Das könnte Ihnen auch gefallen
- L.P.T Reports.Dokument12 SeitenL.P.T Reports.Shaikh AdilNoch keine Bewertungen
- Datahseet For Strainer With Air EliminatorDokument4 SeitenDatahseet For Strainer With Air Eliminatorvinoj chandranNoch keine Bewertungen
- JR CSF 09 Plumbing - IronDokument139 SeitenJR CSF 09 Plumbing - Ironkhairul mizanNoch keine Bewertungen
- Welding Parameters Inspection Report For Tank (Spiral Staircase To Sheel)Dokument1 SeiteWelding Parameters Inspection Report For Tank (Spiral Staircase To Sheel)Jahangeer JahangeerNoch keine Bewertungen
- Site Inspection Form ConcreteDokument14 SeitenSite Inspection Form ConcreteAwal Oeddink100% (1)
- Presentation Repair of Storage TankDokument28 SeitenPresentation Repair of Storage TankAbdul ManafNoch keine Bewertungen
- Screen & Conveyorgad, Data Sheet & Qap - SP-1326Dokument14 SeitenScreen & Conveyorgad, Data Sheet & Qap - SP-1326ankit singlaNoch keine Bewertungen
- Quotation For TP-ALP-21-213 SURGE VESSEL 1m3Dokument2 SeitenQuotation For TP-ALP-21-213 SURGE VESSEL 1m3Port VideoNoch keine Bewertungen
- O - CIL-SBUT-SECTOR 4-319 - ForMWORK - Design & Scheme of Formwork For Column 4.Lm HT Up To 1.2mxl.2m Size (MFE Aluminum Panel) - 02.06.2023Dokument10 SeitenO - CIL-SBUT-SECTOR 4-319 - ForMWORK - Design & Scheme of Formwork For Column 4.Lm HT Up To 1.2mxl.2m Size (MFE Aluminum Panel) - 02.06.2023yusufdoctor0Noch keine Bewertungen
- P&ID ChecklistDokument4 SeitenP&ID ChecklistMeoNoch keine Bewertungen
- Checklist Fire StopDokument9 SeitenChecklist Fire StopAnonymous DMdGdsOENoch keine Bewertungen
- Roundness Check Record of 1St Shell CourseDokument1 SeiteRoundness Check Record of 1St Shell CourseRhannie GarciaNoch keine Bewertungen
- Model Qap Cable TrayDokument2 SeitenModel Qap Cable Trayveerendra100% (3)
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDokument15 SeitenPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
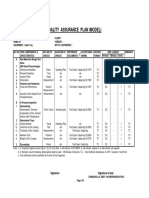
- Sample QAPDokument3 SeitenSample QAPsniperiNoch keine Bewertungen
- Daily Work Report - Structural Steel Painting: Field AppliedDokument2 SeitenDaily Work Report - Structural Steel Painting: Field ApplieddilipNoch keine Bewertungen
- Cliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoDokument8 SeitenCliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoSonNguyenNoch keine Bewertungen
- Kertas Kerja: Program'S Code & NameDokument5 SeitenKertas Kerja: Program'S Code & NameHadi azfar channelNoch keine Bewertungen
- Shutdown Valve Data Sheets: Customer Name: Cpe Job #: Project TitleDokument2 SeitenShutdown Valve Data Sheets: Customer Name: Cpe Job #: Project TitleImmanuelNoch keine Bewertungen
- Transformer: Quality Assurance PlanDokument9 SeitenTransformer: Quality Assurance PlanRadhakrishnan VNoch keine Bewertungen
- Approved - 400kV LADokument22 SeitenApproved - 400kV LAGuru MishraNoch keine Bewertungen
- Duqm Refinery Project EPC Package OneDokument22 SeitenDuqm Refinery Project EPC Package OnePrashant KumarNoch keine Bewertungen
- EVIOELITPF-07Cables Above Ground ChecklistDokument1 SeiteEVIOELITPF-07Cables Above Ground ChecklistMohit Kumar LodhiNoch keine Bewertungen
- D62 - 691 - 5 - C4-Specification Sheets PDFDokument26 SeitenD62 - 691 - 5 - C4-Specification Sheets PDFSoumiyaNoch keine Bewertungen
- 1.RFI COVER-combinedDokument3 Seiten1.RFI COVER-combinednatamas systemsNoch keine Bewertungen
