von EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Bewertung: 5 von 5 Sternen5/5 (1)
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Von EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Noch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Von EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Noch keine Bewertungen
- Media Bulletin16.04.2020 4 Pages English 174 KBDokument4 SeitenMedia Bulletin16.04.2020 4 Pages English 174 KBSundarNoch keine Bewertungen
- Media-Bulletin-20 04 2020Dokument5 SeitenMedia-Bulletin-20 04 2020GusdanNoch keine Bewertungen
- Media-Bulletin-20 04 2020Dokument5 SeitenMedia-Bulletin-20 04 2020GusdanNoch keine Bewertungen
- Media-Bulletin-20 04 2020Dokument5 SeitenMedia-Bulletin-20 04 2020GusdanNoch keine Bewertungen
- Shanmuga KavasamDokument23 SeitenShanmuga KavasamSubramaniam RamanNoch keine Bewertungen
- Suki Sivam Speech Mahabaratham Mp3 Free 23Dokument2 SeitenSuki Sivam Speech Mahabaratham Mp3 Free 23Venkateswara RamakrishnanNoch keine Bewertungen
- Media-Bulletin-20 04 2020Dokument5 SeitenMedia-Bulletin-20 04 2020GusdanNoch keine Bewertungen
- Media-Bulletin-20 04 2020Dokument5 SeitenMedia-Bulletin-20 04 2020GusdanNoch keine Bewertungen
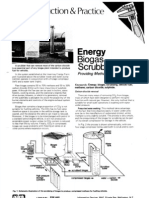
- Siemens Biogas GensetDokument1 SeiteSiemens Biogas GensetVenkateswara RamakrishnanNoch keine Bewertungen
- Indiagasgensetsmarketforecastopportunities2020brochure 151127115837 Lva1 App6891Dokument9 SeitenIndiagasgensetsmarketforecastopportunities2020brochure 151127115837 Lva1 App6891Venkateswara RamakrishnanNoch keine Bewertungen
- Health and Family Welfare Department, Government of Tamil Nadu Media Bulletin 24.04.2020Dokument6 SeitenHealth and Family Welfare Department, Government of Tamil Nadu Media Bulletin 24.04.2020Venkateswara RamakrishnanNoch keine Bewertungen
- A Study On Diesel Generator Sets in IndiaDokument44 SeitenA Study On Diesel Generator Sets in IndiaRoyal ProjectsNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument12 SeitenDisclosure To Promote The Right To InformationVenkateswara RamakrishnanNoch keine Bewertungen
- Guide To Delivering Gas To Gas Fueled Generator Sets: Your Reliable Guide For Power SolutionsDokument2 SeitenGuide To Delivering Gas To Gas Fueled Generator Sets: Your Reliable Guide For Power SolutionsVenkateswara RamakrishnanNoch keine Bewertungen
- BiogasDokument12 SeitenBiogasLakshman NaikNoch keine Bewertungen
- Msds OilDokument1 SeiteMsds OilVenkateswara RamakrishnanNoch keine Bewertungen
- System and Proceedure For TA and COP of NG Gas GensetsDokument59 SeitenSystem and Proceedure For TA and COP of NG Gas GensetsVenkateswara RamakrishnanNoch keine Bewertungen
- 3 Selection of Appropriate Control ValvesDokument7 Seiten3 Selection of Appropriate Control ValvesVenkateswara RamakrishnanNoch keine Bewertungen
- Farm ProductionDokument2 SeitenFarm ProductionktilhooNoch keine Bewertungen
- 3 Selection of Appropriate Control ValvesDokument7 Seiten3 Selection of Appropriate Control ValvesVenkateswara RamakrishnanNoch keine Bewertungen
- 3 Selection of Appropriate Control ValvesDokument7 Seiten3 Selection of Appropriate Control ValvesVenkateswara RamakrishnanNoch keine Bewertungen
- June Enewsletter VijayDokument29 SeitenJune Enewsletter VijayVenkateswara RamakrishnanNoch keine Bewertungen
- Mcbride Data PaperDokument91 SeitenMcbride Data PaperVenkateswara RamakrishnanNoch keine Bewertungen
- 860029Dokument12 Seiten860029Venkateswara RamakrishnanNoch keine Bewertungen
