Das könnte Ihnen auch gefallen
- Welding BasicDokument31 SeitenWelding BasicSNEHAL PATEL50% (2)
- Soldering Electronic Components 2nd EditionVon EverandSoldering Electronic Components 2nd EditionBewertung: 3 von 5 Sternen3/5 (2)
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDokument96 Seiten3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNoch keine Bewertungen
- Arc Welding - Basic Steps ReadingDokument12 SeitenArc Welding - Basic Steps Readingaddayesudas100% (1)
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- Chapter 2 Arc WeldingDokument39 SeitenChapter 2 Arc WeldingAbie RexoMen0% (1)
- Resistance WeldingDokument13 SeitenResistance WeldingAashishSethiNoch keine Bewertungen
- Qcs 2010 Part 28.02 Irrigation System SpecificationsDokument38 SeitenQcs 2010 Part 28.02 Irrigation System SpecificationsRotsapNayrb100% (1)
- Skewed Joint 1Dokument4 SeitenSkewed Joint 1sundar301Noch keine Bewertungen
- Shielded Metal Arc Welding: By: Charles Lu Derwin Li Andrew Tan Renz Raquion Emil WangDokument44 SeitenShielded Metal Arc Welding: By: Charles Lu Derwin Li Andrew Tan Renz Raquion Emil WangAndrew TanNoch keine Bewertungen
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDokument30 SeitenWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNoch keine Bewertungen
- Plasma CuttingDokument229 SeitenPlasma CuttingTilak MoundekarNoch keine Bewertungen
- WZC D19.0 72PVDokument6 SeitenWZC D19.0 72PVRamesh KrishnanNoch keine Bewertungen
- Introduction To Arc WeldingDokument36 SeitenIntroduction To Arc WeldingJo ShNoch keine Bewertungen
- Introduction To Arc WeldingDokument36 SeitenIntroduction To Arc WeldingcfcshakerNoch keine Bewertungen
- Welding BasicsDokument37 SeitenWelding BasicsSnehal DeshmukhNoch keine Bewertungen
- Welding Notes RTU KotaDokument65 SeitenWelding Notes RTU KotaKushagra JainNoch keine Bewertungen
- Seleccion de Bombas NetzschDokument47 SeitenSeleccion de Bombas Netzschcarlangas77100% (1)
- Essential Variables of SmawDokument7 SeitenEssential Variables of SmawAbdallah Mansour100% (6)
- GRADE 12 SMAW MODULE 4A 1st QuarterDokument20 SeitenGRADE 12 SMAW MODULE 4A 1st QuarterClare GarcesNoch keine Bewertungen
- Welding Lecture and OrientationDokument57 SeitenWelding Lecture and OrientationHenry SyNoch keine Bewertungen
- Welding Lab Report. Part 1Dokument6 SeitenWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDokument132 SeitenAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNoch keine Bewertungen
- Types of HammerDokument5 SeitenTypes of HammerJon Michael Antipuesto100% (1)
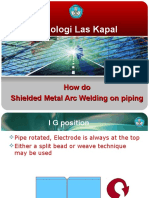
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDokument42 SeitenTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Noch keine Bewertungen
- Stainless Steels at High TemperaturesDokument40 SeitenStainless Steels at High TemperaturesMACKAY9999Noch keine Bewertungen
- Chapter2 (PDF Library)Dokument11 SeitenChapter2 (PDF Library)Pedro Lucas Menezes Lourenço100% (1)
- Lab Alkaline Earth MetalsDokument6 SeitenLab Alkaline Earth MetalsMatt HallNoch keine Bewertungen
- 4 SmawDokument39 Seiten4 SmawEngineerSajidAlamNoch keine Bewertungen
- WeldingDokument9 SeitenWeldingDebanjali MajumderNoch keine Bewertungen
- Lec 7Dokument28 SeitenLec 7Omar AssalNoch keine Bewertungen
- Ddugky Welding Lab ManualDokument15 SeitenDdugky Welding Lab ManualprakashNoch keine Bewertungen
- Applying Shielded Metal Arc Welding TechniquesDokument134 SeitenApplying Shielded Metal Arc Welding Techniquesgaspardo123Noch keine Bewertungen