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDokument34 SeitenTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopPastor VelasquezNoch keine Bewertungen
- API Standards For Pipe Inspections PDFDokument38 SeitenAPI Standards For Pipe Inspections PDFajayghosh3140100% (8)
- API Standards For Pipe InspectionsDokument38 SeitenAPI Standards For Pipe InspectionsNatraji100% (2)
- Mold Design Review Checklist: Part InformationDokument5 SeitenMold Design Review Checklist: Part InformationAbdul BasitNoch keine Bewertungen
- Concrete CoreDokument1 SeiteConcrete Corepatelvighnesh392Noch keine Bewertungen
- SACIC-CV-0003 Rev.04 Electronic Friction Cone and Piezocone Penetration TestDokument3 SeitenSACIC-CV-0003 Rev.04 Electronic Friction Cone and Piezocone Penetration TestEr Nizamuddin AliNoch keine Bewertungen
- Larsen & Toubro Limited: Ecc DivisionDokument4 SeitenLarsen & Toubro Limited: Ecc Divisionmanu_gite100% (2)
- In Amenas Gas Project Algeria: P03 20 Jan 04 Issued For Purchase J Neely J Pile J Pile R WalkerDokument3 SeitenIn Amenas Gas Project Algeria: P03 20 Jan 04 Issued For Purchase J Neely J Pile J Pile R WalkerDaoued HaouesNoch keine Bewertungen
- WI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionDokument5 SeitenWI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionRakesh MishraNoch keine Bewertungen
- Quality Assurance PlanDokument1 SeiteQuality Assurance PlanGuru Mishra100% (1)
- Painting Inspection ChecklistDokument2 SeitenPainting Inspection ChecklistOmid Razavi ZadehNoch keine Bewertungen
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDokument2 SeitenBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNoch keine Bewertungen
- Sunrise Process Equipments: Quality Assurance PlanDokument8 SeitenSunrise Process Equipments: Quality Assurance Plansushant_jhawerNoch keine Bewertungen
- NPT10111-PE-V-DS-621101-033 - R1 - Dial Type Level GaugeDokument5 SeitenNPT10111-PE-V-DS-621101-033 - R1 - Dial Type Level Gaugekkumar_717405Noch keine Bewertungen
- Painting DPR PDFDokument2 SeitenPainting DPR PDFNityaprakash NayakNoch keine Bewertungen
- Inspection and Test Plan Steel Sheet Pile DriDokument6 SeitenInspection and Test Plan Steel Sheet Pile DriSofda Imela100% (1)
- Daily Work Report - Steel StructureDokument2 SeitenDaily Work Report - Steel Structureعبداللة العبداللةNoch keine Bewertungen
- Report TemplateDokument3 SeitenReport TemplatePretech AnandNoch keine Bewertungen
- Acdb FQPDokument9 SeitenAcdb FQPAnonymous vcadX45TD7Noch keine Bewertungen
- CT - For SwitchayrdDokument12 SeitenCT - For SwitchayrdSindhuKumarNoch keine Bewertungen
- JP Raj Viknesh Advanced NDT CVDokument17 SeitenJP Raj Viknesh Advanced NDT CVBhavya Nath ReddyNoch keine Bewertungen
- 835-Pre-Commissioning of Vessels, Columns, Tanks and Heat ExcDokument3 Seiten835-Pre-Commissioning of Vessels, Columns, Tanks and Heat ExcFolarin AyodejiNoch keine Bewertungen
- 315020-DOC-3483 - (V-4083 Condensate Accumulator) - RevADokument7 Seiten315020-DOC-3483 - (V-4083 Condensate Accumulator) - RevAAnwar SadatNoch keine Bewertungen
- Fir - 01 - Ioc Petronas - Cable Laying - 12.03 PDFDokument3 SeitenFir - 01 - Ioc Petronas - Cable Laying - 12.03 PDFgaladrialNoch keine Bewertungen
- IPS-MBD20031-In-512 - Data Sheet of Rotameter - ADokument3 SeitenIPS-MBD20031-In-512 - Data Sheet of Rotameter - ANikhil KarkeraNoch keine Bewertungen
