Das könnte Ihnen auch gefallen
- Tablas de Interes CompuestoDokument32 SeitenTablas de Interes CompuestoJonathan Alarcón100% (4)
- Heifetz - Linsky Manual de Supervivencia para LideresDokument14 SeitenHeifetz - Linsky Manual de Supervivencia para Liderespauromerobustos100% (1)
- Metodo de IntercalaciónDokument19 SeitenMetodo de Intercalaciónjesp1233% (3)
- Es Camion Minero BELAZDokument4 SeitenEs Camion Minero BELAZhualae100% (1)
- Contrato de TrabajoDokument7 SeitenContrato de TrabajoMatias Parada GonzalezNoch keine Bewertungen
- Catalogo BMW Z4Dokument20 SeitenCatalogo BMW Z4Felix Fernando GalvanNoch keine Bewertungen
- PLC 3.13.1 IntroduccionDokument25 SeitenPLC 3.13.1 IntroduccionMatias Parada GonzalezNoch keine Bewertungen
- PLC 3.13.3 Aplicaciones GeneralesDokument31 SeitenPLC 3.13.3 Aplicaciones GeneralesMatias Parada GonzalezNoch keine Bewertungen
- Resumen Metodo de RigidezDokument36 SeitenResumen Metodo de RigidezMatias Parada Gonzalez100% (1)
- PLC 3.13.2 FuncionamientoDokument50 SeitenPLC 3.13.2 FuncionamientoMatias Parada GonzalezNoch keine Bewertungen
- Encendido Sistema ElectricoDokument16 SeitenEncendido Sistema Electricoed1969gar100% (3)
- 7 Porticos Planos PDFDokument38 Seiten7 Porticos Planos PDFyuri_caroNoch keine Bewertungen
- 4 Teoremas Energeticos Celosias PDFDokument41 Seiten4 Teoremas Energeticos Celosias PDFyuri_caroNoch keine Bewertungen
- Aceite de Argán 100Dokument3 SeitenAceite de Argán 100Matias Parada GonzalezNoch keine Bewertungen
- Clasificacion Contrato TrabajoDokument1 SeiteClasificacion Contrato TrabajoMatias Parada GonzalezNoch keine Bewertungen
- Método de flexibilidad para pórticosDokument32 SeitenMétodo de flexibilidad para pórticosyuri_caroNoch keine Bewertungen
- Rodriguez, D. DIAGNOSTICO ORGANIZACIONAL Cap. 9 Diagnóstico Del Clima OrganizacionalDokument18 SeitenRodriguez, D. DIAGNOSTICO ORGANIZACIONAL Cap. 9 Diagnóstico Del Clima OrganizacionalMatias Parada GonzalezNoch keine Bewertungen
- 2 Celosias PlanasDokument36 Seiten2 Celosias PlanasMatias Parada GonzalezNoch keine Bewertungen
- Diagramas de Fase y AcerosDokument23 SeitenDiagramas de Fase y AcerosMatias Parada GonzalezNoch keine Bewertungen
- 1 Prueba Legislación 2010 (Enunciado+Desarrollo)Dokument5 Seiten1 Prueba Legislación 2010 (Enunciado+Desarrollo)Matias Parada GonzalezNoch keine Bewertungen
- Configuración Salidas PLC Delta SX2Dokument6 SeitenConfiguración Salidas PLC Delta SX2Javier CamachoNoch keine Bewertungen
- Diseño y Desarrollo Aplic MovDokument89 SeitenDiseño y Desarrollo Aplic Moverick delgadoNoch keine Bewertungen
- Curso de Derecho Procesal Civil - Giussepe ChiovendaDokument12 SeitenCurso de Derecho Procesal Civil - Giussepe ChiovendaDuilio Dante LunaNoch keine Bewertungen
- Componentes de App InventorDokument17 SeitenComponentes de App InventorJose RomeroNoch keine Bewertungen
- Guia Tso IspfDokument38 SeitenGuia Tso IspfPeter CampellNoch keine Bewertungen
- Sistema Contable PegasusDokument3 SeitenSistema Contable PegasusCarlos Coello Farias100% (3)
- Espectrofotómetro Spectronic GenesysDokument92 SeitenEspectrofotómetro Spectronic GenesysYerina ArrietaNoch keine Bewertungen
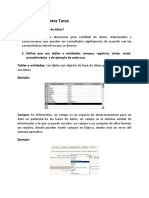
- Realizar Los Siguientes TareaDokument4 SeitenRealizar Los Siguientes TareaEmmanuel Pimentel ReyesNoch keine Bewertungen
- Administracion Modulos de Estructura CatiaDokument9 SeitenAdministracion Modulos de Estructura CatiamikelNoch keine Bewertungen
- Manual Excel Basico Medio y Practicas para Clase CGGH PDFDokument50 SeitenManual Excel Basico Medio y Practicas para Clase CGGH PDFRoqueNoch keine Bewertungen
- Glab S15 Agarate 2023 01Dokument16 SeitenGlab S15 Agarate 2023 01Juberth Luque HNoch keine Bewertungen
- Agenda EETP 277 - Taller de Informatica - 3er AñoDokument9 SeitenAgenda EETP 277 - Taller de Informatica - 3er AñoCarlos OrtizNoch keine Bewertungen
- VerifoneDokument56 SeitenVerifoneOswaldo GonzalezNoch keine Bewertungen
- Pruebas de Madurez InformáticaDokument6 SeitenPruebas de Madurez InformáticaSirlen ArrietaNoch keine Bewertungen
- 202207180731programacion I - Cuarto PCDokument4 Seiten202207180731programacion I - Cuarto PCAlvarado Jerónimo PabloNoch keine Bewertungen
- Codificadores y DecodificadoresDokument14 SeitenCodificadores y DecodificadoresAidinCastroNoch keine Bewertungen
- InformeDokument66 SeitenInformeapi-1961905567% (3)
- AcmeDokument17 SeitenAcmejoclo29Noch keine Bewertungen
- Ejercicios 11Dokument10 SeitenEjercicios 11Raymundo LumbrerasNoch keine Bewertungen
- Guia Rapida Mplab7Dokument36 SeitenGuia Rapida Mplab7Mario Vladimir Suarez ChanchayNoch keine Bewertungen
- Aplicación informática hardware y softwareDokument16 SeitenAplicación informática hardware y softwaresofiaNoch keine Bewertungen
- Rmi (Remote Method Invocation)Dokument31 SeitenRmi (Remote Method Invocation)Oscar de la ManchaNoch keine Bewertungen
- Marco Legal y RecursosDokument13 SeitenMarco Legal y RecursosCarlos PerdomoNoch keine Bewertungen
- Estimación ágil con Planning PokerDokument27 SeitenEstimación ágil con Planning PokerLuisa Gonzalez100% (1)
- Partes de la ventana de AccessDokument18 SeitenPartes de la ventana de AccessJhonis E. Bermudez de ArmasNoch keine Bewertungen
- Encuesta Sobre Acceso A Recursos Tecnológicos Nombre: Noah Renteria VergaraDokument1 SeiteEncuesta Sobre Acceso A Recursos Tecnológicos Nombre: Noah Renteria VergaraLorena Vergara Londoño100% (1)
- Comunicaciones USACDokument4 SeitenComunicaciones USACCESAR ARMANDO PÉREZ SIGUANTAYNoch keine Bewertungen
- Cadena de Valor, Carta Gantt y CanvasDokument5 SeitenCadena de Valor, Carta Gantt y CanvasCarlos CarreraNoch keine Bewertungen