Das könnte Ihnen auch gefallen
- Activity 2.3.2 PDFDokument3 SeitenActivity 2.3.2 PDFJanell JonesNoch keine Bewertungen
- Introduction To WeldingDokument192 SeitenIntroduction To WeldingMirtunjay Kumar88% (8)
- Unit - IIDokument143 SeitenUnit - IIjyothiNoch keine Bewertungen
- Welding SRMDokument24 SeitenWelding SRMcfcshakerNoch keine Bewertungen
- 8.metal Joining Processes and EquipmentDokument30 Seiten8.metal Joining Processes and EquipmentGRAHAM KUNDAI DENGEZANoch keine Bewertungen
- 08aae18 Welding Technology: Unit - I IntroductionDokument229 Seiten08aae18 Welding Technology: Unit - I IntroductionArunachalam ManiNoch keine Bewertungen
- 3a WeldingDokument51 Seiten3a WeldingArvind GiridharNoch keine Bewertungen
- Unit-V: Metal Joining ProcessesDokument110 SeitenUnit-V: Metal Joining ProcessesSubbu AynavillyNoch keine Bewertungen
- Welding Upto Gas WeldingDokument26 SeitenWelding Upto Gas WeldingNabankur RayNoch keine Bewertungen
- Joining Processes WeldingDokument74 SeitenJoining Processes WeldingdhasdjNoch keine Bewertungen
- Manufacturing Processes (Welding (BENG) HandoutDokument67 SeitenManufacturing Processes (Welding (BENG) HandoutbananaNoch keine Bewertungen
- Unit Ii Joining ProcessesDokument116 SeitenUnit Ii Joining ProcessesAkash akNoch keine Bewertungen
- Welding Processes UNIT-IIIDokument186 SeitenWelding Processes UNIT-IIIAasif ProchaNoch keine Bewertungen
- Fusion-Welding Process (Gas and Arc Welding)Dokument27 SeitenFusion-Welding Process (Gas and Arc Welding)Haziq JamaludinNoch keine Bewertungen
- Metal Joining Processes and Manufacturing Practices 18ME331Dokument30 SeitenMetal Joining Processes and Manufacturing Practices 18ME33120G062 NALVETHA BNoch keine Bewertungen
- WeldingDokument33 SeitenWeldingMuhammad LuqmanNoch keine Bewertungen
- Olen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça9Dokument19 SeitenOlen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça9mare_sierraNoch keine Bewertungen
- Lec 6Dokument39 SeitenLec 6Omar AssalNoch keine Bewertungen
- Welding IntroductionDokument23 SeitenWelding IntroductionRaghu ChowdaryNoch keine Bewertungen
- Me 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiDokument53 SeitenMe 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiparthibankNoch keine Bewertungen
- Lecture NoteDokument93 SeitenLecture Noteamit kumarNoch keine Bewertungen
- Workshop Practice Manual-1: Department of Mechanical Engineering Galgotias University Greater Noida, UPDokument10 SeitenWorkshop Practice Manual-1: Department of Mechanical Engineering Galgotias University Greater Noida, UPKishore KumarNoch keine Bewertungen
- Unit 5 Welding ProcessDokument57 SeitenUnit 5 Welding Processmahammad kamaluddeenNoch keine Bewertungen
- Welding ProcessDokument17 SeitenWelding Processapi-238832008Noch keine Bewertungen
- Oxy-Acetylene Cutting: Unit-Iii (B)Dokument18 SeitenOxy-Acetylene Cutting: Unit-Iii (B)Ramu AmaraNoch keine Bewertungen
- Casting 2Dokument14 SeitenCasting 2wallstreetbidurNoch keine Bewertungen
- Soldering and WeldingDokument102 SeitenSoldering and WeldingSwati PawarNoch keine Bewertungen
- Gas WeldingDokument30 SeitenGas WeldingNagendrababu BabuNoch keine Bewertungen
- Sold N BrazeDokument14 SeitenSold N Brazeanju_akhil20071656Noch keine Bewertungen
- 20 Cutting & Gouging Processes 30-03-07Dokument6 Seiten20 Cutting & Gouging Processes 30-03-07vineet chandra khanduriNoch keine Bewertungen
