Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 14 CE Chapter 14 - Developing Pricing StrategiesDokument34 Seiten14 CE Chapter 14 - Developing Pricing StrategiesAsha JaylalNoch keine Bewertungen
- RFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonDokument8 SeitenRFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonSteven MoietNoch keine Bewertungen
- Faida WTP - Control PhilosophyDokument19 SeitenFaida WTP - Control PhilosophyDelshad DuhokiNoch keine Bewertungen
- SWOT AnalysisDokument6 SeitenSWOT AnalysisSSPK_92Noch keine Bewertungen
- Computerized AccountingDokument14 SeitenComputerized Accountinglayyah2013Noch keine Bewertungen
- Supply Chain Risk Management: Resilience and Business ContinuityDokument27 SeitenSupply Chain Risk Management: Resilience and Business ContinuityHope VillonNoch keine Bewertungen
- Enumerator ResumeDokument1 SeiteEnumerator Resumesaid mohamudNoch keine Bewertungen
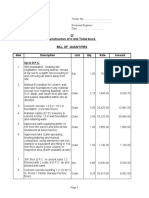
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Dokument6 SeitenType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasingheNoch keine Bewertungen
- Massive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)Dokument158 SeitenMassive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)JF DVNoch keine Bewertungen
- Pyro ShieldDokument6 SeitenPyro Shieldmunim87Noch keine Bewertungen
- Woodward GCP30 Configuration 37278 - BDokument174 SeitenWoodward GCP30 Configuration 37278 - BDave Potter100% (1)
- DFUN Battery Monitoring Solution Project Reference 2022 V5.0Dokument50 SeitenDFUN Battery Monitoring Solution Project Reference 2022 V5.0A Leon RNoch keine Bewertungen
- Grace Strux Beton PDFDokument33 SeitenGrace Strux Beton PDFmpilgirNoch keine Bewertungen
- List of Light Commercial LED CodesDokument8 SeitenList of Light Commercial LED CodesRenan GonzalezNoch keine Bewertungen
- Study of Means End Value Chain ModelDokument19 SeitenStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- CasesDokument4 SeitenCasesNaveen Stephen LoyolaNoch keine Bewertungen
- Computer System Sevicing NC Ii: SectorDokument44 SeitenComputer System Sevicing NC Ii: SectorJess QuizzaganNoch keine Bewertungen
- Land Use Paln in La Trinidad BenguetDokument19 SeitenLand Use Paln in La Trinidad BenguetErin FontanillaNoch keine Bewertungen
- CE5215-Theory and Applications of Cement CompositesDokument10 SeitenCE5215-Theory and Applications of Cement CompositesSivaramakrishnaNalluriNoch keine Bewertungen
- 1.functional Specification PTP With EDIDokument36 Seiten1.functional Specification PTP With EDIAnil Kumar100% (4)
- Fact Pack Financial Services KenyaDokument12 SeitenFact Pack Financial Services KenyaCatherineNoch keine Bewertungen
- DevelopersDokument88 SeitenDevelopersdiegoesNoch keine Bewertungen
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDokument7 SeitenChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiNoch keine Bewertungen
- X HM11 S Manual AUpdfDokument228 SeitenX HM11 S Manual AUpdfAntonio José Domínguez CornejoNoch keine Bewertungen
- People V Superior Court (Baez)Dokument19 SeitenPeople V Superior Court (Baez)Kate ChatfieldNoch keine Bewertungen
- MG206 Chapter 3 Slides On Marketing Principles and StrategiesDokument33 SeitenMG206 Chapter 3 Slides On Marketing Principles and StrategiesIsfundiyerTaungaNoch keine Bewertungen
- Omae2008 57495Dokument6 SeitenOmae2008 57495Vinicius Cantarino CurcinoNoch keine Bewertungen
- Basic Electronic Troubleshooting For Biomedical Technicians 2edDokument239 SeitenBasic Electronic Troubleshooting For Biomedical Technicians 2edClovis Justiniano100% (22)
- Cara Membuat Motivation LetterDokument5 SeitenCara Membuat Motivation LetterBayu Ade Krisna0% (1)
- Ucbackup Faq - Commvault: GeneralDokument8 SeitenUcbackup Faq - Commvault: GeneralhherNoch keine Bewertungen