Das könnte Ihnen auch gefallen
- Notes On Camshaft Selection - Gary LewisDokument4 SeitenNotes On Camshaft Selection - Gary Lewisgaragepunkfan100% (2)
- Cat C7-C9 ManualDokument98 SeitenCat C7-C9 ManualKenneth Peniano100% (6)
- Solar PV CourseDokument126 SeitenSolar PV CourseDr. Akepati Sivarami Reddy100% (3)
- Boiler InterlocksDokument54 SeitenBoiler InterlocksAhemadNoch keine Bewertungen
- Fluid Properties: Dr. Akepati S. Reddy Thapar University Patiala (PUNJAB) - 147 004 IndiaDokument29 SeitenFluid Properties: Dr. Akepati S. Reddy Thapar University Patiala (PUNJAB) - 147 004 IndiaDr. Akepati Sivarami ReddyNoch keine Bewertungen
- XJS Aftermarket PartsDokument143 SeitenXJS Aftermarket PartsGuiS100% (1)
- B43 To B60 Spares ListDokument60 SeitenB43 To B60 Spares ListBeta MarineNoch keine Bewertungen
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AVon EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANoch keine Bewertungen
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDokument7 SeitenIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNoch keine Bewertungen
- Boiler Integrity & EfiiciencyDokument45 SeitenBoiler Integrity & EfiiciencySumaira KhanNoch keine Bewertungen
- Boiler FundamentalsDokument63 SeitenBoiler Fundamentalsakrverma2011100% (1)
- DEAERATORDokument26 SeitenDEAERATORSai Swaroop100% (2)
- Boiler NotesDokument34 SeitenBoiler NotesRakesh Singh BhadoriyaNoch keine Bewertungen
- Water Transmission and Distribution SystemsDokument71 SeitenWater Transmission and Distribution SystemsDr. Akepati Sivarami Reddy100% (6)
- 丢失文件名的文件Dokument368 Seiten丢失文件名的文件313934753Noch keine Bewertungen
- Boiler EfficiencyDokument12 SeitenBoiler Efficiencyswaroop351Noch keine Bewertungen
- Organic Matter, BOD and BOD KineticsDokument90 SeitenOrganic Matter, BOD and BOD KineticsDr. Akepati Sivarami Reddy100% (6)
- IEE EnMS Practical Guide PDFDokument78 SeitenIEE EnMS Practical Guide PDFDr. Akepati Sivarami ReddyNoch keine Bewertungen
- Steam TurbineDokument77 SeitenSteam TurbineAmit KhadkaNoch keine Bewertungen
- Steam - The Energy FluidDokument32 SeitenSteam - The Energy FluidIamPedroNoch keine Bewertungen
- Sewage Treatment: Primary TreatmentDokument81 SeitenSewage Treatment: Primary TreatmentDr. Akepati Sivarami Reddy100% (7)
- Hardness, Water Softening - Lime-Soda Ash ProcessDokument22 SeitenHardness, Water Softening - Lime-Soda Ash ProcessDr. Akepati Sivarami Reddy100% (8)
- Development and Implementation of Environmental Management SystemDokument53 SeitenDevelopment and Implementation of Environmental Management SystemDr. Akepati Sivarami ReddyNoch keine Bewertungen
- BoilerpptDokument11 SeitenBoilerpptFarhan SiddiquiNoch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsVon EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNoch keine Bewertungen
- 10-Taxonomy and Major Groups of BacteriaDokument84 Seiten10-Taxonomy and Major Groups of BacteriaDr. Akepati Sivarami Reddy100% (7)
- Boiler Water & Steam CycleDokument50 SeitenBoiler Water & Steam CycleRaviKushwahaNoch keine Bewertungen
- Boiler ControlDokument38 SeitenBoiler ControlTharun JagadeeshNoch keine Bewertungen
- Boiler MaintenanceDokument77 SeitenBoiler Maintenancekeerthi dayarathna0% (1)
