Das könnte Ihnen auch gefallen
- JBM Report (20331) MEDokument30 SeitenJBM Report (20331) MEKshitijKumarNoch keine Bewertungen
- Rent ReceiptDokument1 SeiteRent ReceiptRajesh RamakrishnanNoch keine Bewertungen
- Rent ReceiptDokument1 SeiteRent Receiptpandian002Noch keine Bewertungen
- Training ReportDokument18 SeitenTraining ReportSachin ShikotraNoch keine Bewertungen
- Is 1570 7Dokument18 SeitenIs 1570 7Raj K Sharma100% (1)
- Automatic portable spot welding machineDokument24 SeitenAutomatic portable spot welding machinekeerthanaNoch keine Bewertungen
- Powder Coating Process FinalDokument6 SeitenPowder Coating Process FinalRucarean PetreNoch keine Bewertungen
- Strut Channel Roll Forming Machine SpecsDokument7 SeitenStrut Channel Roll Forming Machine SpecsIkram SarghiniNoch keine Bewertungen
- Industrial TrainingDokument60 SeitenIndustrial TrainingAnshul JangaleNoch keine Bewertungen
- Fabrication Process Report (Group C)Dokument12 SeitenFabrication Process Report (Group C)Shareen 1122Noch keine Bewertungen
- Chapter 1 Introduction To Mechanical Design ProcessDokument28 SeitenChapter 1 Introduction To Mechanical Design ProcessMuhamad ArifNoch keine Bewertungen
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDokument51 SeitenManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991Noch keine Bewertungen
- HMT PinjoreDokument45 SeitenHMT PinjoreJaskiratSinghNoch keine Bewertungen
- Advantages and Disadvantages of Powder MetallurgyDokument2 SeitenAdvantages and Disadvantages of Powder Metallurgyvinslin67% (6)
- Lab Manual Manufacturing Proccesses IIDokument80 SeitenLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- MIG Welding Process Do's and Don'tsDokument3 SeitenMIG Welding Process Do's and Don'tsSubrat pandaNoch keine Bewertungen
- Laser Cutting Lab ReportDokument3 SeitenLaser Cutting Lab ReportAmilin HatiaraNoch keine Bewertungen
- Wire RoadDokument16 SeitenWire Road02081987Noch keine Bewertungen
- A PPT On NBC TrainingDokument17 SeitenA PPT On NBC Traininggourav_nama_2150% (2)
- Industrial Training Presentation on Engineering Consultancy ServicesDokument11 SeitenIndustrial Training Presentation on Engineering Consultancy ServicesRedza Rabani RosliNoch keine Bewertungen
- Total Productive Maintenance (TPM) Implementation Practice: A Literature Review and DirectionsDokument31 SeitenTotal Productive Maintenance (TPM) Implementation Practice: A Literature Review and DirectionsKevin_INoch keine Bewertungen
- FR (R 0) 3379 For HSM RSPDokument122 SeitenFR (R 0) 3379 For HSM RSPmalikrocks3436Noch keine Bewertungen
- Industrial Training Report: Dronacharya College of EngineeringDokument26 SeitenIndustrial Training Report: Dronacharya College of EngineeringKshitijKumar100% (1)
- BHEL Haridwar Summer TrainingDokument23 SeitenBHEL Haridwar Summer TrainingNew CreationNoch keine Bewertungen
- ISO 3834-1 quality requirements for fusion welding of metallic materialsDokument1 SeiteISO 3834-1 quality requirements for fusion welding of metallic materialsRamzi BEN AHMEDNoch keine Bewertungen
- Is 15582 2005Dokument17 SeitenIs 15582 2005sarath6725Noch keine Bewertungen
- Gupta Power Infrastructure LTDDokument88 SeitenGupta Power Infrastructure LTDAgarwal SumitNoch keine Bewertungen
- Resistance WeldingDokument19 SeitenResistance WeldingJustin McClendon100% (1)
- 32056Dokument3 Seiten32056Raja0% (1)