- Applying SMAW TechniqueDokument134 SeitenApplying SMAW Techniqueperlan1234Noch keine Bewertungen
- Shielded Metal Arc Welding TechniqueDokument134 SeitenShielded Metal Arc Welding Techniqueperlan1234Noch keine Bewertungen
- WELDINGDokument8 SeitenWELDINGManibhusan MohapatroNoch keine Bewertungen
- Welding: Edge PreparationsDokument8 SeitenWelding: Edge PreparationsManibhusanNoch keine Bewertungen
- Applying SMAW TechniquesDokument134 SeitenApplying SMAW Techniquesgaspardo123Noch keine Bewertungen
- Welding Shop Lab ManualDokument13 SeitenWelding Shop Lab Manualcijiv82077Noch keine Bewertungen
- Shield Metal Arc WeldingDokument4 SeitenShield Metal Arc Weldingகோகுல் இராNoch keine Bewertungen
- TVL SMAW11 Q2 M2 ModifiedDokument9 SeitenTVL SMAW11 Q2 M2 ModifiedJennylynNoch keine Bewertungen
- SmawDokument19 SeitenSmawmissunique52Noch keine Bewertungen
- SMAWDokument8 SeitenSMAWmostafaNoch keine Bewertungen
- WeldingDokument28 SeitenWeldingGowtham KumarNoch keine Bewertungen
- Lec 13 Unit 3 Arc Welding - HAFDokument23 SeitenLec 13 Unit 3 Arc Welding - HAFZakyNoch keine Bewertungen
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Dokument14 SeitenWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNoch keine Bewertungen
- Lab Report 2..weldingDokument7 SeitenLab Report 2..weldingUsman Saeed Kiani100% (1)
- Welding PPMTDokument20 SeitenWelding PPMTRadha BagriNoch keine Bewertungen
- SMAW ElectrodesDokument2 SeitenSMAW ElectrodesAsaad MohamedNoch keine Bewertungen
- Basics in WeldingDokument63 SeitenBasics in WeldingK JeevanNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument7 SeitenShielded Metal Arc WeldingSiraj JunaidNoch keine Bewertungen
- Introduction To Arc WeldingDokument36 SeitenIntroduction To Arc WeldingKetan VaghosiNoch keine Bewertungen
- Shielded-Metal Arc Welding: Terms of UseDokument12 SeitenShielded-Metal Arc Welding: Terms of UseRonald BagayNoch keine Bewertungen
- Set-Up Welding EquipmentsDokument37 SeitenSet-Up Welding EquipmentsEvan Jared L. GalvezNoch keine Bewertungen
- Arc N Gas ReportDokument25 SeitenArc N Gas ReportAnahAlhabshiNoch keine Bewertungen
- Power Point Essentials of WeldingDokument53 SeitenPower Point Essentials of WeldingWilmerNoch keine Bewertungen
- Shielded Metal Arc Welding (Smaw) : Kristiana Pasau, ST., MTDokument43 SeitenShielded Metal Arc Welding (Smaw) : Kristiana Pasau, ST., MTRobinson PasaribuNoch keine Bewertungen
- Metal Joining CH 1 GDokument20 SeitenMetal Joining CH 1 Gወይኩን ፍቃድከNoch keine Bewertungen
- Arc 2Dokument59 SeitenArc 2May FadlNoch keine Bewertungen
- Lec 8Dokument45 SeitenLec 8Omar AssalNoch keine Bewertungen
- MCW Arc WeldingDokument28 SeitenMCW Arc WeldingNeelove SharmaNoch keine Bewertungen
- Wa0000Dokument10 SeitenWa0000rahulk508257Noch keine Bewertungen
- Tee L160049Dokument28 SeitenTee L160049Avn Angl BnctNoch keine Bewertungen
- Shielded Metal Arc Welding (SMAW)Dokument40 SeitenShielded Metal Arc Welding (SMAW)Nell Sabas AdolfoNoch keine Bewertungen
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDokument4 Seiten(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanNoch keine Bewertungen
- Electrode Converted Into TextDokument14 SeitenElectrode Converted Into TextNeha NimbarkNoch keine Bewertungen
- 1450 Pressure Test PumpDokument1 Seite1450 Pressure Test PumpAri WidyantoNoch keine Bewertungen
- Bell Roller SupportDokument1 SeiteBell Roller SupportAri WidyantoNoch keine Bewertungen