- MCQ-Water Supply and Wastewater EngineeringDokument11 SeitenMCQ-Water Supply and Wastewater EngineeringDr. Akepati Sivarami Reddy79% (33)
- Water-Tube Boilers - International Site For Spirax SarcoDokument7 SeitenWater-Tube Boilers - International Site For Spirax SarcotahirNoch keine Bewertungen
- 01 Water QualityDokument25 Seiten01 Water QualityDr. Akepati Sivarami Reddy100% (3)
- Sewage Treatment: Priliminary Treatment UnitsDokument56 SeitenSewage Treatment: Priliminary Treatment UnitsDr. Akepati Sivarami Reddy50% (2)
- Evaluating Deaerator OperationDokument5 SeitenEvaluating Deaerator OperationYanuar KrisnahadiNoch keine Bewertungen
- Energy Efficient Opearation of BoilersDokument44 SeitenEnergy Efficient Opearation of BoilersBorivoj Stepanov100% (1)
- Sewage Treatment OverviewDokument13 SeitenSewage Treatment OverviewDr. Akepati Sivarami Reddy100% (3)
- Boiler Plant OperationDokument28 SeitenBoiler Plant OperationShaami Atm100% (1)
- Water Treatment PlantDokument100 SeitenWater Treatment PlantDr. Akepati Sivarami Reddy96% (23)
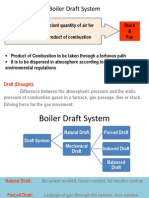
- Boiler Draft SystemDokument56 SeitenBoiler Draft SystemAmit Chauhan78% (9)
- Failure of Boiler Tubes Due To EROSIONDokument9 SeitenFailure of Boiler Tubes Due To EROSIONShiVa20155244Noch keine Bewertungen
- Abrams Brochure ModernizationDokument2 SeitenAbrams Brochure ModernizationLavi1889100% (1)
- Sewerage SystemDokument66 SeitenSewerage SystemDr. Akepati Sivarami Reddy100% (10)
- Sewerage and Sewage Treatment - Tutorials 1 To 8Dokument13 SeitenSewerage and Sewage Treatment - Tutorials 1 To 8Dr. Akepati Sivarami Reddy0% (1)
- 4.1 BoilerDokument40 Seiten4.1 BoilermechgokulNoch keine Bewertungen
- Supercritical Coal Fired Power PlantDokument5 SeitenSupercritical Coal Fired Power Plantazian julianaNoch keine Bewertungen
- Steam HandbookDokument64 SeitenSteam Handbookmsavidge50Noch keine Bewertungen
- Tractor Loader Backhoe: Features Specifi CationsDokument4 SeitenTractor Loader Backhoe: Features Specifi CationsWashington Huallpa33% (3)
- Boiler MaintananceDokument3 SeitenBoiler MaintanancePritv SavalagiNoch keine Bewertungen
- IsO 14000 Family of StandardsDokument116 SeitenIsO 14000 Family of StandardsDr. Akepati Sivarami ReddyNoch keine Bewertungen
- Water Treatment QuizDokument3 SeitenWater Treatment QuizDr. Akepati Sivarami Reddy100% (4)
- Stormwater HydrologyDokument124 SeitenStormwater HydrologyDr. Akepati Sivarami Reddy100% (4)
- I. Steam Generation, Boiler Types and Boiler Plant Systems and Boiler Plant SystemsDokument40 SeitenI. Steam Generation, Boiler Types and Boiler Plant Systems and Boiler Plant Systemsfaiz_oeNoch keine Bewertungen
- Boiler BasicsDokument61 SeitenBoiler Basicsfferla100% (1)
- Sewerage and Sewage Treatment - 2014 - Solutions For End Semester ExaminationDokument16 SeitenSewerage and Sewage Treatment - 2014 - Solutions For End Semester ExaminationDr. Akepati Sivarami ReddyNoch keine Bewertungen
- Condenser in Power PlantDokument20 SeitenCondenser in Power PlantPrabir Kumar PatiNoch keine Bewertungen
- Super Critical BoilerDokument46 SeitenSuper Critical BoilerParveen NakwalNoch keine Bewertungen
- MCQs Chemistry Class 6 To 10Dokument10 SeitenMCQs Chemistry Class 6 To 10Anonymous CVKDY65OGNoch keine Bewertungen
