Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Durability of ConcreteDokument33 SeitenDurability of Concreteabdulwahab11Noch keine Bewertungen
- LRFD Compression Member DesignDokument267 SeitenLRFD Compression Member DesignAnonymous 7MdZQn1Noch keine Bewertungen
- CONCRESIVE 2200 - v1Dokument2 SeitenCONCRESIVE 2200 - v1VaishamNoch keine Bewertungen
- Logistics PDFDokument225 SeitenLogistics PDFJuhi Gidwani100% (1)
- Logmat Warehousing e Show Directory 2017Dokument96 SeitenLogmat Warehousing e Show Directory 2017Mikhail ChubaisNoch keine Bewertungen
- 10 1 1 463 5470 PDFDokument92 Seiten10 1 1 463 5470 PDFHadiBiesNoch keine Bewertungen
- Carbon Emissions Embodied in Demand Supply Chains in CH - 2015 - Energy Economic PDFDokument12 SeitenCarbon Emissions Embodied in Demand Supply Chains in CH - 2015 - Energy Economic PDFHadiBiesNoch keine Bewertungen
- Lean Implementation in SMEs-2018Dokument19 SeitenLean Implementation in SMEs-2018HadiBiesNoch keine Bewertungen
- Carbon Footprint and Responsiveness Trade Off - 2015 - International Journal of PDFDokument14 SeitenCarbon Footprint and Responsiveness Trade Off - 2015 - International Journal of PDFHadiBiesNoch keine Bewertungen
- Biomass Supply Chain Network Design An Optimization - 2016 - Industrial Crops A PDFDokument29 SeitenBiomass Supply Chain Network Design An Optimization - 2016 - Industrial Crops A PDFHadiBiesNoch keine Bewertungen
- A Business Process Re Design Methodology To Support 2015 International JournDokument12 SeitenA Business Process Re Design Methodology To Support 2015 International JournHadiBiesNoch keine Bewertungen
- Biomass Supply Chain in Asian and European C - 2016 - Procedia Environmental Sci PDFDokument11 SeitenBiomass Supply Chain in Asian and European C - 2016 - Procedia Environmental Sci PDFHadiBiesNoch keine Bewertungen
- Jordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 6, Number 2, April 2012 PDFDokument104 SeitenJordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 6, Number 2, April 2012 PDFHadiBiesNoch keine Bewertungen
- Jordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 5, Number 6, Dec. 2011 PDFDokument103 SeitenJordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 5, Number 6, Dec. 2011 PDFHadiBiesNoch keine Bewertungen
- A Multi Criteria Approach To Designing T PDFDokument10 SeitenA Multi Criteria Approach To Designing T PDFHadiBiesNoch keine Bewertungen
- A Review On Lean Manufacturing Practices PDFDokument15 SeitenA Review On Lean Manufacturing Practices PDFHadiBiesNoch keine Bewertungen
- Jordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 8, Number 1, February 2014 PDFDokument62 SeitenJordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 8, Number 1, February 2014 PDFHadiBiesNoch keine Bewertungen
- Jordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 6, Number 1, Feb. 2012 PDFDokument121 SeitenJordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 6, Number 1, Feb. 2012 PDFHadiBiesNoch keine Bewertungen
- Jordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 5, Number 6, Dec. 2011 PDFDokument103 SeitenJordan Journal of Mechanical and Industrial Engineering (JJMIE), Volume 5, Number 6, Dec. 2011 PDFHadiBiesNoch keine Bewertungen