- Kalai Updated Resume (+91-7708216474) in IndiaDokument21 SeitenKalai Updated Resume (+91-7708216474) in IndiaAndrew RobertNoch keine Bewertungen
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Von EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Aahan's BirthdayDokument22 SeitenAahan's BirthdayDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- New File ListDokument2 SeitenNew File ListDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Educational Multimedia On Hydraulics and PneumaticsDokument89 SeitenEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDokument34 SeitenQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Dokument8 Seiten2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Girls Hostel FormDokument1 SeiteGirls Hostel FormDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Quality Circles For Vikramshila StudentsDokument22 SeitenQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Domestic Water Heater PDFDokument39 SeitenDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Salary Slip - May 2014Dokument5 SeitenSalary Slip - May 2014DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Dokument4 SeitenDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Boys Hostel FormDokument1 SeiteBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Prospectus For 14-15Dokument44 SeitenProspectus For 14-15DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Nss Allotment Request Letter ModifiedDokument2 SeitenNss Allotment Request Letter ModifiedDIPAK VINAYAK SHIRBHATE75% (4)
- Creativity & The Business IdeaDokument12 SeitenCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Prospectus For 13-14Dokument42 SeitenProspectus For 13-14DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Pramod Naik's Letter Director MsbteDokument1 SeitePramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Prospectus Data 2013-14Dokument12 SeitenProspectus Data 2013-14DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Classification of EnterprenuersDokument12 SeitenClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Inplant TrainingDokument1 SeiteInplant TrainingDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Importance of Diploma Education For Rural StudentsnnDokument55 SeitenImportance of Diploma Education For Rural Studentsnnvspd2010Noch keine Bewertungen
- Autocad 2009 Tips and Tricks DVSDokument24 SeitenAutocad 2009 Tips and Tricks DVSDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Leave ApplicationDokument2 SeitenLeave ApplicationDIPAK VINAYAK SHIRBHATE100% (2)
- Proposal For New PolytechnicDokument7 SeitenProposal For New PolytechnicDIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Rule 3Dokument1 SeiteRule 3DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Wind Energy - University QuesDokument2 SeitenWind Energy - University QuesKsn Hari100% (2)
- Lockout Tagout ProgramDokument6 SeitenLockout Tagout ProgramYuli AstutyNoch keine Bewertungen
- E3501 FPU KatalogversionDokument12 SeitenE3501 FPU KatalogversionRolando Jara YoungNoch keine Bewertungen
- Dimmable Fluorescent Troubleshooting Application Note #436Dokument8 SeitenDimmable Fluorescent Troubleshooting Application Note #436Loretta KimNoch keine Bewertungen