- ... Boiler Problems......Dokument576 Seiten... Boiler Problems......Sundara Veerraju86% (7)
- SCHROEDAHL Automatic Recirculation ValveDokument12 SeitenSCHROEDAHL Automatic Recirculation ValveJaebeom YiNoch keine Bewertungen
- Principles of Boiler OperationsDokument35 SeitenPrinciples of Boiler Operationseblees100Noch keine Bewertungen
- Soot BlowerDokument9 SeitenSoot BlowerParmeshwar Nath Tripathi100% (1)
- Boiler FundamentalsDokument73 SeitenBoiler Fundamentalsmasoodism100% (1)
- Condenser Performance Analysis and Its ImprovementDokument23 SeitenCondenser Performance Analysis and Its Improvementanup_nair100% (1)
- Boiler Powerpoint 2003Dokument70 SeitenBoiler Powerpoint 2003Sahil Mishra100% (1)
- Fluidized Bed Combustion System (FBC)Dokument41 SeitenFluidized Bed Combustion System (FBC)ashishmathew0% (1)
- Boilers of Thermal Power PlantsDokument150 SeitenBoilers of Thermal Power PlantsanasawaisNoch keine Bewertungen
- Instruction Manual BOILERDokument601 SeitenInstruction Manual BOILERardipangulihi100% (2)
- Biological Wastewater Treatment (UPO-2) - Question PapersDokument22 SeitenBiological Wastewater Treatment (UPO-2) - Question PapersDr. Akepati Sivarami Reddy100% (1)
- Experiments of Power Plant Engineering in SPPUDokument27 SeitenExperiments of Power Plant Engineering in SPPUSiddiqui Adil Adnan100% (2)
- The Low-Carbon Steam Plant Room BrochureDokument8 SeitenThe Low-Carbon Steam Plant Room BrochureFernando CeballosNoch keine Bewertungen
- 01 Dk4a EngineDokument131 Seiten01 Dk4a Enginevitor santos100% (1)
- Argus Global Renewable Feedstock Seminar Europe and AsiaDokument21 SeitenArgus Global Renewable Feedstock Seminar Europe and Asiak_pareshNoch keine Bewertungen
- Water and Wastewater Treatment Quiz-1Dokument3 SeitenWater and Wastewater Treatment Quiz-1Dr. Akepati Sivarami Reddy100% (5)
- Principle of Boiler CombustionDokument20 SeitenPrinciple of Boiler Combustionvasanth11kv100% (2)
- Water Tube BoilersDokument8 SeitenWater Tube Boilershafidhrahadiyan2Noch keine Bewertungen
- Operation of BoilerDokument47 SeitenOperation of Boilershantanu_scribd100% (3)
- Boiler SystemDokument22 SeitenBoiler SystemMuhammad AfifuddinNoch keine Bewertungen
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- Boiler EfficiencyDokument24 SeitenBoiler EfficiencyAmit ChauhanNoch keine Bewertungen
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Dokument32 SeitenCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- Industrial BoilersDokument26 SeitenIndustrial BoilersAnkit bohra0% (1)
- Reducing Steam Header PressureDokument1 SeiteReducing Steam Header Pressuresj_scribdNoch keine Bewertungen
- Daily Maintenance BoilerDokument3 SeitenDaily Maintenance BoilerAppleuk SudarNoch keine Bewertungen
- Pump Manual - Single Plunger AmbicaDokument24 SeitenPump Manual - Single Plunger AmbicaHimTex /JaswinderNoch keine Bewertungen
- Turbine Bypass ValvesDokument6 SeitenTurbine Bypass ValvesadehriyaNoch keine Bewertungen
- Boiler Circulation SystemDokument32 SeitenBoiler Circulation SystemRitik Dewangan100% (1)
- Boiler Water TreatmentDokument1 SeiteBoiler Water TreatmentRommel Cena NepalarNoch keine Bewertungen
- MH BOE 2016 Paper 2 SolutionDokument9 SeitenMH BOE 2016 Paper 2 SolutionKamleshNoch keine Bewertungen