- Types: - Plastic Welding or Pressure WeldingDokument23 SeitenTypes: - Plastic Welding or Pressure WeldinglpusatishNoch keine Bewertungen
- 7 Gas WeldingDokument33 Seiten7 Gas WeldingPratik SidhuNoch keine Bewertungen
- What Is WeldingDokument50 SeitenWhat Is WeldingvenkatNoch keine Bewertungen
- Welding Upto Gas WeldingDokument26 SeitenWelding Upto Gas Weldingrams789Noch keine Bewertungen
- Welding Process Slide Show2Dokument122 SeitenWelding Process Slide Show2alammmirsad464Noch keine Bewertungen
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDokument20 SeitenBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNoch keine Bewertungen
- WELDINGDokument36 SeitenWELDINGSOURABH GANGWARNoch keine Bewertungen
- Mech Mod 4Dokument82 SeitenMech Mod 4brave playerNoch keine Bewertungen
- Vacuum BrazingDokument14 SeitenVacuum BrazingAmal VikramNoch keine Bewertungen
- Casing ProcessDokument18 SeitenCasing ProcessManeesh TNoch keine Bewertungen
- Brazing & SolderingDokument468 SeitenBrazing & SolderingPaul Morrissette100% (4)
- Joining Processes WeldingDokument71 SeitenJoining Processes WeldingShrikant MojeNoch keine Bewertungen
- Welding 1Dokument61 SeitenWelding 1عبدالرحمن سيدNoch keine Bewertungen
- Unit 3 BasicsDokument76 SeitenUnit 3 BasicsamarparimiNoch keine Bewertungen
- Manufacturing Process Lecture #7Dokument30 SeitenManufacturing Process Lecture #7Sumehra NewazNoch keine Bewertungen
- Surface TreatmentDokument35 SeitenSurface TreatmentAnshul VermaNoch keine Bewertungen
- Lecture 1-Fundamentals of Welding MetallurgyDokument46 SeitenLecture 1-Fundamentals of Welding MetallurgyHamiduNoch keine Bewertungen
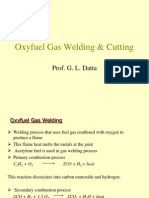
- Oxyfuel Gas Welding & Cutting: Prof. G. L. DattaDokument18 SeitenOxyfuel Gas Welding & Cutting: Prof. G. L. DattaDinesh InavoluNoch keine Bewertungen
- Introduction To WeldingDokument192 SeitenIntroduction To WeldingBiplabananda Talukdar100% (1)
- Aestruct 2 Properties and MaterialsDokument57 SeitenAestruct 2 Properties and MaterialsTobias FateNoch keine Bewertungen
- Sonargaon University Shop 160 Welding-1: Prepared by Zayed AhmedDokument23 SeitenSonargaon University Shop 160 Welding-1: Prepared by Zayed Ahmedদুর্জয় দুর্বারNoch keine Bewertungen
- Introduction To WeldingDokument192 SeitenIntroduction To WeldingPDL IdeasNoch keine Bewertungen
- AE8009 Airframe Maintenance & RepairDokument80 SeitenAE8009 Airframe Maintenance & RepairAeronaughtycs HamdanNoch keine Bewertungen
- Welding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureDokument41 SeitenWelding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureJith Viswa100% (1)
- Nyalaan ApiDokument28 SeitenNyalaan ApiIji XiiNoch keine Bewertungen
- Name 215 Ship Construction and Welding TechnologyDokument27 SeitenName 215 Ship Construction and Welding TechnologySakib RafeeNoch keine Bewertungen
- Lecture 5 - Processing of Automotive MaterialsDokument34 SeitenLecture 5 - Processing of Automotive MaterialsKamal SurenNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNoch keine Bewertungen
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBewertung: 5 von 5 Sternen5/5 (4)
- Predictive Maintenance For Rotating MachineriesDokument32 SeitenPredictive Maintenance For Rotating Machineriesluckyman_006@yahoo.co.idNoch keine Bewertungen
- In Situ MetallogrphyDokument10 SeitenIn Situ MetallogrphyGoku RotoNoch keine Bewertungen