- Westinghouse Lighting Roadway Lighting Product Brochure 3-78Dokument24 SeitenWestinghouse Lighting Roadway Lighting Product Brochure 3-78Alan MastersNoch keine Bewertungen
- Design and Implementation of Multiple Output Switch Mode Power SupplyDokument6 SeitenDesign and Implementation of Multiple Output Switch Mode Power SupplyseventhsensegroupNoch keine Bewertungen
- EPR Insulation-CPE Jacket, MV-105-100% or 133% Insulation Level, 15kV-Single Conductor, Unishield®Dokument2 SeitenEPR Insulation-CPE Jacket, MV-105-100% or 133% Insulation Level, 15kV-Single Conductor, Unishield®TechnoCommercial2 OfficeNoch keine Bewertungen
- MRT 2150 M Series E2 3B6 Fat 3B6 SlimDokument1.282 SeitenMRT 2150 M Series E2 3B6 Fat 3B6 SlimLupul NegruNoch keine Bewertungen
- DOL Vs Soft StarterDokument12 SeitenDOL Vs Soft Startersathishnallathambi100% (1)
- Subject 4. - Product Design OCW PDFDokument33 SeitenSubject 4. - Product Design OCW PDFJose Luis BarradasNoch keine Bewertungen
- CFD Model For Charge and Discharge Cycle of AdsorptiveDokument10 SeitenCFD Model For Charge and Discharge Cycle of AdsorptiveNaufal MRNoch keine Bewertungen
- 6000 Chiller ManualDokument43 Seiten6000 Chiller Manualhytham.midani.63Noch keine Bewertungen
- Topic 1 Electrical Installation System in The BuildingDokument96 SeitenTopic 1 Electrical Installation System in The Buildingnabilnash21100% (5)
- LPI® Copper & Stainless Steel Earth Rods: o o o oDokument3 SeitenLPI® Copper & Stainless Steel Earth Rods: o o o oCecep NanuNoch keine Bewertungen
- The Starting SystemDokument20 SeitenThe Starting SystemRuth MwendaNoch keine Bewertungen
- 69NT40-561-001 To 199: Container RefrigerationDokument136 Seiten69NT40-561-001 To 199: Container RefrigerationMAYMODERN STEELNoch keine Bewertungen
- Manejo de Agua de Formación Campo Villano: Agip Oil Ecuador Jornadas Técnicas Spe Student Chapter Uce Enero 25/2017Dokument38 SeitenManejo de Agua de Formación Campo Villano: Agip Oil Ecuador Jornadas Técnicas Spe Student Chapter Uce Enero 25/2017Mauricio PadillaNoch keine Bewertungen
- Technical System Catalogue RilineDokument21 SeitenTechnical System Catalogue RilineTomislav ŠeplNoch keine Bewertungen
- Question and Answers Electrical MaintenaDokument416 SeitenQuestion and Answers Electrical MaintenaimranNoch keine Bewertungen
- Aac Block ReportDokument32 SeitenAac Block ReportAyush Dixit100% (1)
- Wa0010.Dokument6 SeitenWa0010.Zaid Hasan KhanNoch keine Bewertungen
- Wheelchairchart - 7 31 19Dokument4 SeitenWheelchairchart - 7 31 19lucholadeNoch keine Bewertungen
- Gas Cutting SafetyDokument2 SeitenGas Cutting SafetyTonmay MajumderNoch keine Bewertungen
- SBSBattery VRLA Tubular Gel VRZ Series PDFDokument1 SeiteSBSBattery VRLA Tubular Gel VRZ Series PDFAleiska Victoria Gómez BetancourthNoch keine Bewertungen
- General General Information: 13A MPIDokument91 SeitenGeneral General Information: 13A MPIDiego SantanaNoch keine Bewertungen
- Composite Insulators Ed1Dokument8 SeitenComposite Insulators Ed1Eduardo_Godoy_6160Noch keine Bewertungen
- Phy130 Tutorial 8Dokument3 SeitenPhy130 Tutorial 8Shuhaila Hanis RosliNoch keine Bewertungen
- SMAW BasicsDokument28 SeitenSMAW BasicssanjibkrjanaNoch keine Bewertungen
- TEC5500 OM p10 - 9 Battery Test PDFDokument3 SeitenTEC5500 OM p10 - 9 Battery Test PDFchanlalNoch keine Bewertungen
- AMF InstructionsDokument4 SeitenAMF Instructionspapasp105305Noch keine Bewertungen