Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- C-4, Homemade C-4 - Ragnar Benson - Paladin PressDokument28 SeitenC-4, Homemade C-4 - Ragnar Benson - Paladin Pressalwaysalone83% (52)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Guerilla's Arsenal - David Harber - Paladin PressDokument82 SeitenGuerilla's Arsenal - David Harber - Paladin PressAntiFascistMilitant89% (19)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Will Schran Cone 6 Crystals PDFDokument4 SeitenWill Schran Cone 6 Crystals PDFjaguilar333Noch keine Bewertungen
- Manufacturing LectureDokument22 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing LectureDokument124 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing LectureDokument35 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing LectureDokument44 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing LectureDokument149 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing Technology - I ME 303Dokument105 SeitenManufacturing Technology - I ME 303mohtram1037100% (1)
- Manufacturing LectureDokument25 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Manufacturing LectureDokument43 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Explosives EngineeringDokument476 SeitenExplosives Engineeringl209100% (4)
- Geometrical Dimensioning & Tolerancing: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing StandardDokument86 SeitenGeometrical Dimensioning & Tolerancing: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing Standardmohtram1037100% (4)
- Lecture 1 - Microbial Growth RequirementsDokument44 SeitenLecture 1 - Microbial Growth RequirementsAdam AhsanNoch keine Bewertungen
- Tungsten, or WolframDokument19 SeitenTungsten, or WolframVysakh VasudevanNoch keine Bewertungen
- Enzymatic and Non EnzymaticDokument28 SeitenEnzymatic and Non EnzymaticHaseen AhmedNoch keine Bewertungen
- WKS 1 Excavations ACOP Fire Explosions in Underground Mines TunnelsDokument186 SeitenWKS 1 Excavations ACOP Fire Explosions in Underground Mines TunnelsBonaventure NzeyimanaNoch keine Bewertungen
- VABAL/SC/F/A/12/OMS: Overcenter Valves (Danfoss Motor)Dokument2 SeitenVABAL/SC/F/A/12/OMS: Overcenter Valves (Danfoss Motor)jbsb1Noch keine Bewertungen
- First Quarter Exam Tle 7 CookeryDokument8 SeitenFirst Quarter Exam Tle 7 CookeryDominic Camacho Rota100% (2)
- GoldSoftener TotalHome OwnersGuide 01018854Dokument71 SeitenGoldSoftener TotalHome OwnersGuide 01018854er3456dfNoch keine Bewertungen
- Smart Materials PowerpointDokument6 SeitenSmart Materials PowerpointAlyssa Orilla100% (1)
- Common Rock Forming MineralsDokument4 SeitenCommon Rock Forming MineralsClyde Chloe D. Traya100% (1)
- PDLDokument53 SeitenPDLrami ghorbelNoch keine Bewertungen
- Determination of Mono-And Diglycerides by Capillary Gas ChromatographyDokument10 SeitenDetermination of Mono-And Diglycerides by Capillary Gas ChromatographyJuliette GaviriaNoch keine Bewertungen
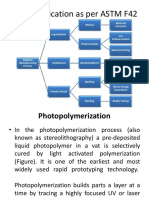
- AM Classification As Per ASTM F42Dokument19 SeitenAM Classification As Per ASTM F42RajijackNoch keine Bewertungen
- 4-Bio Factsheets - Protein SynthesisDokument4 Seiten4-Bio Factsheets - Protein SynthesisAbir OmarNoch keine Bewertungen
- Amine IDokument13 SeitenAmine IjohnsmithprayNoch keine Bewertungen
- Alum Dan PAC MyanmarDokument8 SeitenAlum Dan PAC MyanmarKeder Lala2Noch keine Bewertungen
- Scale Up of BioreactorDokument8 SeitenScale Up of BioreactoraathiraNoch keine Bewertungen
- Hardtop CA PDFDokument5 SeitenHardtop CA PDFBiju_PottayilNoch keine Bewertungen
- Chemistry Conceptual Inorganic ChemistryDokument219 SeitenChemistry Conceptual Inorganic ChemistrySankar100% (1)
- Chemistry Notes Acids Bases and SaltsDokument7 SeitenChemistry Notes Acids Bases and SaltsGouri RajNoch keine Bewertungen
- Chapter 4: Organic MoleculesDokument3 SeitenChapter 4: Organic MoleculesUltramixNoch keine Bewertungen
- Doc316 53 01113Dokument6 SeitenDoc316 53 01113pothanNoch keine Bewertungen
- Flexible Pavements PDFDokument29 SeitenFlexible Pavements PDFBhanuNoch keine Bewertungen
- Catalysis Norskov 05 15 02Dokument36 SeitenCatalysis Norskov 05 15 02Rafael Ricardo Celin ManceraNoch keine Bewertungen
- Rubber World Magazine 2020-12 DecDokument90 SeitenRubber World Magazine 2020-12 DecGijoNoch keine Bewertungen
- Pendahuluan, Metabolit Primer Dan Sekunder PDFDokument85 SeitenPendahuluan, Metabolit Primer Dan Sekunder PDFViena CynthiaNoch keine Bewertungen
- 9245 Single Channel On-Line Sodium Analyzer-Operator ManualDokument130 Seiten9245 Single Channel On-Line Sodium Analyzer-Operator Manualdenios09Noch keine Bewertungen
- 15.0 Colgrout Masonry Works HandbookDokument48 Seiten15.0 Colgrout Masonry Works HandbookShabbir LokhandwalaNoch keine Bewertungen
- Polymer Carrer 12Dokument33 SeitenPolymer Carrer 12Ếch OrsonNoch keine Bewertungen
- Bio f244 Instrumental Methods of Analysis1Dokument3 SeitenBio f244 Instrumental Methods of Analysis1Gabriel SynthesisNoch keine Bewertungen