Das könnte Ihnen auch gefallen
- 246 Spanish Welding TermsDokument1 Seite246 Spanish Welding TermsHugh Fox III0% (1)
- Presentación Simbología AWSDokument46 SeitenPresentación Simbología AWSCarlos NaranjoNoch keine Bewertungen
- EXT phnZgLPtEHfTM6M6v1AQ PDFDokument5 SeitenEXT phnZgLPtEHfTM6M6v1AQ PDFRamon VinyesNoch keine Bewertungen
- Aceros FerriticosDokument124 SeitenAceros Ferriticosmilajo0780% (5)
- WPS Bases de Aluminio MigDokument2 SeitenWPS Bases de Aluminio MigRuben GomezNoch keine Bewertungen
- Macroataque Import Sold PDFDokument29 SeitenMacroataque Import Sold PDFDavid LiliNoch keine Bewertungen
- Inspeccion Radiografias IndustrialesDokument198 SeitenInspeccion Radiografias IndustrialesWinsy Johan Diaz VanegasNoch keine Bewertungen
- Aws WJ Esp 201504Dokument74 SeitenAws WJ Esp 201504alefeli26Noch keine Bewertungen
- Fisuras, Propiedades Mecanicas en SoldadurasDokument10 SeitenFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroNoch keine Bewertungen
- Revista Aws American Welding Society Enero 2016Dokument60 SeitenRevista Aws American Welding Society Enero 2016FrancoAcevedoPascualNoch keine Bewertungen
- Marathon PackDokument8 SeitenMarathon Packcamelod555Noch keine Bewertungen
- Clinica API 1104Dokument0 SeitenClinica API 1104Orlando Delgado HuamaliNoch keine Bewertungen
- WeldDokument86 SeitenWeldCOCONEITORNoch keine Bewertungen
- Aws A5.16Dokument2 SeitenAws A5.16Adrlo CebreatNoch keine Bewertungen
- 09 Proceso Gmaw FcawDokument19 Seiten09 Proceso Gmaw FcawRicardo Andrés BArros TaffurNoch keine Bewertungen
- Temario Del Curso Cwi - AwsDokument1 SeiteTemario Del Curso Cwi - AwsJuan Bedolla FloresNoch keine Bewertungen
- CWIDokument5 SeitenCWINgro Quinapaxi GonzalezNoch keine Bewertungen
- Porcentaje de Carbono EquivalenteDokument4 SeitenPorcentaje de Carbono EquivalenteJosue Leo SilvaNoch keine Bewertungen
- Wps BlancoDokument2 SeitenWps BlancoChristian GramNoch keine Bewertungen
- Soldadura de Aceros Al CarbonoDokument36 SeitenSoldadura de Aceros Al CarbonoJunior Alvarado100% (1)
- Nomenclatura de AcerosDokument43 SeitenNomenclatura de AcerosIrvin SotoNoch keine Bewertungen
- Clasificacion de Los ElectrodosDokument24 SeitenClasificacion de Los Electrodoscolombia555100% (1)
- SSPC Pa2 EspanDokument13 SeitenSSPC Pa2 Espancristian loyolaNoch keine Bewertungen
- Cuestionario Calidad de La SoldaduraDokument3 SeitenCuestionario Calidad de La SoldaduraJuliana Ramirez100% (1)
- Norma Mexicana Nmx-H-127-Canacero-2019Dokument13 SeitenNorma Mexicana Nmx-H-127-Canacero-2019Mario FuentesklrlyNoch keine Bewertungen
- Alivio Tensiones Por VibracionDokument13 SeitenAlivio Tensiones Por VibracionDaniel LlorenteNoch keine Bewertungen
- Normas, Discontinuidades y Defectos en Soldaduras - Payend 2Dokument62 SeitenNormas, Discontinuidades y Defectos en Soldaduras - Payend 2Christian BustamanteNoch keine Bewertungen
- Norma Nema Ew1 - 24Dokument51 SeitenNorma Nema Ew1 - 24Evaristo Torres Parra100% (1)
- Curso CWSDokument1 SeiteCurso CWSWCORSALNoch keine Bewertungen
- Procedimiento de Dureza BrinellDokument26 SeitenProcedimiento de Dureza BrinellDavid SoSaNoch keine Bewertungen