- Supersonic AerodynamicsDokument54 SeitenSupersonic AerodynamicsLuis Daniel Guzman GuillenNoch keine Bewertungen
- Fast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CDokument1 SeiteFast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CY. Leonel MolinaNoch keine Bewertungen
- Optical Disc PackagingDokument30 SeitenOptical Disc Packagingsameeksha_maury8933Noch keine Bewertungen
- Cover Block (8383837083)Dokument7 SeitenCover Block (8383837083)BALAJI ENTERPRISESNoch keine Bewertungen
- S.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsDokument8 SeitenS.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsKarthikeyan SnNoch keine Bewertungen
- QUALICOAT Specifications 16th Edition Updated VersionDokument86 SeitenQUALICOAT Specifications 16th Edition Updated VersionСтанислав ПодольскийNoch keine Bewertungen
- Washer Dryer: Owner'S ManualDokument29 SeitenWasher Dryer: Owner'S ManualThai FuizaiNoch keine Bewertungen
- 1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRDokument3 Seiten1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRjunior_jazzzNoch keine Bewertungen
- WPT PresentationDokument23 SeitenWPT PresentationSyed Safiur RahmanNoch keine Bewertungen
- Ground ImprovementDokument17 SeitenGround Improvementpatelahmad77Noch keine Bewertungen
- 1998 Turkish Earthquake CodeDokument84 Seiten1998 Turkish Earthquake CodeFatih Koçak100% (2)
- Product CatalogDokument84 SeitenProduct CatalogZied JEMMALINoch keine Bewertungen
- Smart Soot Blower SystemDokument8 SeitenSmart Soot Blower SystemidigitiNoch keine Bewertungen
- The Cunard Building, LiverpoolDokument2 SeitenThe Cunard Building, LiverpoolIbrahim FawwazNoch keine Bewertungen
- Script Das Cores Iqoption ScriptDokument2 SeitenScript Das Cores Iqoption ScriptStallkie67% (3)
- Unit - 2 Diff Amp Objective QuestionsDokument3 SeitenUnit - 2 Diff Amp Objective QuestionsRaviNoch keine Bewertungen
- LIFIDokument7 SeitenLIFIRajeshNoch keine Bewertungen
- LCD and TV Repair GuideDokument195 SeitenLCD and TV Repair GuideUlisesMartin79% (14)
- C32 MCS 3 DisplayDokument49 SeitenC32 MCS 3 Displayharikrishnanpd3327Noch keine Bewertungen
- Quantum Multiport PackerDokument1 SeiteQuantum Multiport Packersmithyry2014Noch keine Bewertungen
- Cylinder Valve Assembly Series: CV Series PCV SeriesDokument2 SeitenCylinder Valve Assembly Series: CV Series PCV SeriesAli OsmanNoch keine Bewertungen
- Power Quality Intro PDFDokument32 SeitenPower Quality Intro PDFsheila hariNoch keine Bewertungen
- Instructors' Solutions For Mathematical Methods For Physics and Engineering by RileyDokument512 SeitenInstructors' Solutions For Mathematical Methods For Physics and Engineering by Rileyastrowiz8813% (8)
- B968B968M 10 Standard Test MethodDokument2 SeitenB968B968M 10 Standard Test Methodmarjan banooNoch keine Bewertungen
- Credazone 6 GiudeDokument3 SeitenCredazone 6 Giudeguddu84Noch keine Bewertungen
- hsg47 - Avoiding Danger From Underground Services PDFDokument40 Seitenhsg47 - Avoiding Danger From Underground Services PDFAchilleas21Noch keine Bewertungen
- Calibration InstrumnetDokument14 SeitenCalibration InstrumnetDwi Mulyanti DwimulyantishopNoch keine Bewertungen
- Machine Tools Cutting FluidsDokument133 SeitenMachine Tools Cutting FluidsDamodara MadhukarNoch keine Bewertungen
- Apache MyFaces Trinidad - Skin SelectorsDokument25 SeitenApache MyFaces Trinidad - Skin SelectorsJorge LavadoNoch keine Bewertungen
- Leeson Speedmaster ManualDokument80 SeitenLeeson Speedmaster ManualOrbán Árpád100% (1)