- Ajaran: Jadwal Tengah Semester Tahun Program StudiDokument2 SeitenAjaran: Jadwal Tengah Semester Tahun Program StudiAri WidyantoNoch keine Bewertungen
- Turing 6-1Dokument12 SeitenTuring 6-1Ari WidyantoNoch keine Bewertungen
- Art 3A10.1007 2Fs00170 014 5892 6Dokument1 SeiteArt 3A10.1007 2Fs00170 014 5892 6Ari WidyantoNoch keine Bewertungen
- Programme Mecatronic OperatorDokument3 SeitenProgramme Mecatronic OperatorAri WidyantoNoch keine Bewertungen
- Unienglish Listening/Speaking: Presentations (6) : Inviting QuestionsDokument1 SeiteUnienglish Listening/Speaking: Presentations (6) : Inviting QuestionsAri WidyantoNoch keine Bewertungen
- Final Simultan2013Dokument354 SeitenFinal Simultan2013Ari WidyantoNoch keine Bewertungen
- Sheet Metal Thickness ChartDokument1 SeiteSheet Metal Thickness CharttylerstearnsNoch keine Bewertungen
- Chemistry Worksheet 5 IG I (1) MAKING USE OF METALSDokument3 SeitenChemistry Worksheet 5 IG I (1) MAKING USE OF METALSRaj MalkanNoch keine Bewertungen
- Incoloy Alloy 825 UNS N08825 Welding Rod Manufacturer in IndiaDokument2 SeitenIncoloy Alloy 825 UNS N08825 Welding Rod Manufacturer in IndiaOZAIRTRADELINKNoch keine Bewertungen
- Moon-Star EN 190304Dokument28 SeitenMoon-Star EN 190304NathanNoch keine Bewertungen
- Furse Copper Earth RodsDokument3 SeitenFurse Copper Earth RodsAlfares KingNoch keine Bewertungen
- Qualitative Analysis Wired ChemistDokument18 SeitenQualitative Analysis Wired ChemistFrances GanotisiNoch keine Bewertungen
- Hummel Metal HSK-M Standard Cable Glands: Metric ThreadDokument2 SeitenHummel Metal HSK-M Standard Cable Glands: Metric Threadalexandresq4283Noch keine Bewertungen
- Boron Effect On HRCDokument6 SeitenBoron Effect On HRCsaleemut3Noch keine Bewertungen
- Chapter21 - Fundamental of MachiningDokument63 SeitenChapter21 - Fundamental of Machining叭叭叭2Noch keine Bewertungen
- CASTOL - Hysol SL 50 XBB - High Performance Soluble Metalworking FluidDokument2 SeitenCASTOL - Hysol SL 50 XBB - High Performance Soluble Metalworking FluidXto PeregrinNoch keine Bewertungen
- ECTFE Material Plastic Piping For H2SO4 98 %Dokument11 SeitenECTFE Material Plastic Piping For H2SO4 98 %Hudi LeksonoNoch keine Bewertungen
- About Welding Process 44Dokument1 SeiteAbout Welding Process 44XerexNoch keine Bewertungen
- DATA SHEET NO. 2006-013 Epigard High Build Mio Brown / GreyDokument2 SeitenDATA SHEET NO. 2006-013 Epigard High Build Mio Brown / Greyvijayakumar_samyNoch keine Bewertungen
- Name of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsDokument7 SeitenName of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsMD Mahmudul Hasan MasudNoch keine Bewertungen
- Practical 4 WeldingDokument7 SeitenPractical 4 WeldingSyamira ZakariaNoch keine Bewertungen
- Thread Types - James Glen PDFDokument7 SeitenThread Types - James Glen PDFVikranth ReddyNoch keine Bewertungen
- BS - 3601 - (Carbon Steel Pipes and Tubes With Specified Room Temperature Properties For Pressure Purposes)Dokument23 SeitenBS - 3601 - (Carbon Steel Pipes and Tubes With Specified Room Temperature Properties For Pressure Purposes)Aditya Jane100% (1)
- Gas WeldingDokument22 SeitenGas WeldingShalin Sharma50% (2)
- Special Flange OverviewDokument11 SeitenSpecial Flange OverviewdzardoniNoch keine Bewertungen
- BDL Project Supply Range and Specification For Piping Materials PDFDokument49 SeitenBDL Project Supply Range and Specification For Piping Materials PDFEngr Arfan Ali DhamrahoNoch keine Bewertungen
- Mechanical TestingDokument45 SeitenMechanical TestingshrikantajitNoch keine Bewertungen