- Socavado en Cordon de SoldaduraDokument1 SeiteSocavado en Cordon de SoldaduraHernan GarciaNoch keine Bewertungen
- SOLDEO ENTRE MATERILAES DISIMILARES-manual CESOL.. PDFDokument38 SeitenSOLDEO ENTRE MATERILAES DISIMILARES-manual CESOL.. PDFRichard Nelson Antonio EspinozaNoch keine Bewertungen
- Soldadura AluminioDokument5 SeitenSoldadura AluminioJose Luis PandoNoch keine Bewertungen
- Wps 1-2Dokument2 SeitenWps 1-2Christian GramNoch keine Bewertungen
- Fronius CMTDokument16 SeitenFronius CMTCarlos Bermejo Alvarez100% (1)
- Módulo 10: Inspección Visual Y End Módulo 10: Inspección Visual Y EndDokument8 SeitenMódulo 10: Inspección Visual Y End Módulo 10: Inspección Visual Y Endedinson castrilloNoch keine Bewertungen
- 04.especificación Técnica de Estructuras Metálicas PDFDokument10 Seiten04.especificación Técnica de Estructuras Metálicas PDFquiron2014Noch keine Bewertungen
- Monel 400 Con GtawDokument10 SeitenMonel 400 Con GtawmonikitismonikitisNoch keine Bewertungen
- WM 0924 04 EsDokument224 SeitenWM 0924 04 EsHerbert Ahuanari Castro100% (1)
- Aws WJ Esp 201610Dokument80 SeitenAws WJ Esp 201610VidaurriNoch keine Bewertungen
- Metal de Aporte Bohler PDFDokument32 SeitenMetal de Aporte Bohler PDFRuben Dario Mamani ArellanoNoch keine Bewertungen
- Metalurgia de La SoldaduraDokument37 SeitenMetalurgia de La SoldaduraLarry Suarez100% (1)
- Catalogo Tecnico UtpDokument179 SeitenCatalogo Tecnico UtpHolger M Vizcaino S100% (1)
- Procesos de Soldadura de Materiales No Ferrosos..Ing EDGAR PEREZ H.Dokument84 SeitenProcesos de Soldadura de Materiales No Ferrosos..Ing EDGAR PEREZ H.Jose Luis Roca CordovaNoch keine Bewertungen
- Instalaciones y Procesos de ReveladoDokument138 SeitenInstalaciones y Procesos de Reveladoqw wqNoch keine Bewertungen
- Defectos de SoldaduraDokument9 SeitenDefectos de SoldadurajimmymamaniquispeNoch keine Bewertungen
- Electrodos Bajo HidrogenoDokument1 SeiteElectrodos Bajo HidrogenoclartkentNoch keine Bewertungen
- Curso Api1104 Esp.Dokument92 SeitenCurso Api1104 Esp.Raul100% (4)
- Calificaciones de SoldaduraDokument34 SeitenCalificaciones de Soldadurafernandoalex16Noch keine Bewertungen
- Conexiones SoldadasDokument19 SeitenConexiones SoldadasjuniorNoch keine Bewertungen
- Esab Boletin-Tecnico-Nº134Dokument36 SeitenEsab Boletin-Tecnico-Nº134Jose Luis PizarroNoch keine Bewertungen
- Awsd1 1Dokument71 SeitenAwsd1 1Juan Santos90% (10)
- Resumen API 1104Dokument13 SeitenResumen API 1104Giovanni FloresNoch keine Bewertungen
- Procesos de SoldaduraDokument12 SeitenProcesos de SoldaduracarlosNoch keine Bewertungen
- Nag 250Dokument11 SeitenNag 250Ivan FuscoNoch keine Bewertungen
- Uso de Códigos Al Momento de InspeccionarDokument2 SeitenUso de Códigos Al Momento de InspeccionarTkiaNoch keine Bewertungen
- Curso de Soldadura y Mtls - para IngenierosDokument16 SeitenCurso de Soldadura y Mtls - para IngenierosGerardo CastilloNoch keine Bewertungen
- Esposión de LenguajeDokument5 SeitenEsposión de LenguajeREYNA ISABEL RAMOS HINOSTROZANoch keine Bewertungen
- Introduccion API Asme AwsDokument35 SeitenIntroduccion API Asme AwssebasttiancNoch keine Bewertungen
- Api 1104 PonenciaDokument93 SeitenApi 1104 PonenciaCesar RamosNoch keine Bewertungen