- Basic Parts of A BoilerDokument9 SeitenBasic Parts of A Boilermessi107Noch keine Bewertungen
- EC ThaparDokument8 SeitenEC ThaparDr. Akepati Sivarami ReddyNoch keine Bewertungen
- Water Supply Engineering Quiz-1Dokument3 SeitenWater Supply Engineering Quiz-1Dr. Akepati Sivarami Reddy100% (1)
- Key Note Address, National Conference On Preservation of Environment: Challenges Before HumanityDokument8 SeitenKey Note Address, National Conference On Preservation of Environment: Challenges Before HumanityDr. Akepati Sivarami ReddyNoch keine Bewertungen
- Water Supply Engineering Tutorials 4 To 7Dokument5 SeitenWater Supply Engineering Tutorials 4 To 7Dr. Akepati Sivarami ReddyNoch keine Bewertungen
- End of Pipe Approach To EMS ApproachDokument49 SeitenEnd of Pipe Approach To EMS ApproachDr. Akepati Sivarami Reddy100% (1)
- UPO-1: Unit Processes and Operations (Physico-Chemical) - Question PapersDokument20 SeitenUPO-1: Unit Processes and Operations (Physico-Chemical) - Question PapersDr. Akepati Sivarami Reddy100% (2)
- 310EDokument5 Seiten310EGLCNoch keine Bewertungen
- Technical Data: Fiberglass Tubulars Selected Chemical Resistance ChartDokument2 SeitenTechnical Data: Fiberglass Tubulars Selected Chemical Resistance ChartMargarit IonelaNoch keine Bewertungen
- Dual Fuel SystemDokument2 SeitenDual Fuel Systemchdeepak96Noch keine Bewertungen
- Drilling and Production MachineDokument10 SeitenDrilling and Production MachineBilly WilsonNoch keine Bewertungen
- Technical Description: Cogeneration UnitDokument12 SeitenTechnical Description: Cogeneration UnitAnhar AhmadiNoch keine Bewertungen
- General Torque Specifications N52 PDFDokument3 SeitenGeneral Torque Specifications N52 PDFRoman NavaNoch keine Bewertungen
- Split Tee Hot Tap Fitting Spec SheetDokument4 SeitenSplit Tee Hot Tap Fitting Spec SheetCarlos ShuntaNoch keine Bewertungen
- C-6327 Data SheetDokument2 SeitenC-6327 Data Sheetahugandkiss77071Noch keine Bewertungen
- Biodiesel Fuel Impact On Diesel Engine and The Lubricant: Hiroshi WatanabeDokument34 SeitenBiodiesel Fuel Impact On Diesel Engine and The Lubricant: Hiroshi WatanabeAaron ChanNoch keine Bewertungen
- Belt Drives and Chain DrivesDokument39 SeitenBelt Drives and Chain DrivesSeparatorNoch keine Bewertungen
- A Case Study of Pollution of DelhiDokument23 SeitenA Case Study of Pollution of Delhichiragjn12050% (2)
- Catalogues LPT 1618 E-Iii PDFDokument234 SeitenCatalogues LPT 1618 E-Iii PDFmohitNoch keine Bewertungen
- Rostrum's Law Review, Vol 2, Issue IDokument216 SeitenRostrum's Law Review, Vol 2, Issue IRostrum's Law ReviewNoch keine Bewertungen
- A Review of History, Development, Design and Research of Electric BicyclesDokument18 SeitenA Review of History, Development, Design and Research of Electric Bicyclesjulian berrioNoch keine Bewertungen
- Rosneft Oil Company ProfileDokument37 SeitenRosneft Oil Company ProfileVo Ngoc HoangNoch keine Bewertungen
- Instrucciones Edelbrock Pro-FlowDokument32 SeitenInstrucciones Edelbrock Pro-FlowWikeon HungNoch keine Bewertungen
- PropaneDokument2 SeitenPropaneapi-581666302Noch keine Bewertungen
- TM 5-4320-218-35PDokument110 SeitenTM 5-4320-218-35PAdvocateNoch keine Bewertungen