- Heavy Mechanical ComplexDokument67 SeitenHeavy Mechanical ComplexSyed Bukhari100% (1)
- Controlling The Defects of Paint Shop PDFDokument4 SeitenControlling The Defects of Paint Shop PDFRahul SasidharanNoch keine Bewertungen
- MD Design ConsiderationDokument18 SeitenMD Design ConsiderationjhpatelNoch keine Bewertungen
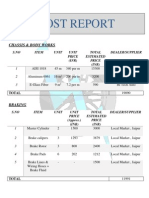
- Cost Report: Chassis & Body WorksDokument6 SeitenCost Report: Chassis & Body WorksJisselAroraNoch keine Bewertungen
- Project Report On NBCDokument49 SeitenProject Report On NBCamaramar511Noch keine Bewertungen
- Ethiopian Technical University Metal Cutting AssignmentDokument25 SeitenEthiopian Technical University Metal Cutting AssignmentBizuayehu Tadesse100% (1)
- Stainless Steel Flat ProductsDokument15 SeitenStainless Steel Flat Productsstrip1Noch keine Bewertungen
- Electrode Maintenance For Resistance Spot WeldingDokument3 SeitenElectrode Maintenance For Resistance Spot Weldingottou812Noch keine Bewertungen
- Lab Report 2, Foundry, Casting of AluminumDokument5 SeitenLab Report 2, Foundry, Casting of Aluminumnadeem rana0% (1)
- F& F LAB MANUALDokument18 SeitenF& F LAB MANUALJagdish Singh MehtaNoch keine Bewertungen
- Workshop Welding ShopDokument80 SeitenWorkshop Welding ShopBhaskar KandpalNoch keine Bewertungen
- Welding MachineDokument19 SeitenWelding Machineashish sahaNoch keine Bewertungen
- Sheet-Metal Forming ProcessesDokument60 SeitenSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- Steel Pipe Manufacturing ProcessDokument23 SeitenSteel Pipe Manufacturing Processvishal vallapureNoch keine Bewertungen
- Micromachining Techniques for Micro ComponentsDokument33 SeitenMicromachining Techniques for Micro Componentskshitij shahNoch keine Bewertungen
- Supplier Quality Manual: Sundram Fasteners LimitedDokument21 SeitenSupplier Quality Manual: Sundram Fasteners LimitedR.BALASUBRAMANINoch keine Bewertungen
- SR No T-Code DescriptionDokument9 SeitenSR No T-Code DescriptionMayand Dua100% (1)
- What Is Mild SteelDokument2 SeitenWhat Is Mild SteelahmedNoch keine Bewertungen
- Hindustan Hydraulics EHPsh25 PDFDokument4 SeitenHindustan Hydraulics EHPsh25 PDFshyam_ink50% (2)
- MostDokument2 SeitenMostPrem RupareliyaNoch keine Bewertungen
- Chapter 1 Powder Metallurgy - JRJDokument99 SeitenChapter 1 Powder Metallurgy - JRJK. K. TUTORIALS TECH CLUB100% (1)
- Arc Welding Electrodes Powerpoint PPT PresentationDokument4 SeitenArc Welding Electrodes Powerpoint PPT PresentationramuNoch keine Bewertungen
- Causeway Stoving Zinc Phosphate Primer: Technical Data SheetDokument1 SeiteCauseway Stoving Zinc Phosphate Primer: Technical Data SheetYogan KilakshanNoch keine Bewertungen
- Types of Li-ion Batteries ExplainedDokument19 SeitenTypes of Li-ion Batteries Explaineddilan bro SL100% (1)
- Am SteelDokument28 SeitenAm Steelyogesh v100% (1)
- Tamilnadu Factories Rules-: The Statics and Mobile Pressure Vessels RULES 1981Dokument13 SeitenTamilnadu Factories Rules-: The Statics and Mobile Pressure Vessels RULES 1981Gar PiNoch keine Bewertungen
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- Metal Fabrication ReportDokument48 SeitenMetal Fabrication Reportdj170263% (8)
- Yamaha - Training & Dev. Quality ControlDokument119 SeitenYamaha - Training & Dev. Quality ControlSami Zama100% (1)
- Training PPT 18001004028Dokument18 SeitenTraining PPT 18001004028Mandeep TanwarNoch keine Bewertungen