- Applied Ergonomics: John R. WilsonDokument9 SeitenApplied Ergonomics: John R. WilsonoscardrummerNoch keine Bewertungen
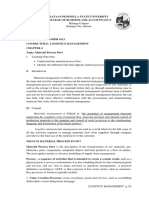
- Materials Management Is Defined As "The Groupings of Management FunctionsDokument15 SeitenMaterials Management Is Defined As "The Groupings of Management FunctionsAugusto Jr Rafael BasaNoch keine Bewertungen
- 1.1 Polymers: 1.1.1 Thermoplastics, Thermosets and ElastomersDokument16 Seiten1.1 Polymers: 1.1.1 Thermoplastics, Thermosets and ElastomerslatiefNoch keine Bewertungen
- 02 Lant Datasheet Coremat XM - WebDokument1 Seite02 Lant Datasheet Coremat XM - WebLuminita Ana OprutaNoch keine Bewertungen
- Metal Forming PDFDokument89 SeitenMetal Forming PDFNikhil KanojiNoch keine Bewertungen
- ABRO 3450 Foil/Skrim/Kraft (FSK) Sealing Tape: Product InformationDokument1 SeiteABRO 3450 Foil/Skrim/Kraft (FSK) Sealing Tape: Product InformationKhabbab Hussain K-hNoch keine Bewertungen
- Coating MaterialsDokument2 SeitenCoating Materialssanidhya29Noch keine Bewertungen
- Jed-050m 008 eDokument5 SeitenJed-050m 008 egsuoagNoch keine Bewertungen
- 5 - Flow Systems, Activity Relationship, and Space RequirementsDokument21 Seiten5 - Flow Systems, Activity Relationship, and Space RequirementsHello WorldNoch keine Bewertungen
- Emebet Tesema The Proposal Focuses On Effectiveness of Inventory Management Practice in CaseDokument29 SeitenEmebet Tesema The Proposal Focuses On Effectiveness of Inventory Management Practice in Caseyedinkachaw shferawNoch keine Bewertungen
- Steel Comparison TableDokument7 SeitenSteel Comparison TableThomas CostaNoch keine Bewertungen
- A Powerpoint Presentaion On Ready-Mix ConcreteDokument22 SeitenA Powerpoint Presentaion On Ready-Mix ConcreteGowriSenthilNoch keine Bewertungen
- VICONDokument6 SeitenVICONBukhori TamamNoch keine Bewertungen
- Deckhand Job DescDokument10 SeitenDeckhand Job Descaqua2376Noch keine Bewertungen
- Location Layout SchedulingDokument43 SeitenLocation Layout SchedulingToushi Talukder TushiNoch keine Bewertungen
- Ce 506 Prestressed Concrete Design: M R M M MDokument2 SeitenCe 506 Prestressed Concrete Design: M R M M Mbadr amNoch keine Bewertungen
- Week-1 Phases of DesignDokument9 SeitenWeek-1 Phases of DesigndvarsastryNoch keine Bewertungen
- 172 C 17 New Utm HPT SerieDokument8 Seiten172 C 17 New Utm HPT SerieErick LoboNoch keine Bewertungen
- Pabrik Baturaja III PT. Semen Baturaja (Persero) TBKDokument3 SeitenPabrik Baturaja III PT. Semen Baturaja (Persero) TBKIzzy Rss Outsiders100% (1)
- 002DP48 PDFDokument2 Seiten002DP48 PDFDiadam SharmaNoch keine Bewertungen
- Baiyanpur Road DhanaDokument8 SeitenBaiyanpur Road DhanaMahi VermaNoch keine Bewertungen
- Problems Related With Store Management in Dire Dawa Food ComplexDokument21 SeitenProblems Related With Store Management in Dire Dawa Food ComplexEng-Mukhtaar CatooshNoch keine Bewertungen
- DR Krishna Kanth - DSTDokument19 SeitenDR Krishna Kanth - DSTIncubator AIMNoch keine Bewertungen
- UPV Ruko Pronto BintaroDokument16 SeitenUPV Ruko Pronto BintaroCihuy RahmatNoch keine Bewertungen
- Dissertation Saurabh DhamijaDokument54 SeitenDissertation Saurabh Dhamijamkumar_828220Noch keine Bewertungen
- Altest Curtain WallDokument134 SeitenAltest Curtain WallAnonymous cGM3hW100% (2)