- Normas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28Dokument71 SeitenNormas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28ALEXANDRA GARCIA CAICEDONoch keine Bewertungen
- Guia para 2do Medio SolucionesDokument3 SeitenGuia para 2do Medio SolucionesDaniel BurtonNoch keine Bewertungen
- Problemario Balance 3Dokument2 SeitenProblemario Balance 3ingridmtzlorenzana18Noch keine Bewertungen
- INFORME - Método de Muestreo para Metales en El AireDokument16 SeitenINFORME - Método de Muestreo para Metales en El AireMichael GNoch keine Bewertungen
- Practica 5Dokument9 SeitenPractica 5Carolina AarhuataNoch keine Bewertungen
- GlosarioDokument3 SeitenGlosarioARLETTE GUADALUPE LUNA P�REZNoch keine Bewertungen
- PETROLATODokument4 SeitenPETROLATOSusy Elena T N100% (1)
- Proyecto de Estimulacion de Pozo (Sal X-9) Grupo8Dokument56 SeitenProyecto de Estimulacion de Pozo (Sal X-9) Grupo8Martin Flores100% (1)
- Informe 14Dokument6 SeitenInforme 14Santiago CorreaNoch keine Bewertungen
- Articulo Cientifico Del Proyecto FinalDokument8 SeitenArticulo Cientifico Del Proyecto FinalAndres Hernando Charfuelan HurtadoNoch keine Bewertungen
- Lab Biologia Actividad EnzimaticaDokument7 SeitenLab Biologia Actividad EnzimaticaAlejandra NovoaNoch keine Bewertungen
- Diapositivas de Operaciones de SeparaciónDokument16 SeitenDiapositivas de Operaciones de SeparaciónEdicely EVNoch keine Bewertungen
- Tema 1 2013 Introducción A Los Materiales Cementantes SuplementariosDokument28 SeitenTema 1 2013 Introducción A Los Materiales Cementantes SuplementariosCarolinaCentellesHidalgoNoch keine Bewertungen
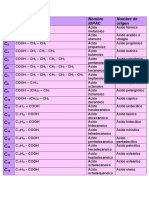
- Lípidos AmplDokument49 SeitenLípidos AmplIgor BobadillaNoch keine Bewertungen
- Informe de La CIA Y CICDokument14 SeitenInforme de La CIA Y CICMerita ventura RosasNoch keine Bewertungen
- ESTERILIZACIÓNDokument35 SeitenESTERILIZACIÓNSaul Soto0% (1)
- Informe Laboratorio #2 ColoidesDokument12 SeitenInforme Laboratorio #2 Coloidesyessika olarteNoch keine Bewertungen
- TQ Problemario2012Dokument45 SeitenTQ Problemario2012Alfrdo Lopz0% (1)
- 2040 Desintegración USP35Dokument6 Seiten2040 Desintegración USP35Analy Pocón HernándezNoch keine Bewertungen
- FórmulaDokument1 SeiteFórmulaMelani GuamaNoch keine Bewertungen
- QGII Dilución de DisolucionesDokument14 SeitenQGII Dilución de DisolucionesJeff AlexanderNoch keine Bewertungen
- Gases NoblesDokument13 SeitenGases NoblesHéctor VillanuevaNoch keine Bewertungen
- Nomenclatura Inorgánica BDokument19 SeitenNomenclatura Inorgánica BLeticia Sanchez0% (1)
- El OroDokument5 SeitenEl OroYucy PinoNoch keine Bewertungen
- Inhibición de IncrustacionesDokument38 SeitenInhibición de IncrustacionesSantiagoNoch keine Bewertungen
- Manual de Practicas de Laboratorio OrgánicaDokument31 SeitenManual de Practicas de Laboratorio OrgánicaMtra Sofy ChaconNoch keine Bewertungen
- Dehydat 8312 PDFDokument4 SeitenDehydat 8312 PDFarguijNoch keine Bewertungen
- Acido Sufurico TrabajoDokument13 SeitenAcido Sufurico TrabajojuliojcslNoch keine Bewertungen
- Metales TerreosDokument14 SeitenMetales TerreosRüTyPëkëWrÏstNoch keine Bewertungen
- ASTM D-4057 EspañolDokument56 SeitenASTM D-4057 EspañolOrlando Casiano FloresNoch keine Bewertungen