- Working Capital ReportDokument22 SeitenWorking Capital Reportdivyansh khandujaNoch keine Bewertungen
- Frigate Flyer Dribble ConveyorDokument1 SeiteFrigate Flyer Dribble ConveyorSandeepRajNoch keine Bewertungen
- Microsoft Word - MA - QPDokument16 SeitenMicrosoft Word - MA - QPSandeepRajNoch keine Bewertungen
- Q 1Dokument34 SeitenQ 1SandeepRajNoch keine Bewertungen
- Marksheet 4th YrDokument1 SeiteMarksheet 4th YrSandeepRajNoch keine Bewertungen
- 5 Lathe PDFDokument74 Seiten5 Lathe PDFPrakash PednekarNoch keine Bewertungen
- DMEDokument52 SeitenDMESathya KidduNoch keine Bewertungen
- Ankit Final RMP ReportDokument3 SeitenAnkit Final RMP ReportSandeepRajNoch keine Bewertungen
- Experiment No.2Dokument6 SeitenExperiment No.2SandeepRajNoch keine Bewertungen
- Mechanical Measurements andDokument29 SeitenMechanical Measurements andsrajapratyNoch keine Bewertungen
- RMP TempleteDokument17 SeitenRMP TempleteSandeepRajNoch keine Bewertungen
- Online Application - NSPCL 2015 PDFDokument2 SeitenOnline Application - NSPCL 2015 PDFSandeepRajNoch keine Bewertungen
- Drawing1 ModelDokument1 SeiteDrawing1 ModelSandeepRajNoch keine Bewertungen
- Turn Tapers with Compound Rest, Form Tools, Tailstock OffsetDokument4 SeitenTurn Tapers with Compound Rest, Form Tools, Tailstock OffsetSandeepRajNoch keine Bewertungen
- 117.218.49.227 DGCIL Conclusion RohitDokument4 Seiten117.218.49.227 DGCIL Conclusion RohitSandeepRajNoch keine Bewertungen
- B 384 K 94 ApplicationformDokument1 SeiteB 384 K 94 ApplicationformSandeepRajNoch keine Bewertungen
- BARC Syllabus 2015 For (CSE, ECE, EEE, Civil, Mechanical Engineering) - Recruitment, Result, Application Form, Admit CardDokument4 SeitenBARC Syllabus 2015 For (CSE, ECE, EEE, Civil, Mechanical Engineering) - Recruitment, Result, Application Form, Admit CardSandeepRajNoch keine Bewertungen
- Blis-I Semester (Paper B-103 - Library Classification (Practical) ) DuDokument3 SeitenBlis-I Semester (Paper B-103 - Library Classification (Practical) ) DuSandeepRaj100% (1)
- Drawing1 ModelDokument1 SeiteDrawing1 ModelSandeepRajNoch keine Bewertungen
- (Firstname) (Middle/Initial) (Lastname)Dokument3 Seiten(Firstname) (Middle/Initial) (Lastname)SandeepRajNoch keine Bewertungen
- 3) 3D TransformationsDokument13 Seiten3) 3D TransformationsSandeepRajNoch keine Bewertungen
- Laser Rapid MFG On Vertical SurfacesDokument11 SeitenLaser Rapid MFG On Vertical SurfacesSandeepRajNoch keine Bewertungen
- CNC Maintenance Guide for MachinesDokument206 SeitenCNC Maintenance Guide for MachinesArjun M Betageri100% (1)
- Feasibility Study of Manufacturing Using Rapid Prototyping FDMDokument8 SeitenFeasibility Study of Manufacturing Using Rapid Prototyping FDMSandeepRajNoch keine Bewertungen
- After Gate Guide 2015Dokument100 SeitenAfter Gate Guide 2015JaydeepRanipaNoch keine Bewertungen
- L6 3dtrans PDFDokument12 SeitenL6 3dtrans PDFKtk ZadNoch keine Bewertungen
- 1 s2.0 S0960148107001103 MainDokument12 Seiten1 s2.0 S0960148107001103 MainResearcherzNoch keine Bewertungen
- Journal of MFGDokument16 SeitenJournal of MFGSandeepRajNoch keine Bewertungen
- CSIR-UGC NET EXAMDokument9 SeitenCSIR-UGC NET EXAMVijay KakaniNoch keine Bewertungen
- Engineering Service Examinationsdfgh For Government Job - RailElectricaDokument5 SeitenEngineering Service Examinationsdfgh For Government Job - RailElectricaSandeepRajNoch keine Bewertungen