- Ellingham DiagramsDokument1 SeiteEllingham DiagramsGoku RotoNoch keine Bewertungen
- Predictive Maintenance For Rotating MachineriesDokument32 SeitenPredictive Maintenance For Rotating Machineriesluckyman_006@yahoo.co.idNoch keine Bewertungen
- Catalog Boo Young Vol 6 PDFDokument68 SeitenCatalog Boo Young Vol 6 PDFEX LSNoch keine Bewertungen
- Daftar Harga BesiDokument29 SeitenDaftar Harga BesiBejo RaharjoNoch keine Bewertungen
- PMR Machine Shop KitsDokument1 SeitePMR Machine Shop KitsPeanut d. DestroyerNoch keine Bewertungen
- Elements of Conventional Machine ToolsDokument77 SeitenElements of Conventional Machine ToolsDeepan Raj100% (1)
- AISI 1020 Low CarbonLow Tensile SteelDokument3 SeitenAISI 1020 Low CarbonLow Tensile SteelNaman TanejaNoch keine Bewertungen
- Job Clearance CardDokument1 SeiteJob Clearance CardSANU100% (1)
- Welder Qualifications and The ASME CodeDokument2 SeitenWelder Qualifications and The ASME CodeWaqas WaqasNoch keine Bewertungen
- Itic19 FocrankDokument163 SeitenItic19 FocrankSHIVANI BHARTINoch keine Bewertungen
- Machining EconomicsDokument4 SeitenMachining EconomicsJairoMéndezNoch keine Bewertungen
- TM18 - Machining Operations and Machine Tools PDFDokument81 SeitenTM18 - Machining Operations and Machine Tools PDFAlessio NotariNoch keine Bewertungen
- Agma 938-A05 PDFDokument22 SeitenAgma 938-A05 PDFRoro100% (1)
- Gating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesDokument10 SeitenGating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesKhin Aung ShweNoch keine Bewertungen
- Xpress Dditions: Able OF Ontents NtroductionDokument14 SeitenXpress Dditions: Able OF Ontents NtroductionRevista Devir FilosofiaNoch keine Bewertungen
- 6 Metal FormingDokument302 Seiten6 Metal FormingBarun BeheraNoch keine Bewertungen
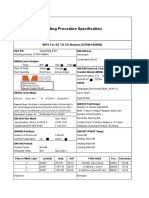
- Welding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Dokument1 SeiteWelding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Lipika GayenNoch keine Bewertungen
- Sheetmetal IntroductionDokument9 SeitenSheetmetal IntroductionVinay BalineniNoch keine Bewertungen
- Welding Imperfection Part 1Dokument18 SeitenWelding Imperfection Part 1amit4709Noch keine Bewertungen
- Final MST Merged PDF Insem ExamDokument25 SeitenFinal MST Merged PDF Insem ExamA11Shridhar Suryawanshi100% (1)
- Arm SubassemblyDokument4 SeitenArm Subassemblyapi-541897663Noch keine Bewertungen
- Nas 1832Dokument3 SeitenNas 1832staedtlerpNoch keine Bewertungen
- Bonded App Gear GrindingDokument7 SeitenBonded App Gear GrindingvengadeshNoch keine Bewertungen
- Planos para Mesa y Bancas de Jardín o TerrazaDokument57 SeitenPlanos para Mesa y Bancas de Jardín o Terrazakevineli50% (2)
- How to Make Screw Barrel 副本Dokument16 SeitenHow to Make Screw Barrel 副本Rana MasudNoch keine Bewertungen
- Iron AlloysDokument6 SeitenIron AlloysHieu NguyenNoch keine Bewertungen
- Inlab MC X5 Accessories: Order FormDokument1 SeiteInlab MC X5 Accessories: Order FormCiprian SarivanNoch keine Bewertungen
- StanleyDokument59 SeitenStanleyapi-262447022Noch keine Bewertungen
- Ppce MCQDokument17 SeitenPpce MCQGunasekaran Jagadeesan100% (1)
- 19.sec.1900 (Structural Steel)Dokument31 Seiten19.sec.1900 (Structural Steel)aalignup arc & const. pvt ltdNoch keine Bewertungen
- 2020 CatalogDokument64 Seiten2020 CatalogDaniel Quijada LucarioNoch keine Bewertungen