- Computer Science Graduate Seeks Entry-Level RoleDokument2 SeitenComputer Science Graduate Seeks Entry-Level RoleSandeepRajNoch keine Bewertungen
- AWS-Welding CodesDokument11 SeitenAWS-Welding CodesPradip Tapan Banerjee100% (2)
- 8 Welded & Riveted JointsDokument6 Seiten8 Welded & Riveted JointsEssKayNoch keine Bewertungen
- 1 - Note On BIS MarkingDokument1 Seite1 - Note On BIS MarkingRavi TejaNoch keine Bewertungen
- Oilfield Casing CoreDokument37 SeitenOilfield Casing CoreRuben MejiaNoch keine Bewertungen
- Welding - Wikipedia, The Free EncyclopediaDokument14 SeitenWelding - Wikipedia, The Free EncyclopediaAslamchohanNoch keine Bewertungen
- Saes L 130Dokument5 SeitenSaes L 130Ahmed Kabel100% (1)
- Welding MCQDokument116 SeitenWelding MCQRohan YaduvanshiNoch keine Bewertungen
- Company Profile and History of Victora GroupDokument46 SeitenCompany Profile and History of Victora GroupSahil BhatiaNoch keine Bewertungen
- Advanced Welding Technology Course OverviewDokument1 SeiteAdvanced Welding Technology Course Overviewfaiz ahmadNoch keine Bewertungen
- Noc19 Me17 Assignment5Dokument3 SeitenNoc19 Me17 Assignment5mechanicalNoch keine Bewertungen
- Surya Roshni Intrenship .1Dokument54 SeitenSurya Roshni Intrenship .1CHANDAN CHANDUNoch keine Bewertungen
- Welding ShopDokument10 SeitenWelding ShopAsifJavedNoch keine Bewertungen
- Structural Supports For Highway Signs, Luminaires, and Traffic SignalsDokument19 SeitenStructural Supports For Highway Signs, Luminaires, and Traffic SignalsManuel MinguezNoch keine Bewertungen
- Standard 2 5 5 8: Object IndexDokument9 SeitenStandard 2 5 5 8: Object IndexanhthoNoch keine Bewertungen
- Specification of Steel Furniture Genral Purpose 2 PDFDokument176 SeitenSpecification of Steel Furniture Genral Purpose 2 PDFKetan GuptaNoch keine Bewertungen
- Alternative methods for heat stress reliefDokument84 SeitenAlternative methods for heat stress reliefSharad ShahNoch keine Bewertungen
- UntitledDokument640 SeitenUntitledkumar3727Noch keine Bewertungen
- Phmsa Final Summary Erw Seam Failures 1Dokument98 SeitenPhmsa Final Summary Erw Seam Failures 1deogmozyxNoch keine Bewertungen
- Lecture 1-Fundamentals of Welding MetallurgyDokument46 SeitenLecture 1-Fundamentals of Welding MetallurgyHamiduNoch keine Bewertungen
- ISO Standards On WeldingDokument22 SeitenISO Standards On Weldingmoxshyde100% (1)
- 2c1 Seam WeldingDokument57 Seiten2c1 Seam WeldingSathish KumarNoch keine Bewertungen
- Domestic Painter: Central Staff Training and Research InstituteDokument20 SeitenDomestic Painter: Central Staff Training and Research Instituteswami061009Noch keine Bewertungen
- WeldingDokument32 SeitenWeldingSüshãñt SåhâÿNoch keine Bewertungen
- RFI Welding TestDokument18 SeitenRFI Welding TestDimas agungNoch keine Bewertungen
- AHTN2022 CHAPTER73 wNOTESDokument13 SeitenAHTN2022 CHAPTER73 wNOTESdoookaNoch keine Bewertungen
- Nozzle ReinforcementDokument8 SeitenNozzle ReinforcementHafizi HZnumismatic0% (1)
- Ricco Summer Training ReportDokument57 SeitenRicco Summer Training Reportaarti bhardwajNoch keine Bewertungen
- Below Is A List of Power Stations in Iraq: RenewableDokument17 SeitenBelow Is A List of Power Stations in Iraq: Renewableمصطفى العباديNoch keine Bewertungen
- Accurate Group's Corporate Profile Highlights Excellence in Tubular SolutionsDokument4 SeitenAccurate Group's Corporate Profile Highlights Excellence in Tubular SolutionsBhushan SawantNoch keine Bewertungen